

6 Методы организации производственных процессов
6.1. Понятие методов организации производства.
6.2. Организация непоточного производства (индивидуальный метод организации производства).
6.3. Партионный метод организации производства.
6.4. Поточный метод организации производства.
6.5. Расчет основных показателей поточных линий.
6.1. Понятие методов организации производства.
Метод организации производства - это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его реализации и характеризующийся рядом признаков, главными из которых являются взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования и степень непрерывности производственного процесса.
Существует непоточный и поточный методы организации производства, рис.6
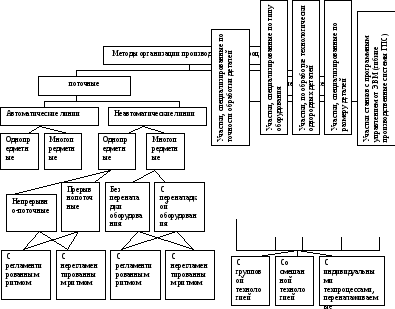
Рисунок 6 - Методы организации производственных процессов
6.2.Организация непоточного производства (индивидуальный метод организации производства).
В тех случаях, когда продукция изготавливается единицами или мелкими партиями, применяется индивидуальный (единичный) метод организации производства.
Индивидуальный метод организации производства характерен для заводов и цехов, изготавливающих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением с большим промежутком времени, когда конструкция изделия значительно изменится. Например, по индивидуальному методу организации производства изготавливают турбины, уникальные станки, корабли, металлургическое оборудование. Это продукция заводов тяжелого машиностроения и судостроения.
Индивидуальный метод организации производства свойственен также заводам и цехам, производственная программа которых включает в себя изготовление большого числа систематически меняющейся продукции в ограниченных количествах, например, опытное производство, специальное инструментальное производство.
Индивидуальный (единичный) метод организации производства характеризуется рядом черт:
- Изделия запускаются в производство в размере, равному всему количеству изделий в заказе. Детали запускаются в производство, как правило, партиями, равными всей потребности в них для выполнения заказа.
- Вместо подетальной технологии разрабатывается маршрутная технология, в которой определяются только цеха-изготовители, виды обработки, инструмент.
- Изготовление деталей и узлов изделия не закрепляется за конкретным рабочим местом.
- Оборудование располагается группами однородных станков.
- Применяется, как правило, универсальные приспособления, пригодные для закрепления на станке самых разных деталей; универсальный режущий инструмент, допускающий выполнение нескольких типовых операций; универсальный измерительный инструмент, позволяющий измерять детали разных размеров.
- На работе используются рабочие-универсалы высокой квалификации, имеющие определенные навыки выполнения значительного количества разнообразных операций, которым разрешается самостоятельно решать вопросы детализации технологии.
- В условиях единичного производства усложнено материально-техническое обеспечение, так как для производства требуется огромный ассортимент материалов и высокая оперативность органов снабжения.
Перечисленные особенности индивидуального метода организации производства увеличивают затраты на производство, обусловленные сложностью работ, универсализацией оборудования и увеличением производственного цикла.
Технико-экономические расчеты в индивидуальном производстве охватывают расчеты загрузки оборудования, величину заделов продолжительности производственного цикла, разработку цикловых графиков выполнения заказа, предусматривающих максимальное совмещение во времени отдельных видов работ.
Продолжительность производственного цикла изготовления при индивидуальном методе организации производства определяется путем построения циклового графика изготовления изделия, т.е. определяется рабочее (технологическое) время производственного цикла. В основу этого графика положена продолжительность цикла изготовления наиболее трудоемкой детали каждой сборочной единицы по каждому цеху в отдельности. Обработка остальных, менее трудоемких деталей, может производиться параллельно с изготовлением трудоемкости ведущей детали. К технологическому циклу надо прибавить также время межоперационных перерывов и время естественных процессов.
При индивидуальном (единичном) методе организации производства календарное планирование является сложным, учитывая ряд его особенностей. Во-первых, для изделия с длительным производственным циклом надо тесно увязывать план изготовления и выпуска продукции с технологической подготовкой производства. Во-вторых, в момент составления календарных планов-графиков выпуска продукции отсутствуют нормы затрат живого труда, овеществленного труда, т.е. нормы времени, расхода материалов, топливо-энергетических ресурсов. В-третьих, сложно распределять производственные процессы во времени и в пространстве с учетом наиболее полной загрузки всех рабочих мест и обеспечения выполнения заказа в установленный заказчиком срок.
Пути совершенствования индивидуально (единичного) метода организации производства:
- Организация параллельной работы конструкторов, технологов и совмещение технической подготовки производства с выполнением производственной программы, что значительно сокращает длительность производственного цикла;
- Использование унифицированных и нормализованных деталей и узлов как предпосылки организации поточного метода организации производства, что ведет к росту загрузки оборудования, производительности труда;
- Типизация технологический процессов, т.е. выбор наиболее рациональных технологических процессов и распространение их на изготовление однотипной по технологии продукции, что позволит сократить расходы на оснастку.