

Штамповка на молотах

Подкладной штамп (рис.32) может состоять из двух половин, взаимно ориентируемых штырями, входящими в ответные отверстия. В каждой половине штампа сделаны рабочие ручьи, соответствующие форме и размерам горячей поковки. Штамповка в подкладных штампах осуществляется ударами бойка молота по верхней половине штампа.
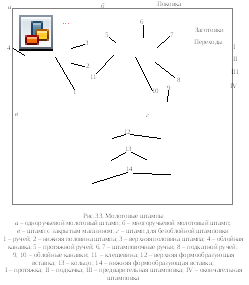
Молотовые штампы бывают одноручьевыми и многоручьевыми. В последних штампуют поковки сложной формы, заготовки для которых приходится деформировать последовательно в нескольких ручьях штампа.
Молотовые штампы состоят из верхней и нижней половин, в которых сделаны соответствующие ручьи. Половины штампа соответственно прикреплены к бабе молота и к подушке шабота молота хвостовиками и клиньями. Ручьи штампа подразделяются на заготовительные и штамповочные. Заготовительные ручьи служат главным образом для предварительного перераспределения металла заготовки вдоль ее продольной оси. К этой группе относят ручьи: пережимной, подкатной, протяжной, формовочный, гибочный, площадки для осадки и расплющивания. В пережимном ручье производят местное расплющивание заготовки за один удар молота.
В подкатном ручье осуществляют отбор металла в одних местах заготовки за счет уменьшения ее поперечного сечения в других. Металл набирают за несколько ударов молота. После каждого удара заготовку кантуют на 90вокруг ее продольной оси. В формовочном ручье заготовке за один удар придают форму поковки в плоскости разъема. Штамповка в предварительном и окончательном штамповочных ручьях обычно производится за несколько ударов молота.
Штамповку в молотовых штампах выполняют на паровоздушных или фрикционных молотах с массой падающих частей 0,5-20 и 0,5-2 т соответственно.
Штамповка на кривошипных ковочно-штамповочных прессах (ккшп)
Штамповкой на ККШП можно изготавливать поковки сложной формы. Эта штамповка производится главным образом осаждением, расплющиванием и выдавливанием с образованием облоя или без него. Штампы состоят из верхней и нижней ручьевых вставок, которые устанавливаются в универсальном блоке, состоящем из верхней и нижней плит, взаимно ориентированных направляющими колоннами и втулками. Ручьевые вставки опираются на подкладные плиты и удерживаются клиньями и прихватами.
Заменяя комплекты ручьевых вставок в одном и том же блоке, можно штамповать различные поковки. Штампы на ККШП оснащаются выталкивателями, обеспечивающими принудительное выталкивание поковок из ручьев штампов. Это позволяет изготовить поковки с меньшими поковочными уклонами, а точное взаимное расположение половин штампа при помощи направляющих втулок и колонок позволяет значительно уменьшить припуски и допуски у поковок.
При штамповке на ККШП окалина с заготовки часто не сбивается, как при штамповке на молотах, и может заштамповываться в поковку. Поэтому необходимо или нагревать заготовки безокислительными методами, или удалять окалину принудительной обивкой или гидрочисткой (2-3 с поковку охлаждают водой). Усилие, развиваемое ККШП, составляет 5-80 МН.