

Штамповка на горизонтально-ковочных машинах (гкм)
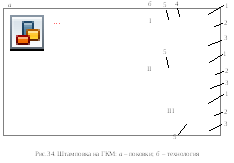
На горизонтально-ковочных машинах (ГКМ) обычно штампуют поковки типа стержней с всевозможными головками и утолщениями, типа простых и сложных колец и т.п. Высадка в большинстве случаев представляет собой высадку нагретого конца прутка или мерной заготовки с заполнением металлом рабочей полости пуансона и матрицы. При штамповке колец высадка пополняется безотходной прошивкой. Процесс штамповки сводится к следующим операциям (рис.34).
Пруток 1 (нагретая заготовка) вводится между полуматрицами 2 и 3 машины до упора 4, зажимается между неподвижной 2 и подвижной 3 полуматрицами и высаживается пуансоном 5.
Кроме высадки и прошивки, на ГКМ можно выполнять отрезку, гибку, пережим заготовки. Матрицы штампов ГКМ имеют три-пять ручьев и более, столько же должно быть и пуансонов. Ручьи штампов и пуансоны располагаются вертикально один под другим.
При штамповке поковок типа стержней с головками диаметр заготовки выбирают равным диаметру стержневой части поковки, а головку высаживают. Головку высаживают в одном ручье, если длина необходимой для этой части заготовки не более 2,5-3 от ее диаметра.
При штамповке колец металл набирают высадкой, а затем в завершающем ручье выполняют прошивку. ГКМ изготавливаются с номинальными усилиями от 1 до 30 МН, число ходов от 100 до 20 в мин.
Холодная объемная штамповка
Холодной штамповкой получают тонкие (9-11 квалитет точности) и чистые (шероховатость поверхности Ra= 1,25-0,32) детали из стали, цветных металлов и сплавов.
При холодной объемной штамповке металл приобретает наклеп. Этим способом штампуют небольшие и средние детали диаметром 80-100 мм и длиной 100-200 мм.
К холодной объемной штамповке относят объемную штамповку осадкой, выдавливанием (прессованием), холодную осадку,калибровку, чеканку, выдавливание полостей в массивных заготовках. Объемной штамповкой осадкой изготавливают мелкие рычаги, защелки и т.д. Ее выполняют в открытых и закрытых штампах. Объемной штамповкой с прямым, обратным и комбинированным выдавливанием (прессованием) изготовляют небольшие детали типа тел вращения. Ее осуществляют в массивных закрытых штампах-матрицах.
При холодной объемной чеканке изделие деформируют в закрытом штампе без образования заусенца.
Листовая штамповка
Листовую штамповку применяют для изготовления плоских пространственных тонкостенных изделий из листового, ленточного полосового металла и неметаллических материалов.
Листовая штамповка осуществляется в штампах на прессах или в штампах без применения прессов (беспрессовая штамповка).
Листовой металл толщиной 0,15-4 мм называют тонколистовым, его штампуют обычно в холодном состоянии. Листовой металл толщиной 4-60 мм называют толстолистовым. При меньших толщинах его штампуют в холодном состоянии, а при больших обычно в горячем.
Листовые штампованные детали и изделия отличаются достаточной точностью (10-12 квалитет), хорошей взаимозаменяемостью. На металлорежущих станках их обычно не обрабатывают.
Основные преимущества листовой штамповки:
возможность изготовления прочных, жестких, тонкостенных деталей или изделий простой и сложной формы, получать которые другими методами обработки затруднительно или невозможно;
высокая производительность, экономичный расход металла и простота процесса;
широкие возможности и относительная простота механизации и автоматизации процесса обработки.
Операции листовой штамповки подразделяют на разделительные, при которых одна часть металла отделяется от другой; формоизменяющие, при которых изменяются пространственные формы заготовки; комбинированные и штампосборные, при которых отдельные детали соединяются в единую конструкцию путем обработки давлением.
К разделительным операциям относят резку, вырубку, пробивку, обрезку, зачистку, надрезку, проколку и просечку.
Криволинейная резка может производиться на дисковых ножницах с коническими ножами или на высечных ножницах.
Вырубка – единовременное отделение материала от заготовки или отхода по замкнутому контуру, причем отделяемая часть является изделием.
Пробивка – получение отверстий отделением материала по замкнутому контуру внутри детали.
Обрезка – отделение технологических отходов у полуфабрикатов.
Проколка – получение безотходного отверстия в тонкостенной заготовке.
Просечка – вырубка или пробивка неметаллических материалов.
Разрезание металла при разделительных операциях происходит в несколько стадий. Сначала пуансон слегка изгибает металл, несколько вдавливается в него и вдавливает его в матрицу. Затем пуансон и матрица надрезают металл. Далее по линии надреза появляются трещины скалывания. Эти трещины сходятся, и металл разделяется.
Рез в штампе и на ножницах получается наклонным и нечистым. Для правильного образования трещины скалывания между пуансоном и матрицей должен быть определенный зазор z. Его величина зависит от свойств, состояния и толщины разрезаемого металла. Если зазор больше или меньше необходимого, рез получается со значительным заусенцем.
К формообразующим операциям листовой штамповки относят правку, гибку, вытяжку, протяжку, выпучивание (формовку), отбортовку и разбортовку, листовую накатку (зиговку), профилировку, закатку и другие операции.
Правка – устранение неровностей и искривлений плоских деталей после вырубки, пробивки, а также для исправления отдельных элементов формы деталей после гибки или других формоизменяющих операций.
Вытяжка – получение в штампах полых пространственных полуфабрикатов из плоских или полых заготовок.
Протяжка – вытяжка с утонением, применяемая для изготовления полых тонкостенных деталей.
Отбортовка – получение борта по наружному контуру заготовки.
Разбортовка – образование борта по контуру ранее выполненного отверстия.
Формовка – изменение формы заготовки посредством местных деформаций, например, увеличение диаметра средней части полой детали.