

Шероховатость поверхностей и обозначение ее на чертежах
Шероховатость поверхности на эскизах и рабочих чертежах деталей машин обозначается согласно ГОСТ 2.309 – 73 «Обозначение шероховатости поверхностей» При обработке детали на ее поверхности образуются неровности – шероховатости. Таким образом, шероховатость поверхности это совокупность неровностей с относительно малым шагом на базовой длине - L. Базовая длина выбирается в зависимости от характера измеряемой поверхности. Чем больше высота микронеровностей, тем больше берется базовая длина L.Числовое значение базовой длины выбирается из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм.
Для определения численного значения шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров. В учебной практике, т.к. студенты еще не знакомы с темой «Шероховатость поверхностей» изучаемой в курсе «Технология металлов», используются два параметра:
R a – среднее арифметическое отклонение профиля;
R z – высота неровностей профиля по десяти точкам.
Исходя из числовых значений параметров R a и R z ГОСТ 2789 – 73 устанавливает 14 классов шероховатости. Наиболее распространенными в машиностроении являются 1 – 8 классы (таблица 1).
Таблица 1 – Размеры шероховатости поверхности (ГОСТ2789 – 73)
|
Классы шероховатости |
Параметр R a, мкм |
Параметр R z, мкм |
Базовая длина, мм |
|
1 |
100 – 50 |
320 – 160 |
8,0 |
|
2 |
25 |
160 – 80 |
8,0 |
|
3 |
12,5 |
50 - 40 |
8,0 |
|
4 |
6,3 |
25 - 20 |
2,5 |
|
5 |
3,2 |
12,5 |
2,5 |
|
6 |
1,6 |
6,3 |
0,8 |
|
7 |
0,8 |
3,2 |
0,8 |
|
8 |
0,4 |
1,6 |
0,8 |
Для обозначения шероховатости на чертежах, согласно ГОСТ 2.309 – 73, применяется условный графический знак с цифровым и текстовым сопровождением. Структура знака приведена на рисунке 11.
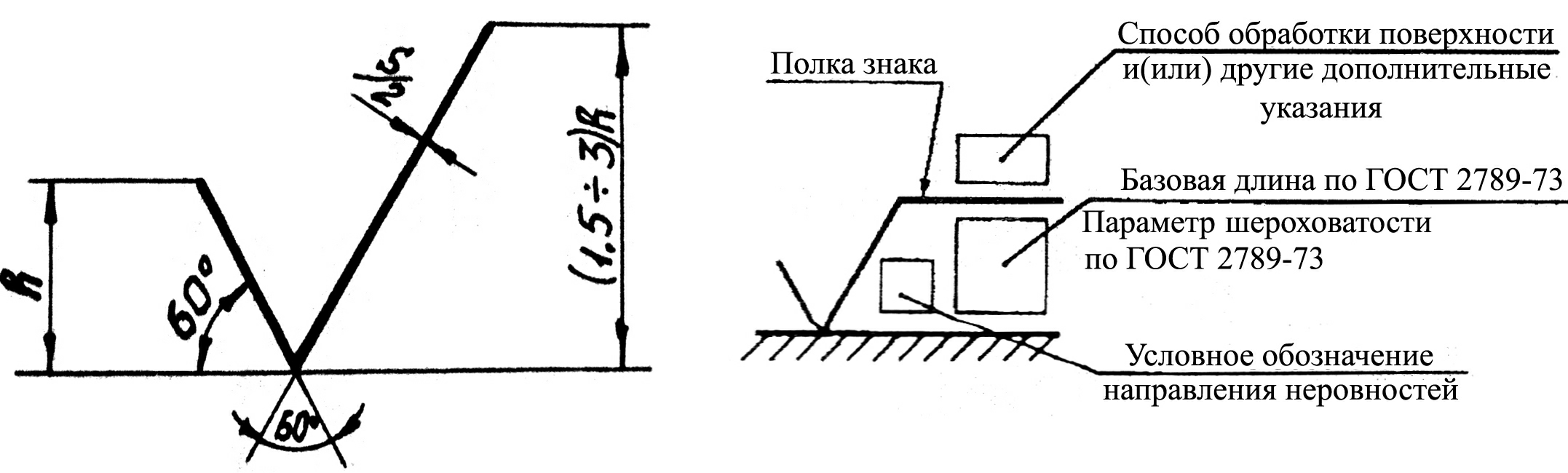
Рисунок 11. Структура знака обозначения шероховатости на чертежах
В зависимости от способа обработки применяют три вида знака. Если способ обработки конструктором не устанавливается, применяют знак, приведенный на рисунке 12а. В этом случае уже технолог решает, каким способом будет получена эта поверхность: механической обработкой, литьем, штамповкой или выбором проката.
Для поверхности, образованной с удалением слоя материала, например, точением, фрезерованием, сверлением, точением, шлифованием и т.д, применяется знак, приведенный на рисунке 12б.
При обозначении шероховатости поверхности, образуемой без удаления слоя материала, например, литьем, ковкой, штамповкой, волочением и т.д., применяют знак, приведенный на рисунке 12в.
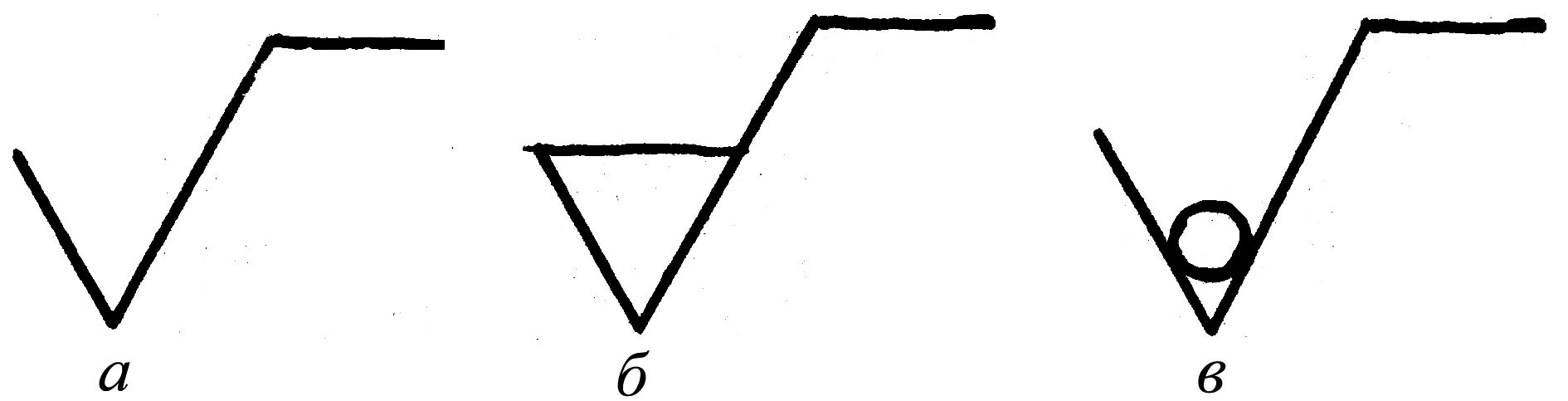
Рисунок 12. Виды и размеры знака шероховатости поверхности
Знаки шероховатости поверхности должны касаться контурных или выносных, или штрихпунктирных линий чертежа.
Если шероховатость всех поверхностей детали должна быть одинаковой, то в правом верхнем углу чертежа наносят общее обозначение шероховатости (рисунок 13).
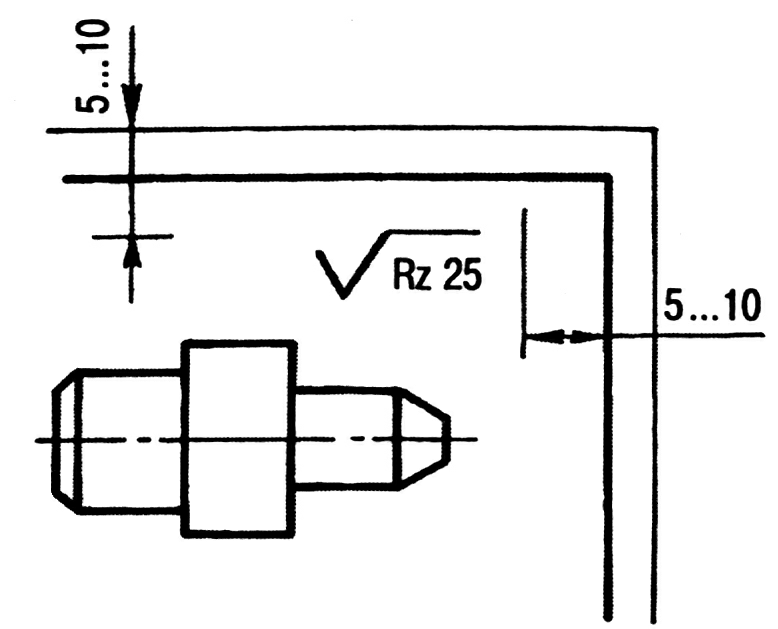
Рисунок 13. Все поверхности детали обработаны одинаково
Если шероховатость
поверхностей детали должна быть разной,
то в правом верхнем углу чертежа наносят
обозначение преобладающей по числу
поверхностей шероховатости и знак ![]() в скобках, который означает, что все
остальные поверхности детали, кроме
обозначенных на изображении, должны
иметь шероховатость, указанную перед
скобкой (рисунок 14).
в скобках, который означает, что все
остальные поверхности детали, кроме
обозначенных на изображении, должны
иметь шероховатость, указанную перед
скобкой (рисунок 14).
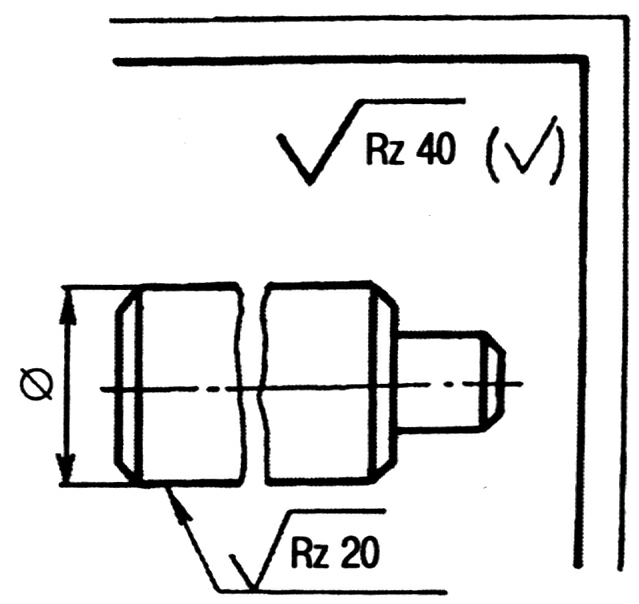
Рисунок 14. Поверхности детали обработаны с разной чистотой
Основные правила размещения знака шероховатости поверхностей различного расположения приведены на рисунке 15.
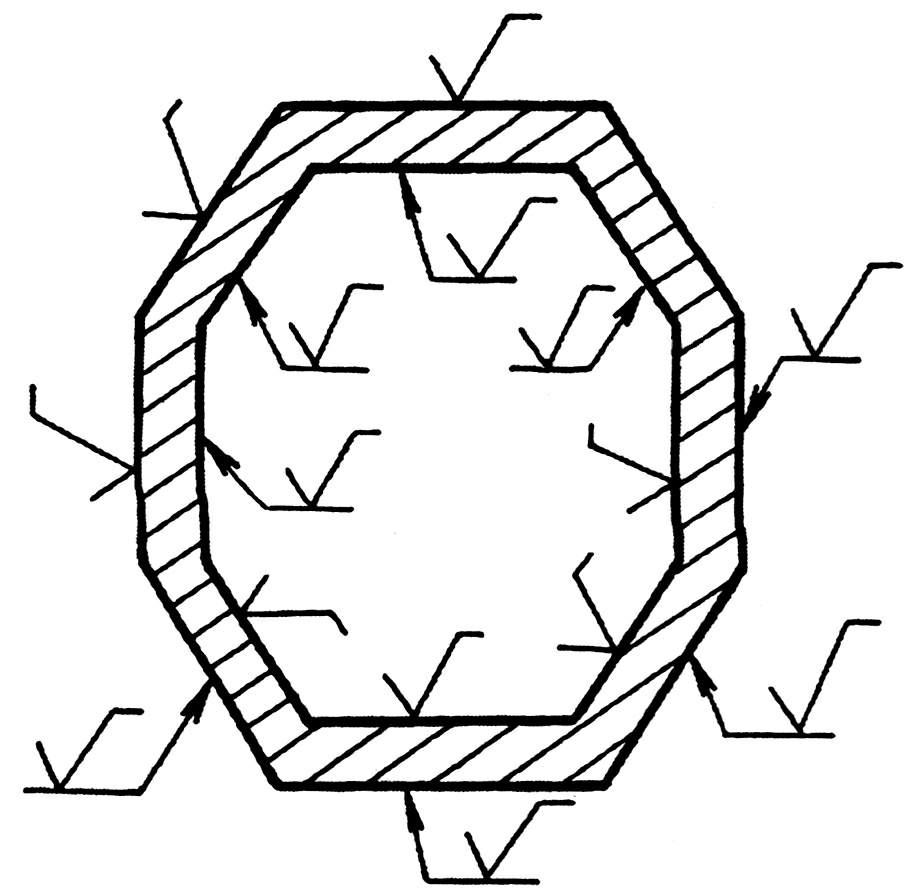
Рисунок 15. Нанесение знака шероховатости на поверхностях с различным расположением