

2.3. Литниковые системы
При получении отливок из стали, ковкого чугуна и некоторых сплавов цветных металлов с относительно большой усадкой литниковая система питает их жидким металлом в процессе затвердевания.
Между площадями поперечных сечений всех каналов литниковой системы существует определенное соотношение, при котором каждый последующий элемент, начиная с воронки, имеет меньшее сечение, чем предыдущий. В производстве отливок при подборе сечения элементов литниковой системы следует руководствоваться следующим правилом: Fстояка>Fшлакоулавителя>Fпитателей. Для чугунных отливок массой до 1 тFпитателей:Fшлакоулавителя:Fстояка=1:1,1:1,15; для чугунных отливок массой более 1 т соотношение площадей1:1,2:1,4;для стального литья–1:1,4:1,6.При этом суммарная площадь поперечных сечений питателей определяется по следующей зависимости:
![]() ,
,
где Q– масса отливки и прибыли, кг;– плотность материала отливки, кг/м3;= 0,4-0,6 – коэффициент истечения;= 4-9 с – время заливки формы (для мелких отливок);g= 9,81 м/с2– ускорение свободного падения;Н– средний напор (высота столба жидкого металла в литейной форме, измеряется от верхнего края воронки до центра масс отливки), м.
Иными словами, литниковая система является запертой и создает условия, при которых через воронку не проходит шлак и не засасывается воздух потому, что она постоянно заполнена металлом и сужающийся вниз стояк сдерживает напор. В то же время литники (питатели) не в состоянии пропустить через себя весь металл, идущий из стояка, пленка шлака на поверхности металла поднимается к верху шлакоуловителя, и в отливку через литники идет только чистый металл.
Для вывода из формы воздуха, а также для наблюдения за заполнением формы металлом на верхних частях отливок устанавливают вертикальные каналы (выпоры). При литье из стали, алюминиевых сплавов и некоторых сортов бронз, отличающихся большой усадкой, выпоры заменяют прибылями. Основным их назначением является питание отливки жидким металлом в процессе ее кристаллизации для предотвращения образования усадочных раковин в местах отливок, затвердевающих последними. Обычная закрытая или открытая прибыль может действовать только в том случае, если она расположена выше отливки. Объем металла в прибыли долженобеспечивать необходимое гидростатическое давление на металл отливки.
2.4. Способы формовки
Ручную формовкув основном применяют для получения отдельных малых и крупных сложных по конфигурации отливок.
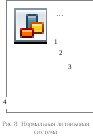
Открытую почвенную формовкуосуществляют для неответственных отливок с плоской поверхностью, например плит, к которым не предъявляют высокие требования по внешнему виду и по качеству поверхности. Такую формовку можно осуществить по мягкой постели и по твердой постели.
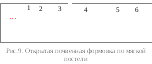
При формовке по мягкой постели (рис.9) в земляном полу цеха роется яма глубиной 150-200 мм и в ней готовится мягкая постель из рыхлой наполнительной смеси, поверх нее кладется слой облицовочной смеси толщиной 10-15 мм. После выравнивания гладилкой и проверки по ватерпасу 3 горизонтальности поверхности постели в нее руками вдавливают модель 4. Для этого на поверхность смеси кладут модель и осаживают ударами молота через дощечку, затем смесь вокруг модели уплотняют трамбовкой, срезают излишки смеси, вырезают слева литниковую чашу 1 и канал 2 для заполнения формы металлом, а справа – сливной канал 5 для спуска излишка металла. Для отвода газов из формы производят проколку душниками каналов 6. После этого осторожно примачивают края формы у модели и извлекают ее. Если обнаруживаются дефекты, их исправляют, поверхность формы покрывают припылом и заливают металлом.
При большой массе отливки используется твердая постель (рис.10), для этого выкапывают яму глубиной на 300-500 мм больше высоты модели, на дно кладут слой горелого кокса толщиной 100 мм, с боков наклонно ставят две трубы для вывода газов и производят набивку смеси.

Затем снимают опоку, ставят ее на пол, предварительно повернув на 180. Осторожно вынимают обе половины модели, заглаживают поврежденные места, покрывают полости полуформ припылом, в нижнюю полуформу устанавливают стержень, опочную полуформу накладывают на почвенную точно по границам забитых колышков, ставят на место литниковую чашу и загружают на верхнюю поверхность формы грузы, чтобы предотвратить опасность поднятия ее заливаемым металлом, во избежание ожогов около места заливки формы.
Формовка в опокахнаиболее широко применяется в литейных цехах. В зависимости от конструкций моделей, условий и характера производства она имеет много разновидностей. Рассмотрим наиболее типичные из них.
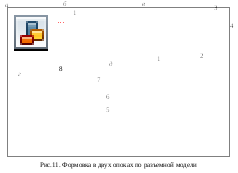
Поверхность разъема присыпают разделительным песком. На нижнюю половину модели накладывают верхнюю 5, строго центрируя ее по шипам, затем ставят опоку 6, модели стояка 7 и выпоров 8 и набивают их в том же порядке, как и нижнюю полуформу. Затем заглаживают верхнюю поверхность, накалывают каналы, оформляют очертания литниковой чаши и извлекают модели стояка 7 и выпоров 8. Потом снимают и поворачивают на 180° верхнюю полуформу.
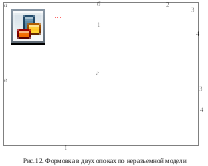
Формовка в двух опоках по неразъемной модели показана на рис.12. Модель формуемой детали (рис.12,а) без нижнего стержневого знака ставят на щиток (рис.12,в), обкладывают облицовочной, а затем набивают наполнительной смесью и сверху сгребают излишек. При попавшей под модель смеси полуформу поворачивают на 180(рис.12,б) и вырезают смесь по линии разъема 3-4.Загладив всю поверхность разъема, присыпав ее разделительным песком и поставив на место стержневой знак 2,ставят верхнюю опоку, модели стояка и выпоров, наполняют ее формовочной смесью, раскрывают форму, извлекают модель, отделывают, присыпают припылом, ставят стержень, накрывают верхней полуформой, нагружают и ставят под заливку (рис.12,г).
Сущность безопочной формовки заключается в том, что опоки применяют только для изготовления формы (рис.13). После ее сборки опоки снимают и используют для приготовления новой формы.
Этот способ находит широкое применение в производстве мелких деталей массой до 3-5 кг. При его применении значительно уменьшается количество таких взаимозаменяемых опок, что дает большую экономию. При этом облегчается выбивка отливок. Безопочную формовку также широко применяют при машинной формовке в массовом производстве.
Машинная формовкаиспользуется в серийном, массовом и крупносерийном производствах.
По характеру уплотнения смеси машины делят на прессовые, вытряхивающие с подпрессовкой, пескодувные, пескострельные и пескометные.
Прессовые машины бывают с верхним и нижним прессованием. При верхнем прессовании наибольшая степень уплотнения находится у прессовой колодки, при нижнем прессовании наибольшее уплотнение формовочной смеси находится у поверхности модели.
Прессовые машины применяют для полуформ в невысоких опоках высотой 200-250 мм. Этот недостаток может быть устранен применением профильных прокладок, обеспечивающих более равномерное уплотнение формовочной смеси во всем объеме. Равномерное уплотнение смеси можно осуществить прессованием с эластичной резиновой мембраной. Здесь смесь уплотняется давлением сжатого воздуха (или жидкости) через эластичную мембрану, повторяющую рельеф поверхности модели. В обычных прессовых машинах Р= 0,5 МПа, применяют прессование и под высоким давлением до 2 МПа.
Встряхивающие машины уплотняют формовочную смесь за счет инерционных сил, возникающих при многократно повторенном встряхивании. Эти машины уплотняют смесь неравномерно, в наибольшей степени у поверхности модели. Для дальнейшего уплотнения в верхних слоях осуществляют подпрессовку.
Пескометы – высокопроизводительные формовочные машины (уплотняющие до 40 м3смеси в час), использующиеся преимущественно для форм крупных отливок. Они производят две операции: заполнение опоки формовочной смесью и ее уплотнение.
Пескодувные машины применяют в основном для приготовления стержней. Здесь стержневая смесь заполняет стержневой ящик и уплотняется под давлением сжатого воздуха 0,5-0,6 МПа.
В пескострельных машинах стержневая смесь уплотняется при мгновенном ее перемещении под давлением сжатого воздуха из пескострельного резервуара в стержневой ящик через сопло.