

3.7. Штамповка
При горячей объемной штамповке формообразование поковок осуществляется в специальных инструментах – штампах, рабочие полости (ручьи) которых допускают течение деформируемого материала только в определенном направлении и до определенных пределов. Так обеспечивается принудительное получение заданной формы и размеров поковки.
Штамповка во много раз производительнее ковки, так как при штамповке в большинстве случаев деформируемый материал сразу или быстро, за несколько ударов, принимает форму ручья штампа, а нередко окончательную форму поковки. Окончательную поковку получают, как правило, за несколько переходов. Штамповка позволяет получать поковки усложненной формы, невыполнимые при ковке. Напуски при штамповке уменьшаются. Штамповка обеспечивает более высокую точность и чистоту поверхности поковок. Это позволяет в два-три раза уменьшить припуски и допуски поковок. Благодаря этому несопрягаемые поверхности деталей, изготовленных из штамповочных поковок, можно не обрабатывать резанием.
Горячую объемную штамповку широко применяют главным образом в массовом и крупносерийном производстве, так как при малом количестве поковок изготовление штампов экономически не выгодно.
Штампы для объемной штамповки бывают открытые и закрытые.
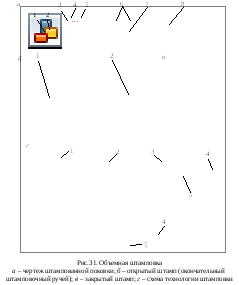
Открытыми называют штампы, у которых вдоль всего внешнего контура окончательного штамповочного ручья сделана специальная облойная канавка 2 (рис.31).
При штамповке в эту канавку через узкую щель – мостик 1 – вытекает часть металла заготовки, образуя по контуру канавки облой. Для создания облоя заготовки при штамповке в открытых штампах массу исходной заготовки несколько увеличивают, что ведет и к увеличению технологических отходов металла.
Ч ертеж
штампованной поковки разрабатывают по
чертежу готовой детали. Сначала
устанавливают необходимое направление
расположения волокон металла. Это
направление обычно соответствует
направлению наибольших эксплуатационных
нагрузок детали. Затем выбирают плоскость
разъема (поверхность, которая делитпоковку на верхнюю
и нижнюю части). Устанавливают величину
припусков 4, напусков, штамповочных
уклонов 3, радиусов переходов 5,допусков, а затем их наносят на чертеж.
Штамповочные уклоны способствуют
легкому удалению поковки из штампа.
Переходы и радиусы обеспечивают
лучшее течение металла, способствуют
повышению стойкости штампов. Величины
припусков выбирают по нормалям.
ертеж
штампованной поковки разрабатывают по
чертежу готовой детали. Сначала
устанавливают необходимое направление
расположения волокон металла. Это
направление обычно соответствует
направлению наибольших эксплуатационных
нагрузок детали. Затем выбирают плоскость
разъема (поверхность, которая делитпоковку на верхнюю
и нижнюю части). Устанавливают величину
припусков 4, напусков, штамповочных
уклонов 3, радиусов переходов 5,допусков, а затем их наносят на чертеж.
Штамповочные уклоны способствуют
легкому удалению поковки из штампа.
Переходы и радиусы обеспечивают
лучшее течение металла, способствуют
повышению стойкости штампов. Величины
припусков выбирают по нормалям.
Размеры ручьев штампа устанавливают, учитывая расширение металла при нагреве до температуры поковки.
При горячей объемной штамповке на молотах и прессах обычно не удается получать в поковках сквозные отверстия. Поэтому их заменяют встречным выемками – наметками 6, между которыми остается пленка 7 толщиной 5-7 мм. Облой 1, 2 и пленку 7 удаляют после штамповки при обрезке.
 асса
заготовки для поковки в открытом штампе
определяется следующим образом:
асса
заготовки для поковки в открытом штампе
определяется следующим образом:
Gз=Gп+Gуг+Gобл,
где Gп– масса поковки, кг;Gуг– масса отхода на угар, кг;Gобл– масса облоя, кг.
Штампы, в которых металл деформируется в закрытом пространстве, называют закрытыми, а штамповку в них безоблойной.
При безоблойной штамповке расход металла сокращается:
Gз=Gп+Gуг.
Закрытые штампы обычно сложнее открытых. Безоблойная штамповка многих поковок, особенно сложной формы, еще не освоена. Основная причина этого заключается в том, что при штамповке в закрытых штампах необходимо строго контролировать величину угара и точно дозировать металл.
Общая технология изготовления поковок горячей объемной штамповкой обычно состоит из следующих операций.
рубка (обрезка) заготовки;
нагрев заготовки;
собственно штамповка (в несколько переходов или даже операций: осадка и окончательная штамповка);
обрезка облоя и прошивка пленки;
термообработка;
очистка от окалины;
при необходимости калибровка или чеканка.