

2. Визначення параметрів поковки
Товщину звичайної (плоскої) перемички визначають за формулою:
 мм,
мм,
де do=164 мм - діаметр прошивання, мм;
ho=43,2 мм - глибина прошивання, мм.
Так як h0<d0 у 2,5 рази, то для полегшення роздачі металу в сторони рекомендують використовувати перемички з розкосом.
Тоді: Smin=0,65S=3 мм, приймаємо Smin =4 мм; Smax=l,35S=6 мм
Діаметр плоскої ділянки d1=25 мм, радіуси закруглень вершин позначок
R1=16,5 мм.
Обираємо середню облойну канавку, схема якої зображена на рисунку 2.
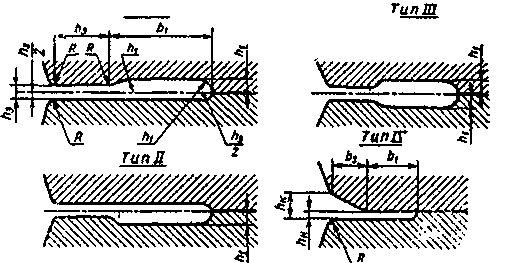
Рисунок 2 – Перетин канавок для заусенця при штампуванні на молотах
Товщина містка заусенця, мм:
 мм
мм
де с' - безрозмірний коефіцієнт,
с'=0,013-0,016 (чим крупніше кування, тим менше коефіцієнт с').
Площа поперечного перерізу заусеничної канавки Sз=434 мм2
Об’єм заусенця, мм3:
V3 = к'Uh3=0,511125=2780 мм3
де к'=0,5-0,6 - коефіцієнт заповнення металом канавки для заусенця;
Un - периметр заусенця по замкнутій лінії приблизно дорівнює периметрові контуру штампування по лінії зрізу заусенця.
Маса вихідної заготовки, кг:
 ,
(4)
,
(4)
де Vзаг і Vпок - об’єми заготовки і кування, см3;
δу - вигар металу, %;
ρ - щільність металу, кг/м3 (г/см3) [2; 3] .
 кг
кг
Для кувань, виготовлених осіданням вихідної заготовки в торець, діаметр Dзаг визначають за формулою:
 (5)
(5)
де m - коефіцієнт, що позначає відношення Lзаг/Dзаг, приймають 1,6.
 мм,
приймаємо
мм,
приймаємо
 =150
мм
=150
мм
При штампуванні без кліщовини довжину заготовки визначають:
Lзаг=Vзаг/Fзаг=4025107/17662,5=227 мм
3. Вибір штампувального устаткування
Орієнтовний розрахунок маси падаючих частин (кг) штампувального молота подвійної дії для штампування у відкритих штампах:
 кг
=
9,81
т
кг
=
9,81
т
де
 - площа проекції кування і заусенця на
площину рознімання штампа (у плані) см2;
- площа проекції кування і заусенця на
площину рознімання штампа (у плані) см2;
стандартна маса молота подвійної дії становить 10 т.
Енергія удару молота, кгс·м (кДж),
Qyд=1,44GH=1,44101,5=21,6 кДж
де G - маса падаючих частин молота, кг; Н - максимальний хід баби молота з урахуванням висоти верхньої половини штампа, м.
Швидкість падіння баби молота (з урахуванням втрат на тертя), м/с
υб
=
 =
= =4,2
м/с,
=4,2
м/с,
де g - прискорення вільного падіння, g = 9,81 м/с2; Н=1,5…2 м.
Визначаємо зусилля обрізного преса
Зусилля обрізки заусенця або прошивання перемички, кгс (кН):
Робр = к' kзапFсрσср = 1,8Uпtзσу=1,81,1230,0098400=7,92 кН,
Рпр=1,8Uпtпσу=1,80,4770,0168400=5,8 кН,
де к'- коефіцієнт, що враховує затуплення різальних кромок, к'=l,8; кзап - коефіцієнт запасу зусилля обрізного преса, кзап =1,25;
Fcp - площа зрізу, обумовлена через периметр контуру зрізу Un і дійсну товщину зрізу tз tп по формулам, мм2 : заусенця - Fcp=Untз, перемички - Fcp=Untп; σcp - межа міцності при зрізі металу при температурі обрізки, що може бути виражена через межу міцності при розтягу (при холодній σcp ≈0,8σв, при гарячій σcp ≈0,8σвt).
Межа міцності при розтягу Ст3 σу=38-47 кгс/мм2=372-460 МПа при температурі холодної обрізки.
Дійсна товщина зрізу обрізаного заусенця: t3=Zс+n'=7+2,8=9,8 мм
Перемички, що прошиваються: tn=zn+n'+mі=9+2,8+5=16,8 мм
де zc і zn - величини, обумовлені графічно, відповідно по лінії зрізу заусенця (рис. 1) і по лінії прошивання перемички, мм; n' - можливе недоштампування, рівне позитивному відхиленню допуску на висоту кування, мм; mі - знос виступу під позначку в штампі, прийнятий рівним 5-8 мм.
Зусилля одночасної обрізки заусенця і прошивання перемички в комбінованому штампі, кН:
Робщ=Робр+Рпр =7,92+5,8=13,72 кН
Обираємо штампувальне устаткування.
Для здійснення операції використовуємо пароповітряні штампувальні молоти подвійної дії за ГОСТ 7024-75, номінальна маса падаючих частин яких становить 0,63; 1; 2; 3,15; 5; 10; 16; 25 т.
В нашому випадку маса падаючих частин 16 т.
Технічна характеристика молота приведена у таблиці 2.
Таблиця 2 - Основні параметри і розміри пароповітряних штампувальних молотів подвійної дії
|
Енергія удару, тс·м (кДж), не менше |
25 (250) |
|
Число ударів у хвилину |
45 |
|
Відстань між направляючими, мм |
1000 |
|
Найменша висота штампа без хвостовика, мм |
450 |
|
Розміри, мм: баби |
1180 |
|
Розміри,мм: штампотримача |
1320 |
Обрізні кривошипні преси закритого типу, призначені для обрізки заусенця, прошивання отворів і виправлення штампованих кувань у простих, послідовних і сполучених штампах випускають номінальним зусиллям 100; 160; 250; 400; 630; 1000; 1600; 2500 тс (0,98 - 24,5 МН). В нашому випадку обираємо кривошипний прес із зусиллям 250 МН, технічна характеристика якого приведена в таблиці 3.
Таблиця 3 - Основні параметри і розміри деяких обрізних кривошипних пресів
|
Хід повзуна, мм |
280 |
|
Число ходів повзуна у хвилину |
32 |
|
Найбільша відстань між столом і повзуном у його нижньому положенні, мм |
530 |
|
Регульована відстань між столом і повзуном, мм |
140 |
|
Розміри столу (довжина, ширина), мм |
850x850 |
|
Потужність електродвигуна, квт |
28 |
|
Габаритні розміри в плані, мм |
2890х2870 |
|
Висота над рівнем полу, мм |
4950 |