

1.2 При работе дублёром техника-технолога в отделе огт
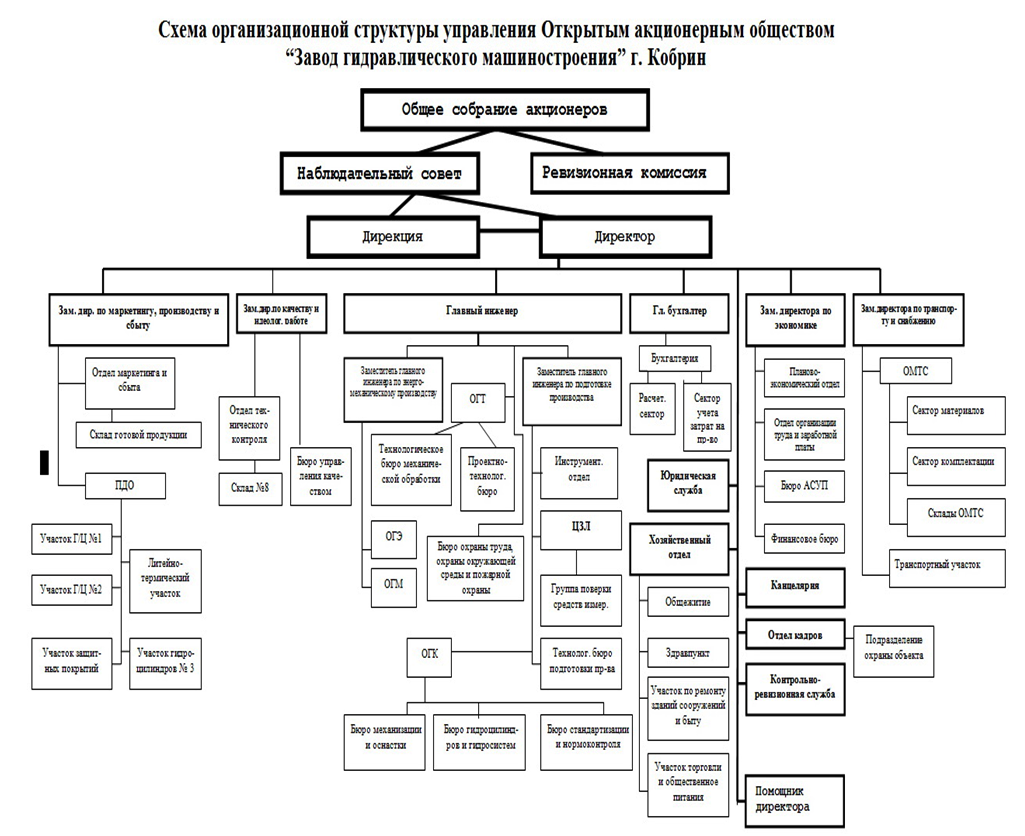
В ходе прохождения практики на ОАО «Гидромаш» ознакомился со структурой управления предприятием. Под организационной структурой завода понимается его организация из отдельных подразделений с их взаимосвязями, которые определяются поставленными перед заводом и его подразделениями целями и распределением между ними функций. Организационная структура предусматривает распределение функций и полномочий на принятие решений между руководителями завода, ответственными за деятельность структурных подразделений, составляющих организацию завода. В ней реализуются различные требования к совершенствованию систем управления, выражающихся в тех или иных принципах. На основе изучения схемы делаем вывод, что на заводе принята линейная схема организационной структурой управления.
1.3. При работе дублёром мастера в цехе
При производстве гидроцилиндров на ОАО «Гидромаш» применяются ряд высоких и уникальных технологий:
-технология скоростного хромирования штоков;
-разработка уникальных материалов уплотнений;
-технология нанесения покрытия для выдвижных труб;
Технология скоростного хромирования цилиндров представляет собой скоростное нанесение хромовых покрытий, в том числе покрытия хром-алмаз, на рабочую (внутреннюю) поверхность труб с целью повышения износостойкости и защиты от коррозии. Хромирование производится в протоке электролита с применением увеличенной плотности тока.
Краткие технологические характеристики установки:
-внутренний диаметр деталей — D=5,4…160мм;
-длина деталей — до 2000мм;
-твёрдость хромового покрытия — 1000-1200 HV;
-толщина покрытия — до 300мкм;
-скорость осаждения хрома — до 2,3мкм/мин;
-равномерность осаждения хрома — 10%;
-производительность установки — 4-5 шт./смену;
-повышенные физико-механические свойства покрытия по сравнению со "штатным" хромом;
-полная или частичная автоматизация процесса хромирования;
-здоровые условия труда за счёт полного отсутствия открытого зеркала электролита.
На предприятии внедрен пакет программ «ProEngineer», «T-Flex», позволяющий при помощи методов сквозного проектирования вести оптимизацию на всех этапах изготовления деталей и узлов гидравлических цилиндров.
Сегодня «КОМПО» – это современное предприятие, оснащенное высокопроизводительным металлообрабатывающим оборудованием: станками-полуавтоматами,автоматами, специальными приспособлениями и инструментом.
Завод располагает следующими производствами:
- механосборочным;
- заготовительным;
- термическим;
- инструментально-механическим;
- производством литья пластмасс;
- ремонтно-строительным и др.
- транспортным;
- участком нанесения покрытий и др;
Для выполнения данных технологических операций завод оснащен оборудованием и технологической оснасткой, лабораторией химического анализа, термическим отделением, испытательными стендами, кладовой с полным набором мерительного и поверочного инструмента.
В механосборочном производстве применяются практически все виды механической обработки.
В производственном цикле применяются все виды термической обработки, включая отпуск, улучшение, нормализация, цементацию, закалку токами высокой частоты.
Инструментально-механическое производство обеспечивает технологической оснасткой, режущим, измерительным инструментом, средствами механизации, запасными частями металлорежущего и термического оборудования. Участки литья , участок электроэрозионной обработки, участок термообработки, что позволяет решать задачи любой технической сложности.
В механосборочном производстве используется следующие группы станков:
-токарная группа: 16К20, 1К62, 1А64, 1М63, 1К341, 1БК25, 1Б240-6, 1Д112, 1Д118;
-сверлильная группа: 2М112, 2П118, 2П125, 2П135, 2Л53У, 2М55,2Н135;
-шлифовальная группа: 3М151, 3М182, 3М184, 3К227В, 3К228В, 3Б634, 3Г71М, 3Л722В, 3Д722;
-фрезерная группа: 6Р10, 6Р11, 6Р12, 6Р13, 6Р80, 6Р82Г, 6Р83, 692Р, 2Н12П, FSS450R;
-протяжной 7Б56;
-строгальные: 7Е35, 7112;
-отрезные: 8В220, 8Г662Ф2, 8Г663-100, 8Б72, 8252.
Для изготовления сложных деталей используются станки с ЧПУ:
3Р13Ф3, 16А20Ф3С32, T6M, КМ-CNC.
На заводе УМП «КОМПО» в основном применяют нержавеющие, легированные стали (круглый и листовой прокат).