

Зміст пояснювальної записки
Розробка креслення молотового штампування за ГОСТ 7505 – 89.
Визначення розмірів і маси заготовки для кування на молоті.
Вибір переходів штамповки та призначення типів струмків молотового штампа.
Визначення типу параметрів обладнання для штампового молота.
Визначення конструктивних параметрів молотового штампа:
центр штампа;
товщину стінок штампа;
параметри штампового куба, Н х В х L,мм;
тип напрямних;
параметри хвостовика молотового штампа;
параметри контрольного кута;
Вибір інструментальної сталі.
Графічна частина
Графічна частина виконується на аркушах формату А4…А1.
Обсяг графічної частини:
1. Креслення деталі на форматі А4…А1;
2. Креслення молотової поковки – А4…А1;
3. Креслення молотового штампа - А2…А1.
Приклад розробки молотового штампа
1. Розрахунок поковки штампованої
Проводимо розрахунок поковки штампованої згідно ГОСТ7505-89. Ескіз деталі зображений на рисунку 1.
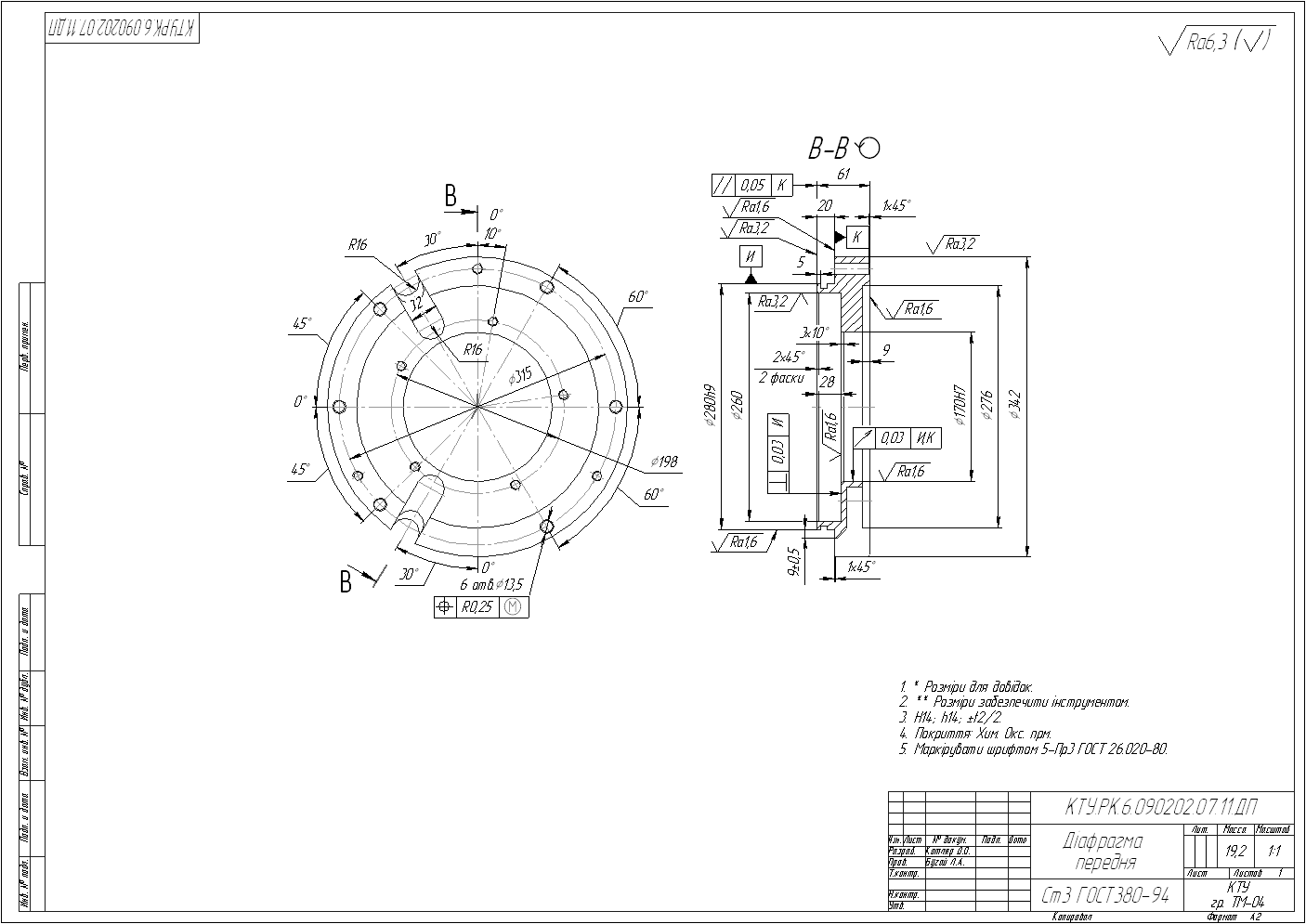
Рисунок 1 – Ескіз деталі
Хімічний склад Ст3 ГОСТ380-94: 0,14-0,22% С, 0,12-0,3% Si, 0,4-0,6% Mn, 0-0,3% Cu, 0-0,08% As, 0-0,04% P, 0-0,30% Ni, 0-0,3% Cr.
Розраховуємо масу деталі, яка становить m=19,2 кг
Розрахункова маса поковки:
 (1)
(1)
де
 – маса деталі;
– маса деталі;
 –розрахунковий
коефіцієнт, який встановлюється у
відповідності з додаток 3 [1, ст.31].
–розрахунковий
коефіцієнт, який встановлюється у
відповідності з додаток 3 [1, ст.31].
Gпок=1,6·19,2=30,72кг
По таблиці 19 [1, ст.28] обираємо штампувальні молоти, клас точності – Т4.
Група сталі М1 по таблиці 1 [1, ст.7-8], так як дана сталь містить до 0,35% вуглецю або сумарну масову долю легованих елементів до 2%.
Ступінь складності поковки в залежності від відношення:
 , (2)
, (2)
де GФ – маса геометричної фігури, у яку вписується форма поковки.
Розміри геометричної фігури, яка описує поковку, збільшуємо у 1,05 раза. Такою геометричною фігурою є циліндр.
Визначаємо масу цидіндра:
 , (3)
, (3)
де
 =7,85кг/дм3
– густина сталі.
=7,85кг/дм3
– густина сталі.
 кг
кг
 .
.
В нашому випадку ступінь складності С1.
Роз’єм штампу розміщуємо посередині найбільшого діаметру деталі.
Вихідний індекс 14 за таблицею 2 [1, ст.10].
По таблиці 3 [1, ст.12] призначаємо основні припуски на механічні обробку на сторону та заносимо в таблицю 1.
Призначаємо зміщення поверхні роз’ємну штампа [1, ст.14, табл.4] і відхилення від плоскосності та прямолінійності [1, ст.14, табл.5], які складають додаткові припуски. Обрані значення заносимо в таблицю 1.
Таблиця 1 – Припуски на механічну обробку
|
№ п/п |
Номі-нальний розмір, мм |
Шорсткість, Ra |
Основний припуск, мм |
Додатковий припуск, мм |
Номінальні розміри поковки, мм |
Округле-ні розміри поковки, мм |
Гранич-ні відхи-лення, мм |
|
1 |
Ø342 |
3,2 |
2,7х2 |
0,5 |
Ø348,4 |
Ø348 |
+2,7 |
|
-1,3 | |||||||
|
2 |
Ø280 |
1,6 |
2,7х2 |
0,5 |
Ø286,4 |
Ø286 |
+2,7 |
|
-1,3 | |||||||
|
3 |
Ø276 |
6,3 |
2,7х2 |
0,5 |
Ø269,6 |
Ø269,5 |
+2,7 |
|
-1,3 | |||||||
|
4 |
Ø260 |
3,2 |
2,7х2 |
0,5 |
Ø253,6 |
Ø253,5 |
+2,7 |
|
-1,3 | |||||||
|
5 |
Ø170 |
1,6 |
2,5х2 |
0,5 |
Ø164 |
Ø164 |
+2,4 |
|
-1,2 | |||||||
|
6 |
61 |
3,2/1,6 |
2,3+2,3 |
0,6 |
66,8 |
66,5 |
+1,8 |
|
-1,0 | |||||||
|
7 |
28 |
3,2/1,6 |
2,3-1,8 |
0,6 |
28,5 |
28,5 |
+1,6 |
|
-0,9 | |||||||
|
8 |
20 |
3,2/1,6 |
2,3-1,8 |
0,6 |
20,5 |
20,5 |
+1,6 |
|
-0,9 | |||||||
|
9 |
9 |
6,3/1,6 |
2,3-1,8 |
0,6 |
9,5 |
9,5 |
+1,6 |
|
-0,9 |
По таблиці 8 [1, ст.17] призначаємо допуски і граничні відхилення та заносимо до таблиці 1. По таблиці 7 [1, ст.15] величина мінімальних радіусів закруглення заготовки становить R=4 мм. Радіуси внутрішніх кутів приймаємо у 2,5 рази більше, тобто R=10 мм. Допуски радіусів закруглення назначаємо за таблицею 17 [1, ст.26] в залежності від класу точності Т4. Отже, розміри зовнішніх та внутрішніх радіусів та іх граничні відхилення становлять відповідно 4±0,5 та 10±1,5 мм.
Величина залишкового облою призначається по таблиці 10 [1, ст.21] та становить 1,4 мм. Допустима величина висоти заусенця поковки по контуру обрізки облою не повинна перевищувати 5 мм.
Допустима величина зміщення по поверхні роз’ємну штампа, що визначається за таблицею 9 [1, ст.20], становить 1,2мм. Допустиме відхилення від вигнутості, що визначаємо за таблицею 13 [1, ст.23], становить 1,2 мм. По таблиці 18 [1, ст.26] призначаємо штамповочні уклони. Зовнішні уклони становлять 7˚, а внутрішні – 10˚. Виконуємо креслення поковки.