

-
Основные закономерности и аппаратурное оформление метода экструзии.
Экструзия – формование изделий путем выдавливания материала через
матрицу с отверстиями. Материал предварительно обрабатывают в смеси-
теле, где при интенсивном перемешивании увлажняют и переводят в пла-
стичное состояние. Затем пластифицированную массу загружают в экстру-
дер, в котором смесь уплотняется и под давлением продавливается через мат-
рицы цилиндрической или иной формы.
Для экструзии материала необходима жидкая фаза, являющаяся смазкой
и обеспечивающая как относительное перемещение частиц при их уплотне-
нии, так и появление сил поверхностного натяжения. В процессе перемеши-
вания материалов в экструдере происходит явление сорбции жидкого связу-
ющего твердыми частицами с образованием сплошной пленки. При уплотне-
нии пленки связующего сливаются вокруг отдельных зерен, образуя в местах
контакта частиц жидкостные «мостики». В этом случае действует растягива-
ющее усилие поверхностного натяжения, а внутри «мостика» возникает
капиллярное разрежение (точками приложения капиллярного давления слу-
жат края вогнутых менисков). Указанные силы стремятся сблизить частицы и
удержать их в таком состоянии.
С уменьшением размера частиц подготовленная порошковая масса
уплотняется лучше и прочность образующихся гранул растет. Необходимо
стремиться к минимально возможной влажности исходных компонентов, так
как переувлажнение приводит к образованию мягких и легко рассыпающихся
гранул.
Введение связующих увеличивает силы сцепления внутри гранулы и об-
легчает ее формование.
Для тонкодисперсного материала (при прочих равных условиях) сила ад-
гезии, приходящаяся на единицу поперечного сечения гранул, больше и, сле-
довательно, их прочность возрастает. Процесс сушки позволяет улучшить
физико-механические характеристики гранул.
В зависимости от способа формования гранул (жгутов) различают шнековые
и роторные экструдеры. На рис. 16.4 представлена схема гранулятора ФШ
015 КОГ. При работе материал поступает в загрузочную зону экструдера, за-
хватывается роторами запитывающего устройства 4 и подается в межвитко-
вое пространство шнека. С помощью шнека 3 и протирочной головки 6 мате-
риал экструдируется через фильерную решетку 5. Получаемые жгуты под
действием собственного веса обламываются и падают на движущуюся ленту
транспортера.
Одним из недостатков экструдеров является их низкая производитель-
ность. К числу достоинств относится только им присущая возможность реа-
лизации таких процессов гранулирования, в которых задаются особо жесткие
требования к гранулам по геометрии, размерам и прочности. В частности,
гранулы такой формы, как трубчатая и кольцевая можно получить только
экструзией.
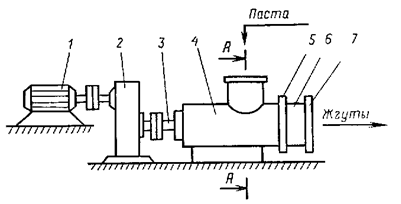
Рис. 16.4. [3] Гранулятор ФШО 15 КОГ:
1 – электродвигатель; 2 – редуктор; 3 – вал; 4 – корпус;
5 – фильерная решетка; 6 – протирочная головка; 7 – замковое устройство;
8 – роторный нагнетатель; 9 – гильза; 10 − шнек
Другим вариантом конструкции экструдеров являются перфорирован-
ные вальцы. Вальцы состоят из двух пустотелых валков, вращающихся на-
встречу друг другу. Чтобы избежать деформации шихты под давлением,
стенки валков делают достаточно толстыми.
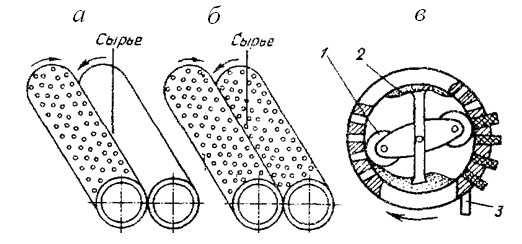
Рис. 16.5. [3] Типы экструдеров:
а – с одним гладким и одним перфорированным валком;
б – с двумя перфорированными валками; в – с вращающейся матрицей:
1 – прессующие ролики; 2 – шихта 3 − нож
Между валками (один из них перфорирован) подается влажная пласти-
фицированная шихта (рис. 16.5).
В каналы валка выдавливается материал, который затем срезается ножом.
Для легко прессующихся материалов оба валка можно изготовлять перфори-
рованными.
В результате формования на перфорированных вальцах получают ци-
линдрические гранулы заданного диаметра и длины, характеризующиеся по-
вышенной прочностью по сравнению со сферообразными гранулами.
Степень уплотнения образующихся гранул определяется сопротивлени-
ем, возникающим при их формовании через отверстия. Степень уплотнения
пропорциональна отношению длины канала матрицы к диаметру канала. При
малых диаметрах каналов это отношение может быть настолько велико, что
сопротивление прохождению шихты через канал превысит допустимые пре-
делы, и формование экструзией станет невозможным.
Производительность перфорированных вальцов при грануляции зависит
от частоты вращения валков, их живого сечения и размеров формующих от-
верстий. При одном и том же сечении, но меньших диаметров формующих
отверстий производительность вальцов снижается.
В промышленности исследован горизонтальный винтовой экструдер с
цилиндрическим корпусом (рис. 16.5(б)). В винтовом экструдере происходит
подача шихты из загрузочной воронки в корпус, продвижение ее к предмат-
ричной зоне и выдавливание гранул через формующие отверстия матрицы. В
соответствии с этим, лопасти, которые воспринимают непосредственно осе-
вое удельное давление, являются выжимными, а работающие в зоне удельно-
го давления распора – нагнетательными. Роль выжимных витков сводится к
выдавливанию массы в сторону перфорированной решетки. Нагнетательные
витки подают пластифицированную шихту к выжимным виткам экструдера
под удельным давлением распора.
Экструдеры со сплошными винтами из листовой стали, используют, как
правило, при влажности шихты не более 14−17 %. Для переработки пласти-
фицированных шихт влажностью более 17−18 % используют винты с ленточ-
ными витками из полосовой стали.
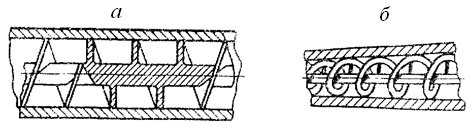
Рис. 16.6. Конструкции цилиндрической части корпуса винтового
экструдера с лопастным (а) и ленточным (б) винтами [3]
Недостатками метода экструзии являются сравнительно сложное обору-
дование, значительная энергоемкость процесса, необходимость ввода в ших-
ту большого количества воды и пластификаторов, повышенный износ матриц
и подвижных деталей экструдеров при переработке материалов с абразивны-
ми свойствами. [3]
-
Список использованной литературы и интернет-ресурсы:
[1] www.mostzk.ru - Официальный сайт МТЗК
[2] Косинцев В. И., Михайличенко А. И., Крашеннинникова Н. С., Миронов В. М., Сутягин В. М. «Основы проектирования химических производств», Учебник для вузов
[3] Сутягин В. М., Лопатинский В. П., Ляпков А. А. Основы проектирования и оборудование производства полимеров: Учеб. пособие. Ч.2. -Томск: Изд-во.ТПУ 1998.