

Уширение при прокатке
Уширение – это
показатель поперечной деформации:
![]() .
.
Самыми простыми теоретическими формулами для определения уширения являются формулы Петрова, Жеза и Зибеля.
К – эмпирический коэффициент учитывающий все остальные факторы влияющие на уширение.
Формула Жеза относится к формулам первого типа. Формулы Петрова и Зибеля относят к формулам второго рода. На основании закона наименьшего сопротивления выведены формулы третьего рода:
![]()
Как видно из приведенного выше выражения, в формулах третьего типа появляется коэффициент трения.
Формулы четвертого типа получены на основе гипотезы пути наименьшего сопротивления и представлены в следующем виде:
В этой формуле уже учитывается коэффициент обжатия или истинный показатель деформации. Для узкого очага деформации по закону пути наименьшего сопротивления, получим формулу следующего вида:
В данной формуле появляется ширина, но отсутствует коэффициент трения. При расчете уширения наибольшее влияние оказывает обжатие, затем ширина и коэффициент трения. При расчетах коэффициент трения берется из справочников. При отношении B/H>10 ширина не влияет на уширение.
Факторы влияющие на уширение.
Влияние обжатия на уширение оценивается в основном по экспериментальным данным:

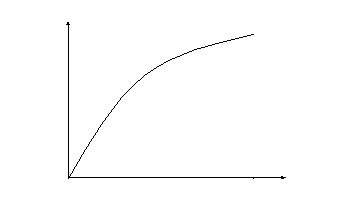
Рисунок. График зависимости Δb/Δh от Δh/H
С увеличением относительного обжатия возрастает отношение Δb/Δh, до значения Δh/H=0,55 наблюдается максимальный рост уширения, а затем его резкое снижение. Это зависит от условий прокатки и от соотношения главных напряжений в очаге деформации.
Зависимость уширения от диаметра валков.
С увеличением диаметра валков возрастает и влияние сил трения, которые оказывают влияние на движение раската в продольном направлении и, поэтому, возрастает сопротивление и увеличивается уширение.
При прокатке с
натяжением уширение уменьшается. Бывают
такие случаи натяжения, что происходит
утяжка металла (прокатка с отрицательным
натяжением 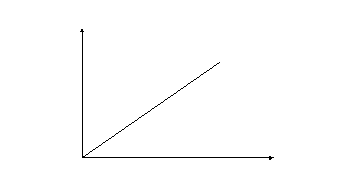
График зависимости уширения от натяжения полосы
С изменением условия прокатки, когда изменяется влияние контактного трения, изменяется характер уширения. К таким условиям относят:
1. Температура прокатки.
2. Состояние и класс поверхности валков.
3. Наличие технологической смазки.
4. Влияние скорости прокатки и др.
Температура оказывает определенное влияние на трение. В диапазоне температур от 700О С до 1200О С коэффициент трения уменьшается. В этой связи уменьшается уширение. Прокатка в валках с грубым состоянием поверхности способствует увеличению уширения. При прокатке сортовой стали применяется технологические смазки, снижающие трение, а, следовательно, и уменьшающие уширение. Зная основные закономерности влияния контактного трения на процесс прокатки можно создавать такие условия прокатки, при помощи которых можно управлять уширением.
Давление металла на валки и силовые условия прокатки
Теория определения давления металла на валки привлекала внимание исследователей на протяжении 100 лет. Было необходимо разработать теорию прокатки, которая соответствовала условиям деформации при различных температурных условиях, наклепе, с учетом химического состава прокатываемого металла. От давления металла на валки зависит прочность прокатного оборудования, мощность главного двигателя, мощность и работа прокатки.
Давление металла на валки зависит от многих факторов, и они условно разделяются на две группы. К первой группе относят те факторы, от которых зависят механические свойства прокатываемого металла (химический состав, температура, наклеп и скорость деформации ). Ко второй группе относят те факторы, которые оказывают влияние на характер напряженного состояния металла в валках (контактное трение, влияние внешних зон, влияние натяжения ).
Сила прокатки зависит от всех этих факторов и определяется по следующей зависимости:
![]()
![]()
![]()
Где:
![]() -
истинное сопротивление деформации;
-
истинное сопротивление деформации;
![]() -
площадь контакта;
-
площадь контакта;
![]() -
коэффициент напряженного состояния.
-
коэффициент напряженного состояния.
Коэффициент напряженного состояния зависит от многих факторов и рассчитывается следующим образом:
![]() ,
где
,
где
![]() -
коэффициент Лодэ;
-
коэффициент Лодэ;
![]() -
коэффициент, учитывающий влияние
контактного трения;
-
коэффициент, учитывающий влияние
контактного трения;
![]() -
коэффициент, учитывающий влияние внешних
зон;
-
коэффициент, учитывающий влияние внешних
зон;
![]() -
коэффициент, учитывающий влияние ширины
полосы;
-
коэффициент, учитывающий влияние ширины
полосы;
![]() -
коэффициент, учитывающий влияние
натяжения полосы.
-
коэффициент, учитывающий влияние
натяжения полосы.
При высоких контактных напряжениях или при горячей прокатке труднодеформируемых сталей возникает очень большая сила прокатки, что приводит к упругому сплющивания валков. Это явление приводит к увеличению протяженности дуги контакта.
![]() ;
;
![]() ,
где
,
где
![]() -
упругое сжатие полосы;
-
упругое сжатие полосы;
![]() -
упругое радиальное сжатие валков.
-
упругое радиальное сжатие валков.
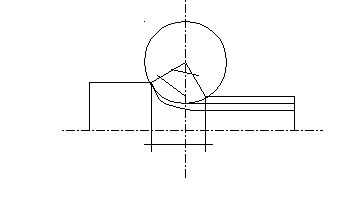
Рисунок. Схема очага деформации с учетом упругого сплющивания
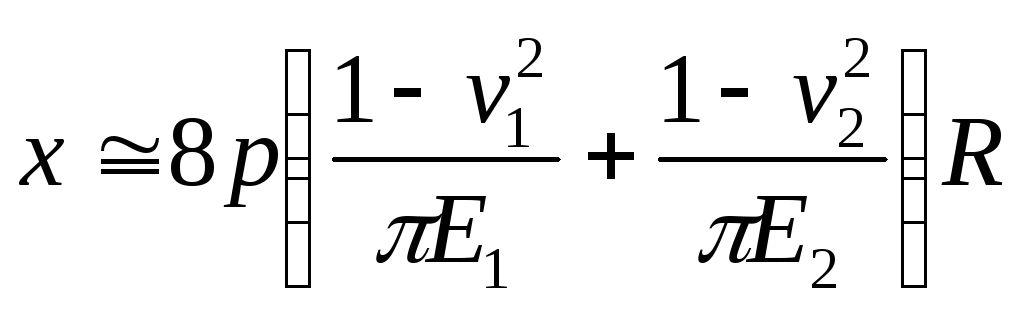 ,
где
,
где
![]() -
коэффициент Пуассона материала полосы;
-
коэффициент Пуассона материала полосы;
![]() -
коэффициент Пуассона материала валков;
-
коэффициент Пуассона материала валков;
![]() -
модуль упругости полосы и валков
соответственно.
-
модуль упругости полосы и валков
соответственно.
Формула Хичкока дает заниженные результаты в зависимости от напряженно деформированного состояния полосы. Ошибка может составлять 60-100%.
ФАКТОРЫ ВЛИЯЮЩИЕ НА ДАВЛЕНИЕ МЕТАЛЛА НА ВАЛКИ
Давление металла
на валки – это контактные напряжения.
На них оказывают влияние изменение хим.
свойств и интенсивность действия главных
напряжений.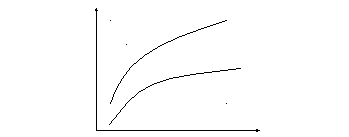
Чем больше сила трения в очаге, тем выше давление. В очаге деформации существует подпирающее действие сил трения.
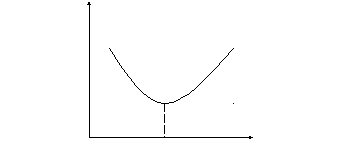
Рисунок. Зависимость силы прокатки от показателя формы по толщине при прокатке свинца.
Правая часть графика показывает влияние контактного трения. Левая часть – влияние внешних зон. Когда показатель формы по толщине равен 1, то тогда наступает равновесие в очаге, при котором и контактные силы трения, и внешние зоны оказывают незначительное влияние.

Рисунок. Зависимость силы прокатки от диаметра валков.
Чем выше дуга контакта – тем выше давление. Это связано с увеличением площади контакта металла с валками. Чем выше температура, тем меньше сопротивление металла деформации и тем меньше давление металла на валки. При холодной прокатке существует явление наклепа. Прокатываемый металл повышает свой предел прочности и текучести, что сильно отражается на силе прокатки. Чем выше этот параметр, тем больше давление металла на валки, до определенного момента, когда металл исчерпает ресурс пластичности.









