

Pivovarennaya_inzheneria_ / Глава 1
.pdfСОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ |
53 |
|
|
Г л а в а 1 |
|
СОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ
Пивоваренная инженерия становится настолько технически сложной и наукоемкой, что требуется совершенно по новому взглянуть на техническое развитие пивоваренных производств.
Современный этап технического развития пивоваренных производств невозможен без применения комплексного системного подхода, позволяющего рассматривать эти объек ты как единые, динамичные, взаимосвязанные системы, представляющие собой органич ное сочетание многих элементов различной природы.
Современный системный взгляд на пивоваренное производство позволяет получить це лостное представление о каждом из них; выделить признаки, по которым различные по природе образования объединяются в единую технологическую систему; выявить факторы, ведущие к ухудшению функционирования этой системы или к ее нарушению как органично го целого, и устранить эти факторы, пользуясь известными научно техническими методами.
Системное мышление способствует повышению эффективности научных, проектных и конструкторских работ в области совершенствования существующих и создания новых высокоэффективных процессов и оборудования для производства пива.
В связи с этим современная инженерия пива в качестве основного научного инстру мента использует методы системологии, основные понятия которой изложены ниже.
1.1. ОСНОВНЫЕ ПОНЯТИЯ СИСТЕМОЛОГИИ
Важность знания и понимания системных принципов невозможно переоценить, по скольку мир, в котором мы живем, представляет собой совокупность многообразных систем.
Б\льшая часть объектов, не только внешних — окружающих нас, но и внутренних — в нас самих, представляет собой системы. Достаточно сказать, что наша планета, являясь частицей солнечной системы, сама представляет собой экологическую систему, частью которой является человек, который также является сложноорганизованной живой систе мой, состоящей из различных систем (подсистем) — нервной, пищеварительной, сердеч но сосудистой, иммунной, костной и пр. Даже книга, которую вы, уважаемый читатель, держите сейчас в руках, также представляет собой своеобразную систему — в данном слу чае информационную систему, в которой в определенной последовательности системати зированы инженерные знания в области производства пива.
Система — это упорядоченное определенным образом множество разнородных эле ментов (по меньшей мере двух), взаимосвязанных между собой материальными, энергети ческими и информационными потоками и образующих некоторое целостное единство, свой ства которого превосходят сумму свойств составляющих его элементов.
Антонимом понятия система является понятие хаос. Хаотическое множество элемен тов характеризуется их независимостью друг от друга, когда изменение в одном из них не обязательно влечет изменения как в других элементах, так и в рассматриваемой группе элементов в целом.
54 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Элементы — относительно обособленные части системы, при непосредственном вза имодействии которых система приобретает определенное функциональное назначение.
Внутри системы образуются подсистемы — совокупности взаимосвязанных и взаи модействующих элементов, реализующих определенную группу функций системы.
В любой системе образующие ее элементы должны быть определенным образом организованы. Организованность системы отражает ее структура — совокупность отдельных элементов и отношений между ними. Пространственная согласованность отдельных частей системы — необходимый признак ее структуры. Отношения между системообразующими элементами выражаются упорядоченными связями.
Связи системы — это взаимодействия ее элементов, обеспечивающие возникновение и сохранение структуры и целостных свойств системы. Связи обозначают материальный, энергетический и информационный обмен между элементами.
Входы и выходы системы обозначают связи между системой и внешней средой. Они также могут иметь материальный, энергетический и информационный характер, поскольку в процессе взаимодействия системы с внешней средой осуществляется поглощение и вы деление вещества, энергии и информации.
Целостность системы обусловлена совокупностью элементов, при взаимодействии которых возникают новые качества этого образования, не свойственные качествам отдель ных его частей. При этом качество системы в целом отличается от суммы качеств образу ющих ее элементов, поскольку элементы системы взаимодействуют друг с другом не все ми, а лишь определенными свойствами. Однако целостность системы определяется не только пространственной, но и временн\й организованностью.
В соответствии с общей теорией систем целостная система должна обязательно иметь:
•цель функционирования, определяющую основное назначение системы; цель функ ционирования может быть достигнута одновременным или последовательным решением ряда задач, выполнение которых составляет содержание процесса фун кционирования системы и ее подсистем;
•управление — процесс упорядочения системы, приведение ее в соответствие с целя ми и задачами; управление может осуществляться непосредственно человеком, либо человеком с использованием технических средств, либо только техничес кими средствами по программам, разработанным человеком;
•структуру, организованную определенным образом, которая может распадаться на ряд подсистем, при этом основным признаком выделения подсистемы является ее целевое назначение; цель функционирования подсистемы является промежу точной, она вытекает из конечной цели функционирования системы и является ее частью;
•иерархичность строения системы, предполагающая, что каждый ее компонент может рассматриваться как система низшего порядка, а сама она — лишь один из компонентов системы более высокого порядка;
•непрерывное изменение состояния элементов системы без изменения структуры системы (изменение состояния элементов и подсистем, сопровождающееся из
менением структуры, приводит к созданию новой системы).
Таким образом, основным понятием системологии является понятие системы как объ екта, взаимодействующего с окружающей средой и обладающего сложным внутренним

СОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ |
55 |
|
|
строением с большим числом составных частей. Элементы системы — самостоятельные и условно неделимые единицы, взаимодействующие между собой и с внешней средой. Совокупность элементов и их связей (материальных, энергетических и информацион ных) образует структуру системы, пространственно временные фрагменты которой, обла дающие определенной целостностью и целенаправленностью, выделяются в функциональ ные подсистемы.
1.2.СИСТЕМНОСТЬ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ
Всоответствии с системным подходом пивоваренные производства целесообразно рас сматривать как системы, обладающие общими закономерностями организации, строения, функционирования и развития.
При этом может быть использован принцип многоуровневой декомпозиции, заключа ющийся в последовательном расчленении целого на ряд взаимосвязанных частей с возра стающей от уровня к уровню степенью детализации.
Предприятиеприятие
ЦехЦех  Цех
Цех  Цех
Цех
...... |
|
...... |
Технологическая |
Технологическая |
Технологическаяогическая |
линия |
линия |
линия |
...... |
|
...... |
Технологическая |
Технологическая |
Технологическая |
Технологическая |
Технологическая |
Технологическая |
операция |
операцияя |
ооперация |
...... |
|
...... |
Типовой |
Типовой |
Типовой |
процесс |
процесс |
процесс |
|
|
с |
...... |
|
...... |
Физические |
Химические |
Биологическиеологичес |
явления |
явления |
явления |
Организационнаяорга |
сиемаст |
Технологическая |
система |
Прцессуальнаяоцессу |
система |
Рис. 1.1. Структурная схема системы пивоваренного предприятия
56 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Исходя из этого, современное предприятие (рис.1.1) представляет собой многоуров невую, сложноорганизованную, иерархическую систему крупного масштаба, состоящую из совокупности взаимосвязанных подсистем, между которыми существуют отноше ния соподчиненности с тремя основными ступенями качества — организационной, тех нологической и процессуальной (физико химической).
Низшая ступень иерархии образует процессуальную или физико химическую систе му — совокупность типовых физико химических процессов, детализация которых до уровня элементарных явлений дает возможность рассматривать эти простейшие про цессы как системы. Именно на этой ступени иерархии осуществляется непосредствен ное преобразование вещества и энергии.
Средняя ступень иерархии образует технологическую систему — определенное соче тание технологических процессов в специализированных линиях как совокупность техно логических операций. На этой ступени иерархии закладываются технологические основы создания безотходных производств с замкнутыми технологическими и энергетическими потоками, решаются задачи по совершенствованию технологии и оборудования.
Высшая ступень иерархической структуры предприятия представляет собой орга низационную систему, задачи которой — оперативное управление, планирование, по ставка сырья и материалов, реализация готовой продукции и пр.
1.3. СТРОЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Технологическую систему, помимо структурной схемы, можно представить машинно аппаратурной схемой со словесным описанием процессов (вербальная модель), математи ческим описанием процессов, протекающих в системе (математическая модель). Однако лишь операторная модель дает возможность моделировать строение технологической си стемы и осуществлять системный анализ и системный синтез изучаемого объекта.
Сущность системного анализа состоит в том, что объект как систему расчленя ют на составляющие элементы, не «разрушая» последние, после чего выделяют и изу чают функции каждого из них. Важной особенностью системного анализа является то, что изучаемый объект расчленяют не произвольно, а в соответствии с присущими ему закономерностями, его функциями и структурой, с учетом состава компонентов и внут рисистемных связей. Таким образом, системный анализ выполняет дидактическую роль, являясь эффективным средством детального познания изучаемого объекта в про цессе изучения функции каждой из его частей.
Но основную задачу системного исследования — познание интегративных законо мерностей целого объекта — решают с помощью синтеза.
Сущность системного синтеза заключается в воссоединении частей, границы которых были выявлены в процессе анализа, в соответствии с установленными пра вилами и закономерностями. Синтез позволяет разобраться, каким образом в ре зультате взаимодействия частей функционирует технологическая система, благода ря чему можно осознанно и целенаправленно вывести ее в оптимальный режим или выявить направления ее развития.
Таким образом, системный подход позволяет на основе объективных показателей осуществить системный анализ и диагностику технологической системы, а на основе полученных результатов осуществить системный синтез, оценить уровень развития системы и спрогнозировать направления ее совершенствования.
СОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ |
57 |
|
|
Рациональным методом синтеза технологических систем является разработка опе раторных моделей.
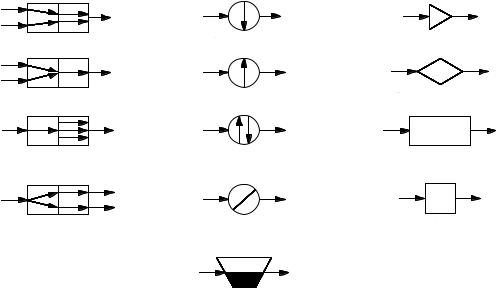
Любой технологический поток (система) может быть разбит на определенное ко личество этапов (подсистем), имеющих свои входные и выходные параметры. Подсис темы состоят из технологических операций (операторов), представляющих собой сово купность типовых физических, химических и биологических процессов. Условные обо значения процессоров приведены на рис. 1.2. С помощью этих обозначений типовых процессов можно графически изобразить любую технологическую операцию.
Соединение |
Охлаждение |
Дозирование |
Смешивание |
Нагревание |
Ориентирование |
Измельчение |
Термостабилизация |
Сложный процесс |
|
|
преобразования |
Разделение |
Изменение агрегатного |
Формообразование |
|
состояния |
|
Хранение
Рис. 1.2. Условные обозначения технологических процессов (процессоры)
При изображении операций типовые процессы соединяют стрелками связями. В общем случае связи — это материальные, энергетические и информационные пото ки. Разрабатывая системы процессов в виде так называемых операторных моделей, достаточно показать лишь материальные потоки, которые связывают между собой ти повые процессы, отдельные операции и подсистемы.
1.4. ТЕХНОЛОГИЧЕСКИЙ ПОТОК КАК СИСТЕМА ПРОЦЕССОВ
Любой технологический поток, представляя совокупность различных технологичес ких операций, является целостной системой процессов со своими до конца не познанны ми закономерностями. Поэтому, предваряя рассуждения о строении технологического потока, целесообразно рассмотреть разновидности и проанализировать особенности от дельных технологических операций, из которых он состоит или может состоять.

58 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
1.4.1.Морфология* и классификация технологических операций
Вкаждой технологической операции выполняются две основные функции: обработ ка объекта (технологический процесс) и перемещение объекта в рабочую зону (транс портирующий процесс).
Особенности сочетания технологического и транспортирующего процессов оказыва ют влияние как на производительность операции, так и на конструктивное устройство машин и аппаратов, в которых эта операция осуществляется. Эти особенности академи ком Л.Н. Кошкиным (1912–1992) предложено использовать при классификации тех нологических операций.
Втабл. 1.1 систематизированы характерные признаки технологических операций,
ана рис. 1.3 представлены примеры принципиальных схем технологических операций.
|
|
|
|
|
|
Таблица 1.1 |
||
|
Классификация технологических операций |
|
|
|
||||
|
|
|
|
|
|
|
|
|
Характерные признаки |
|
Класс технологической операции |
|
|||||
|
|
|
|
|
|
|||
|
I |
|
|
|
|
|||
технологической операции |
|
|
I I |
III |
IV |
|||
|
|
|
||||||
а |
б |
в |
||||||
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Наличие вспомогательных процессов |
Нет |
Нет |
Да |
Нет |
Нет |
Нет |
||
между загрузкой и выгрузкой материала |
|
|
|
|
|
|
||
Осуществление транспортных и техно0 |
После0 |
После0 |
После0 |
Син0 |
Син0 |
Син0 |
||
логических процессов во времени |
дова0 |
дова0 |
дова0 |
хронно |
хронно |
хронно |
||
|
|
тельно |
тельно |
тельно |
|
|
|
|
Осуществление транспортных процес0 |
Син0 |
После0 |
После0 |
Син0 |
Син0 |
Син0 |
||
сов по загрузке и выгрузке материала |
хронно |
дова0 |
дова0 |
хронно |
хронно |
хронно |
||
|
|
|
тельно |
тельно |
|
|
|
|
Перемещение в про0 |
обрабатываемого |
Нет |
Нет |
Нет |
Да |
Да |
Да |
|
странстве во время |
материала |
|
|
|
|
|
|
|
технологического |
рабочих органа, |
Нет |
Нет |
Нет |
Нет |
Да |
Да |
|
процесса: |
камеры, поверхно0 |
|
|
|
|
|
|
|
|
сти или среды |
|
|
|
|
|
|
|
Технологические операции подразделяют на четыре класса.
Операции I класса характеризуются тем, что технологическая обработка сырья и его перемещение в рабочую зону разобщены по времени, то есть транспортирующий процесс чередуется с технологическим. Это операции дискретного действия.
Производительность ПI оборудования, в котором осуществляются операции класса Iа и Iб, определяется продолжительностью всего технологического цикла τц, складывающе гося из продолжительности технологического τтехн и транспортирующего τтр процессов:
ПI = |
1 |
= |
1 |
= |
|
1 |
|
, |
|
|
τц |
τтехн +τтр |
Lтехн |
|
+ |
Lтр |
(1.1) |
||||
|
|
|
|
|
vтехн |
|
vтр |
|
|
|
|
|
|
|
|
|
|
|
|
||
* Морфология (от греч. morphe — форма) — раздел инженерии, изучающий закономерности строения технического объекта.

СОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ |
59 |
|
|
где Lтехн и Lтр — величины перемещений соответственно технологического и транспортирую щего процессов; νтехн и νтр — скорость соответственно технологического и транспортирующего процессов.
Повышение производительности оборудования для осуществления операций I клас са может быть достигнуто за счет сокращения продолжительностей технологического
Класс |
Машины и агрегаты |
Аппараты и установки |
|
|
νтехн |
νтр |
Lтр |
L |
а |
|
техн |
Iб
νтехн |
h |
I I |
νтр |
νтехн h
III νтр
|
νзагр |
|
Vр |
νтехн |
|
νвыгр |
||
|
||
|
νзагр |
|
|
ν |
|
Vр |
νтехн |
|
всп |
||
|
||
|
νвыгр |
|
|
νтр |
|
Vр |
νтехн |
|
|
|
|
A |
A–A |
|
|
νтр |
h |
νтр |
h |
A |
n |
|
νтехн |
||
|
|
|
Рис. 1.3. Принципиальные схемы технологических операций
60 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
итранспортирующего процессов, которые зависят от соответствующих перемещений
искоростей. Но поскольку величины технологических и транспортирующих переме щений определяются исключительно свойствами перерабатываемой среды и геомет рическими параметрами объектов обработки, то сокращение продолжительности опе рационного цикла может быть достигнуто только увеличением соответствующих ско ростей. При этом следует учитывать, что скорость транспортирующих процессов огра ничена допустимыми динамическими характеристиками исполнительных органов машины, а скорость технологических процессов ограничена физико химическими
идругими специфическими свойствами обрабатываемого материала. Оба упомянутых обстоятельства являются существенным препятствием при увеличении производитель ности оборудования, в котором осуществляются технологические операции I класса.
Втехнологических операциях класса Iа, осуществляемых в машинах, продолжитель ность транспортирующих процессов может быть сокращена благодаря синхронизации
загрузки и выгрузки обрабатываемого материала. В этом случае τтр = τзагрузки = τвыгрузки.
В технологических операциях класса Iб, осуществляемых в аппаратах периодичес кого действия, в которых синхронизацию загрузки и выгрузки организовать невоз можно, продолжительность транспортирующих процессов, как правило, возрастает, поскольку в этом случае τтр = τзагрузки + τвыгрузки.
Втехнологических операциях класса Iв, осуществляемых в аппаратах периодичес кого действия, в которых, помимо невозможности синхронизации загрузки и выгруз ки, необходимо еще по технологическим требованиям между транспортирующими процессами дополнительно осуществлять те или иные вспомогательные операции, на пример, стерилизацию, мойку оборудования и пр., продолжительность всего техноло
гического цикла увеличивается на отрезок времени, затрачиваемого на выполнение вспомогательных операций: τц = τтехн + τтр + τвсп.
Впивоваренном производстве примером технологических операций I класса могут служить затирание, кипячение сусла с хмелем и т. п.
Операции II класса характеризуются синхронностью транспортирующего и техно логического процессов. Транспортирующий процесс в таких операциях непрерывен,
аего скорость vтр равна скорости vтехн технологического процесса.
Производительность ПII машин, осуществляющих операции II класса, определяется
продолжительностью операционного цикла tц, равного отношению величины матрицы h к скорости технологического или транспортирующего процессов:
ПII = |
1 |
1 |
1 |
. |
|
||
|
= |
|
= |
|
(1.2) |
||
τц |
h / vтехн |
h / vтр |
|||||
Повышение производительности оборудования для осуществления операций II класса может быть достигнуто увеличением скорости транспортирующего процесса, но она, к сожалению, не может превышать определенные предельные значения скоро сти технологического процесса, которая лимитирована физико химическими и тех нологическими свойствами обрабатываемого сырья.
Типичным примером технологических операций II класса, применяемых в пивобе залкогольной отрасли, является этикетирование расфасованных в бутылки напитков в современных этикетировочных машинах и т. п.
СОВРЕМЕННЫЕ ИНЖЕНЕРНЫЕ АСПЕКТЫ ПИВОВАРЕННЫХ ПРОИЗВОДСТВ |
61 |
|
|
Операции III класса характеризуются не только синхронностью транспортирующего и технологического процессов (как операции II класса), но и их взаимной независимо стью. В таких операциях обрабатываемые объекты непрерывно перемещаются совмес тно с рабочими органами по определенной замкнутой траектории.
Производительность ПIII машин, осуществляющих операции III класса, определя ется продолжительностью операционного цикла τц, равного отношению шага выхода изделий h к скорости транспортирующего процесса:
П |
III |
= |
1 |
= |
1 |
. |
(1.3) |
|
|
||||||
|
|
фτц |
h / vтр |
||||
|
|
|
ц |
|
|
|
|
Повышение производительности оборудования для осуществления операций III класса теоретически может быть достигнуто исключительно за счет увеличения скорости транспортирующего процесса, поскольку она не ограничивается скоростью технологического процесса. Однако на практике это дополнительно вызывает необходимость увеличения дли ны рабочей зоны для сохранения продолжительности технологической обработки объекта.
Принципиальной особенностью операций III класса является то, что ограничением производительности оборудования является уже не технология выпускаемого про дукта, обусловленная прежде всего свойствами сырья и полуфабрикатов, а технология машиностроения, обусловленная свойствами применяемых материалов и способами их обработки. Таким образом, можно констатировать, что при разработке оборудова ния для операций III класса преодолен важный качественный рубеж, — сняты техноло гические ограничения производительности.
Типичным примером технологических операций III класса, применяемых в пиво безалкогольной отрасли, являются фасование и укупорка напитков в бутылки, банки и пр. в современных фасовочно укупорочных агрегатах (моноблоках) роторного типа.
Операции IV класса характеризуются не только синхронностью и взаимной независи мостью транспортирующего и технологического процессов (как операции III класса), но и массовым транспортированием объектов в произвольном положении через рабочую зону, в которой осуществляется технологическое воздействие непосредственно на весь поток.
Производительность ПIV машин, осуществляющих операции IV класса, определяет ся продолжительностью цикла τц обработки одного объекта и количеством n объектов в поперечном сечении потока:
|
1 |
1 |
|
|
|
ПIV = n |
|
= n |
|
, |
(1.4) |
τц |
h / vтр |
||||
где h — размер объекта в направлении вектора скорости.
Повышение производительности оборудования для осуществления операций IV класса может быть достигнуто одним из двух способов либо их сочетанием:
•увеличением скорости транспортирования обрабатываемых объектов (при соот ветствующем удлинении рабочей зоны);
•увеличением количества объектов в поперечном сечении технологического потока. В пивоваренном производстве примером прогрессивных технологических операций
IV класса могут служить непрерывные процессы подработки зернопродуктов, а также непрерывные процессы брожения и дображивания.
* * *

62 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Итак, особенности и возможности технологических операций III и IV классов позволяют выделить их в ряд перспективных операций для совершенствования существующих и создания новых технологических потоков в пивоваренном про изводстве.
Вто же время технологические операции I и II классов перспектив применения
всовременных высокоэффективных технологических потоках не имеют. Это обус ловлено тем, что технологическим потокам на основе операций I и II классов присуще техническое противоречие между производительностью и качеством выпускаемой про дукции — с повышением производительности снижается качество выпускаемого продук та и наоборот, что представляет собой непреодолимое препятствие при создании совре менных технологических линий повышенной производительности.
1.4.2. Морфология и классификация технологических потоков
Существующие и принципиально возможные технологические потоки классифи цируют по наличию в них операций определенных классов (табл. 1.2).
Класс технологического потока определяется наименьшим классом операции, при меняемой в этом потоке, например, поток II класса содержит операции, наименьший класс которых II.
Тип потока определяется числом классов операций, входящих в его состав, напри мер, поток 3 го типа представляет собой совокупность операций любых трех классов.
Приведенная классификация позволяет, во первых, диагностировать степень со вершенства существующих технологических потоков, которая возрастает с повыше нием класса потока, а во вторых, прогнозировать направления развития технологи ческих потоков, стремясь к наивысшей степени совершенства — потоку IV класса.
Таблица 1.2
Классификация технологических потоков
Тип потока |
Класс потока (наименьший класс операции в потоке) |
||||
(количество |
|||||
|
|
|
|
||
классов |
|
|
|
|
|
|
|
|
|
||
операций |
I |
I I |
III |
IV |
|
в потоке) |
|||||
|
|
|
|
||
1 |
(I) |
(II) |
(III) |
(IV) |
|
|
|
|
|
|
|
2 |
(I–II) |
(II–III) |
(III–IV) |
— |
|
|
(I–III) |
(II–IV) |
|
|
|
|
(I–IV) |
|
|
|
|
3 |
(I–II–III) |
(II–III–IV) |
— |
— |
|
|
(I–II–IV) |
|
|
|
|
|
(I–III–IV) |
|
|
|
|
4 |
(I–II–III–IV) |
— |
— |
— |
|
|
|
|
|
|
|
Из табл. 1.2 следует, что по степени технического совершенства принципиально воз можно создать 15 поколений технологического потока. При этом самый примитивный