

3. Коэффициент точности и шероховатости поверхностей детали Кпов.
Этот коэффициент определяется по таблице ниже:
Табл. 2.4 Численные значения коэффициента точности и шероховатости поверхностей детали.
|
№ зоны в |
Шероховатость поверхности Ra, мкм. | ||||||||
|
таб. 4 |
12.5 |
6.3 |
3.2 |
1.6 |
0.8 |
0.4 |
0.2 |
0.1 |
0.05 |
|
1 |
1.0 |
0.95 |
0.9 |
0.85 |
0.80 |
0.75 |
0.7 |
0.65 |
0.6 |
|
2 |
Х |
0.9 |
0.85 |
0.80 |
0.75 |
0.7 |
0.65 |
0.6 |
0.55 |
|
3 |
Х |
Х |
0.8 |
0.75 |
0.7 |
0.65 |
0.6 |
0.55 |
0.5 |
|
4 |
Х |
Х |
Х |
0.7 |
0.65 |
0.6 |
0.55 |
0.5 |
0.45 |
|
5 |
Х |
Х |
Х |
Х |
0.6 |
0.55 |
0.5 |
0.45 |
0.4 |
Исходя из таблицы, для размера 30H6 Ra0,4 Kпов. = 0,6
4. Показатель унификации конструктивных элементов Куэ
Показатель унификации конструктивных элементов определяется по следующей формуле:
|
Kуэ
=
|
|
 —0.1n
—0.1nгде Nэ – общее количество конструктивных элементов в детали, шт;
Nуэ – количество унифицированных конструктивных элементов детали, шт;
n – количество нетехнологичных элементов детали, шт.
В ходе изготовления данной детали все элементы изготавливаются стандартным режущим инструментом и не требуют применения специальной оснастки (оправок, планшайб, кондукторов и д.р.),также все размеры инструментов определены стандартами, следовательно Kуэ=1.
5. Показатель использования материала. Ким.
Ким = ![]()
![]() , гдеVз
и Vд
- объёмы заготовки и обработанной
детали (без покрытий).
, гдеVз
и Vд
- объёмы заготовки и обработанной
детали (без покрытий).
Ким=
На последнем этапе комплексный показатель технологичности детали рассчитывается по формуле

где i выбирают из табл. 1, тогда:

Вывод: в результате вычислений видно, что комплексный показатель технологичности детали, равный 0,84, выше нормативного значения коэффициента технологичности, который для данной детали равен 0,65. Это позволяет оставить ступеньку, полученную после отрезания торца. [5]


 Активируя
операцию сборки «После операции 05»,
получаем операционную заготовку на
операцию «05 горизонтально-фрезерная».
Активируя
операцию сборки «После операции 05»,
получаем операционную заготовку на
операцию «05 горизонтально-фрезерная».
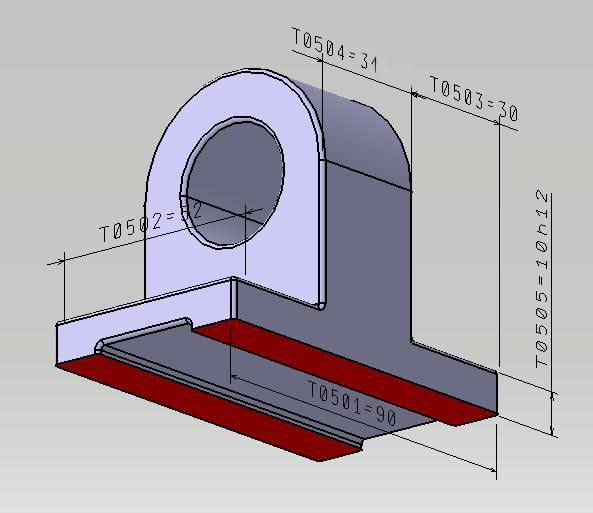

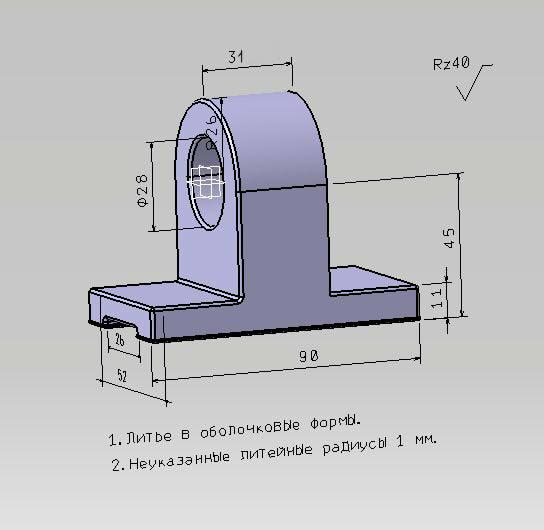
Рис. 2.11 Операционная заготовка на операцию «010 горизонтально-фрезерная».
Эта модель является начальной заготовкой.
Далее на созданных моделях операционных заготовок создаются необходимые аннотационные размеры, а так же на основе этих моделей делаются чертежи операционных заготовок.
Использованный метод построения сборки позволяет избежать появления лишних линий и элементов на границах пересечения добавляемых тел и является наиболее удобным для проектирования сборок несложных моделей с небольшим количеством операций.
Глава 3. Расчет размерных цепей в программе «тис-цепь».
3.1 Основные понятия о размерных цепях
Размерной цепью, в соответствии с ГОСТ 16319-80, называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Звеном размерной цепи может быть линейный или угловой размер машины, узла, детали или системы СПИД (станок - приспособление - инструмент - деталь), определяющий размер поверхности или относительное расстояние. Каждая размерная цепь содержит одно (и только одно) замыкающее или исходное звено и несколько составляющих звеньев.
ГОСТ 16319-80 дает следующие определения звеньям размерной цепи: исходным, или замыкающим звеном называют размер, непосредственно связывающий поверхности или оси, относительные расстояния или поворот которых необходимо обеспечить или определить в поставленной задаче. Составляющим называют звено размерной цепи, изменение которого вызывает изменение исходного или замыкающего звена. Исходное или замыкающее звено занимает в размерной цепи особое положение - относительно этого звена строится размерная цепь. Надобность в построении размерной цепи возникает только тогда, когда необходимо обеспечить или измерить положение двух поверхностей не непосредственно, а через другие (составляющие) размеры узла, детали или технологического процесса.
В зависимости от принадлежности звеньев и поставленной задачи, размерные цепи разделяют на конструкторские, технологические и измерительные. При решении задач обеспечения точности изготовления изделий и деталей используются технологические размерные цепи. В данной работе рассматриваются лишь те технологические размерные цепи, замыкающими звеньями которых являются чертежные (конструкторские) размеры детали и припуски, снимаемые на операциях, а составляющими - операционные (технологические) размеры, которые нужно выдержать при обработке заготовки.
Такие цепи наиболее часто приходится строить и рассчитывать при определении величин: припусков, операционных размеров, допусков и технических условий в ходе проектирования технологического процесса обработки. Выводы и закономерности, установленные для технологических размерных цепей, применимы для построения и решения размерных цепей других видов. Каждый из составляющих размеров цепи может изменяться в пределах своего допуска. Это колебание составляющих размеров влечет за собой изменение величины замыкающего звена.
По характеру влияния на замыкающий размер, составляющие звенья разделяют на «увеличивающие» и «уменьшающие». Увеличивающим называют звено размерной цепи, с увеличением которого увеличивается исходное или замыкающее звено, уменьшающим - звено, с увеличением которого исходное или замыкающее звено уменьшается.
В зависимости от того, что задано (известно) и что является искомым - замыкающие или составляющие размеры - все разнообразные задачи, решаемые с использованием размерных цепей, разделяются на два типа.
Задача 1. Определение предельных размеров замыкающего звена размерной цепи, когда известны предельные размеры остальных составляющих звеньев. Эту задачу называют "проверочной", поскольку необходимость в ее решении возникает тогда, когда известны значения всех составляющих звеньев и установлены требования к их точности.
Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, если известны предельные размеры замыкающего звена и номинальные значения размеров составляющих звеньев. При решении такого типа задач замыкающее звено обычно называют исходным. Эту задачу целесообразно называть "проектировочной", поскольку решают ее в процессе проектирования. При решении такой задачи необходимо определить требования к точности составляющих звеньев (задать на них отклонения от номинальных размеров).