

О С П
1. История и тенденции развития источников питания для дуговой сварки. Современное состояние и тенденции развития источников питания.


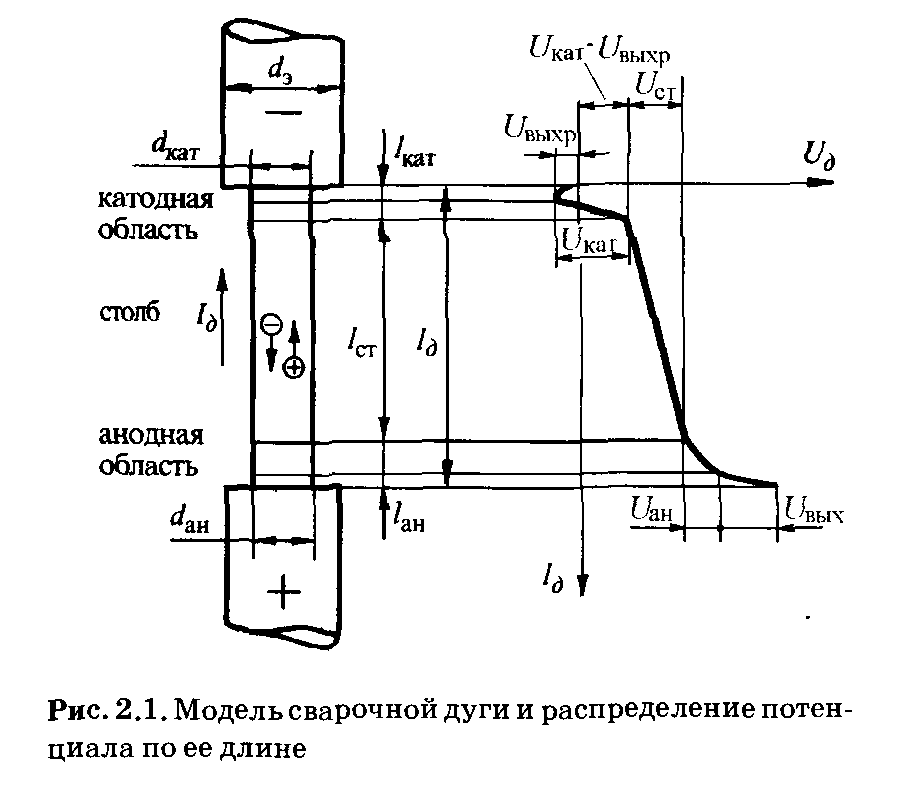
2. Использование дугового разряда для сварки. Физические явления протекающие в сварочное дуге. Зависимость напряжения на дуге от длины дуги, распределение потенциала по длине дуги.




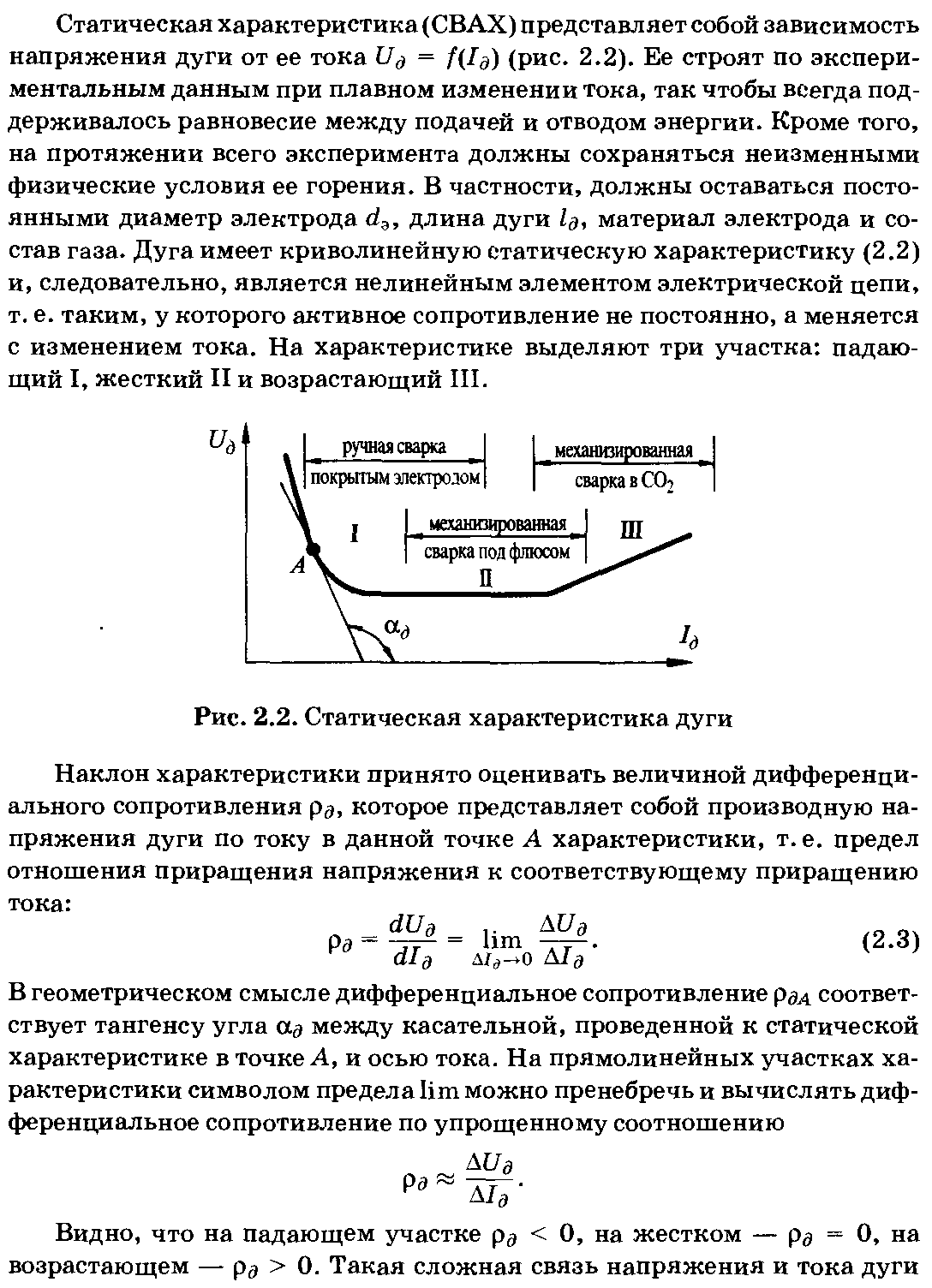
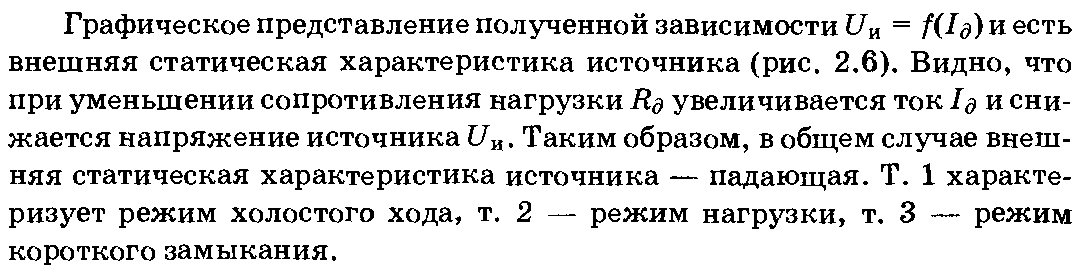
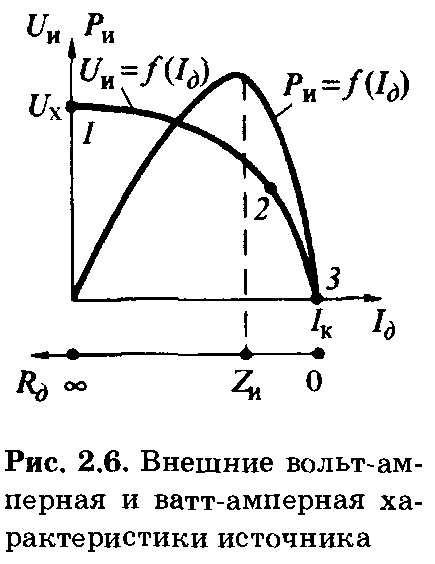
3. Статические вольтамперные характеристики дуги. Дифференциальное сопротивление дугового промежутка.
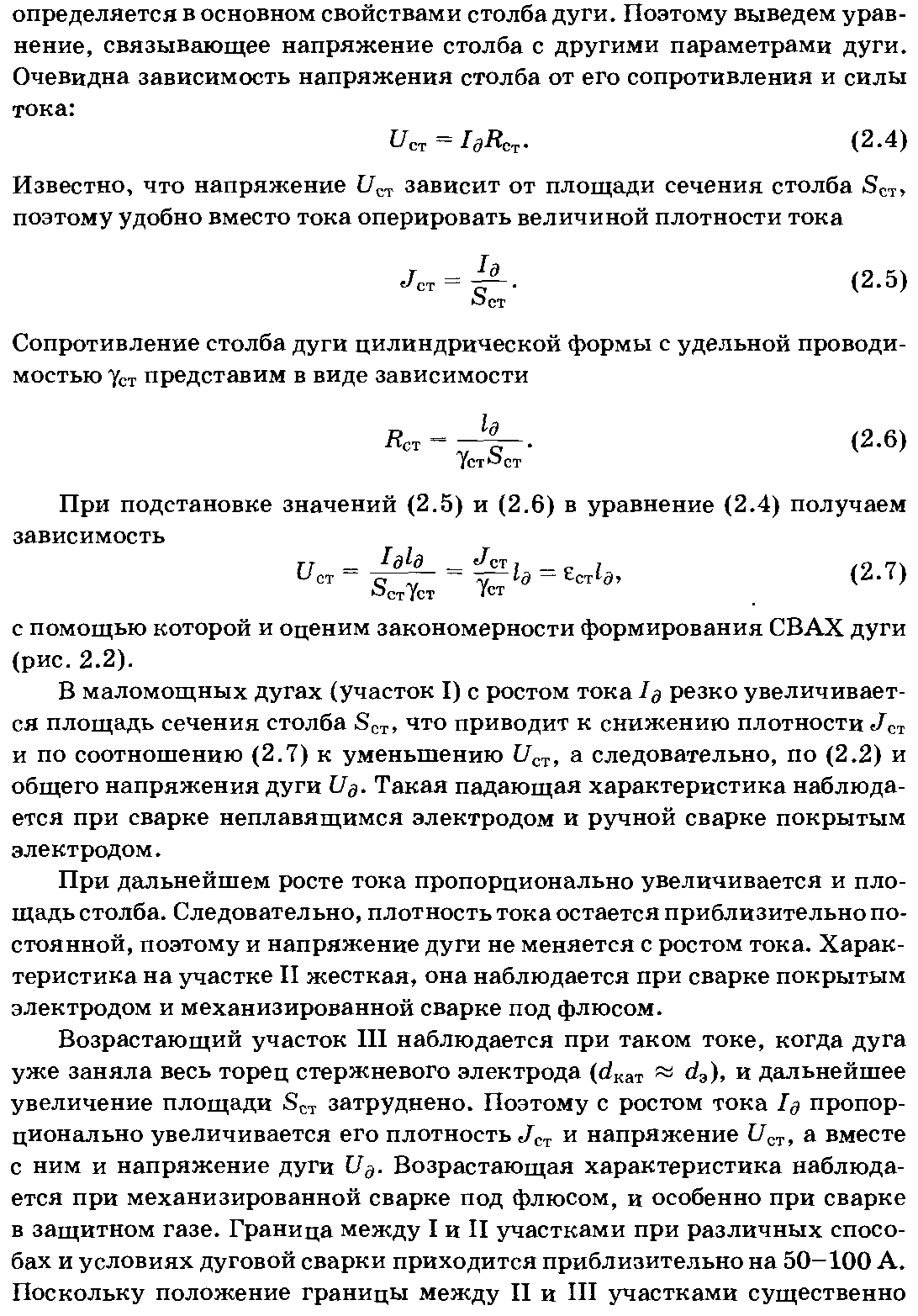

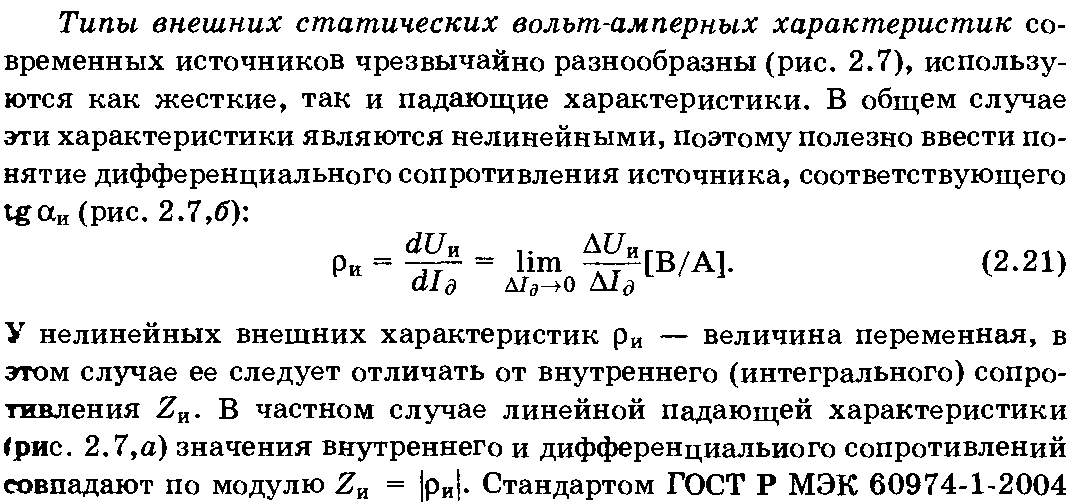
4. Внешние статические вольтамперные характеристики источников питания. Дифференциальное сопротивление источника.






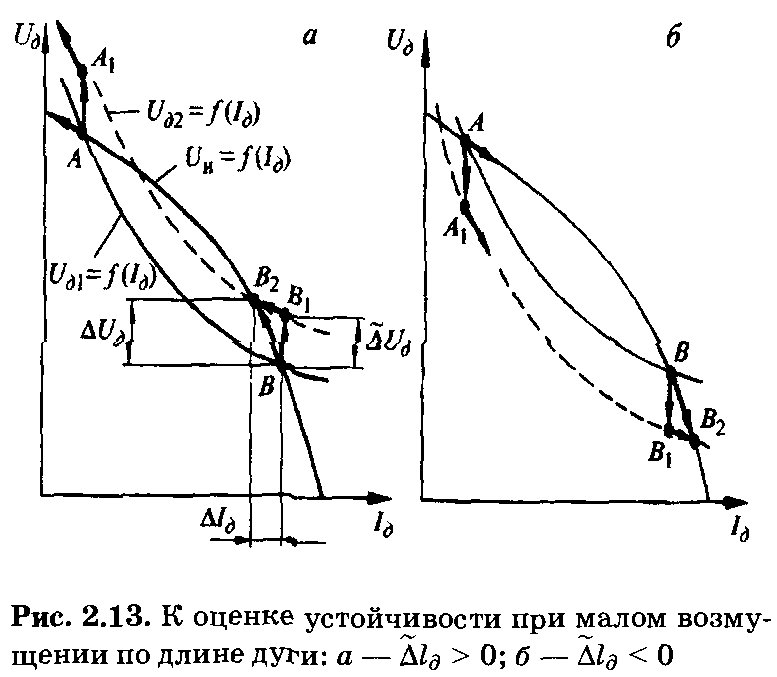
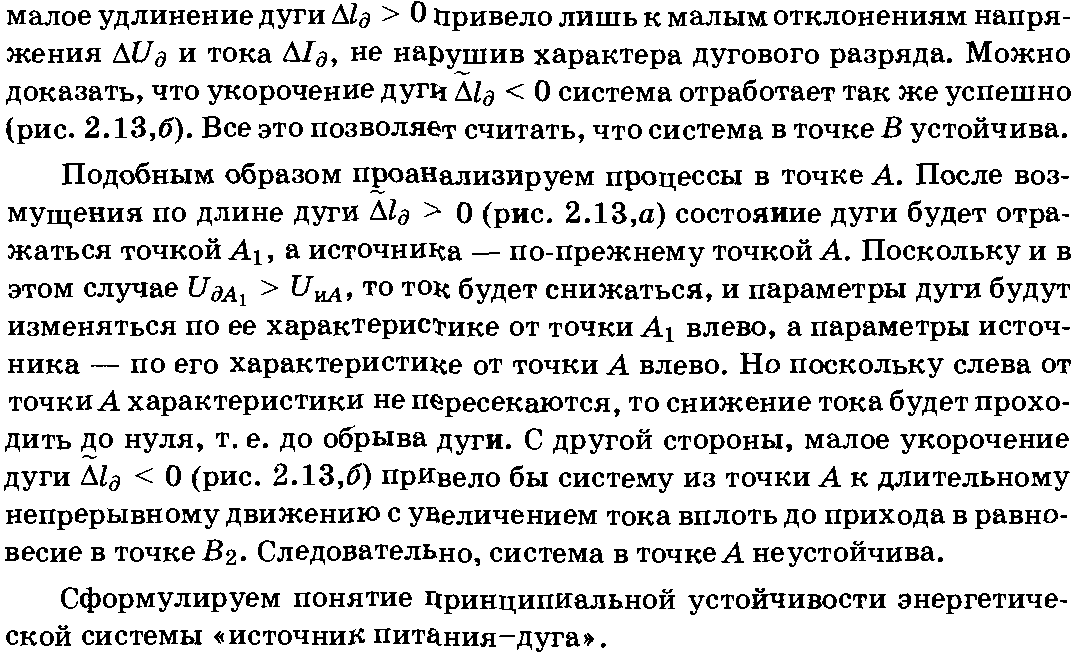
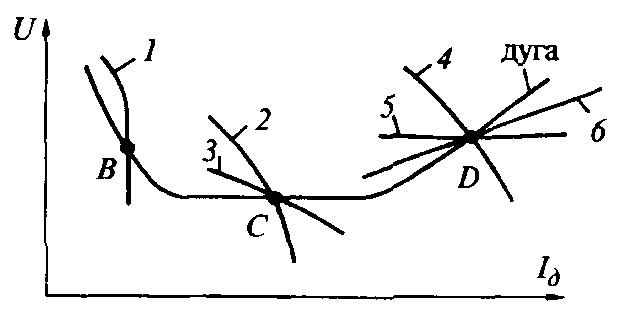
5. Условия устойчивости энергетической системы источника питания – дуга - сварочная ванна. Коэф. устойчивости. Выбор характеристики источника в зависимости от характеристики дуги.







![]()
6. Особенности горения сварочной дуги переменного тока. Динамическая характеристика дуги. Дуга переменного тока в цепи с резистором. Способы уменьшения пауз в горении дуги. Критерии устойчивости горения дуги в цепи переменного тока.
|
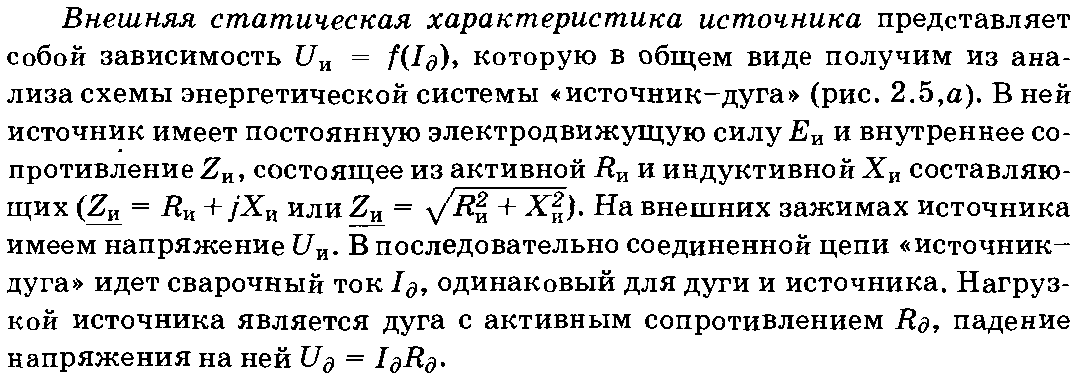
Рис. 1. Типичные осциллограммы дуги переменного тока: а — сварочные ток iд и напряжение ид, б — температура Тмэ и сопротивление RMЭ межэлектродного промежутка |
|
|
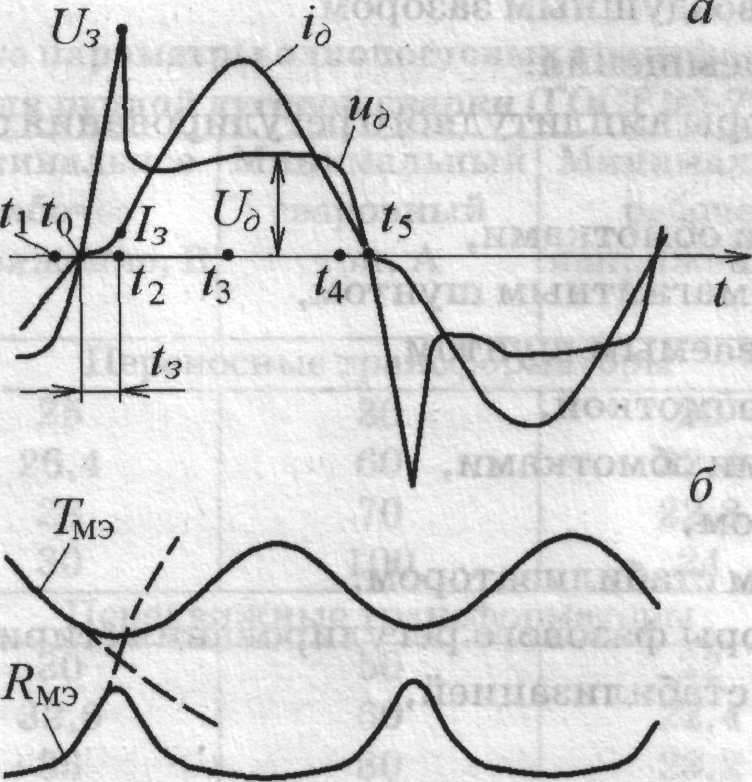
Процесс повторного зажигания дуги при переходе тока через нуль рассмотрим по осциллограммам (рис. 1,а). В конце предыдущего полупериода с момента t1 напряжение трансформатора становится недостаточным для питания дуги, в результате дуга угасает, а ток резко снижается. С момента угасания t1 температура межэлектродного промежутка ТМЭ падает, а его сопротивление RМЭ резко возрастает (рис. 1,б).
После перехода тока через нуль в момент t0 анод и катод меняются местами, т.е. направление тока изменяется на обратное. Дуговой разряд мгновенно в момент t0 восстановиться не может, для этого недостаточно напряжения источника. Небольшой преддуговой ток, существующий при этом, создается за счет остаточной плазмы межэлектродного промежутка (не более 0,1 мс после угасания дуги) и термоэлектронной эмиссии с не остывшего еще катода (в течение 1-10 мс). Таким образом, электрический разряд в переходном периоде t1–t2 не является дуговым, поскольку не обеспечивает генерирования заряженных частиц в количестве, достаточном для самостоятельного существования дуги. По мере нарастания напряжения источника растет и преддуговой ток, но скорость его увеличения diд/dt, вплоть до момента t2, существенно ниже, чем скорость снижения в момент времени t1. В переходном периоде идут два встречных процесса: с одной стороны, ионизация межэлектродного газа и его нагрев нарастающим током, с другой стороны, деионизация и охлаждение за счет теплоизлучения и теплоотвода в электрод и изделие. Рассмотрим три варианта развития процессов в зависимости от условий сварки.
При достаточно благоприятных условиях (большой объем и высокая степень ионизации остаточной плазмы, мощная термоэлектронная эмиссия с горячих неплавящихся электродов) из двух процессов существенно преобладает ионизация, поэтому при достижении напряжением источника величины Uд дуговой разряд легко восстанавливается. Менее благоприятные условия повторного зажигания (рис. 1) наблюдаются в большинстве случаев сварки (покрытыми электродами, под флюсом и т.д.). Термоэлектронная эмиссия со сравнительно холодных плавящихся электродов не обеспечивает необходимого количества заряженных частиц. Поэтому дуга возобновляется только в момент t2 при достижении напряжением источника довольно высокой величины напряжения повторного зажигания U3, достаточной для развития автоэлектронной эмиссии. Наконец, в неблагоприятных условиях (малая мощность дуги, большая ее длина, обдув газовыми потоками) из двух процессов преобладает деионизация, при этом температура Тмэ межэлектродного промежутка резко снижается, а его сопротивление RMЭ также резко возрастает, как показано пунктиром на рис. 1,б, и дуга обрывается.
После зажигания напряжение на дуге снижается от U3 до постоянной величины Uд и сохраняется на этом уровне до следующего угасания в момент t4. Ток после зажигания резко возрастает и далее меняется по кривой, близкой к синусоиде, достигая максимума в момент t3. Кривые тока iд и напряжения на дуге uд несинусоидальные. Это объясняется нелинейностью нагрузки, т. е. непостоянством активного сопротивления дуги, а также непостоянством характера разряда.
|
|
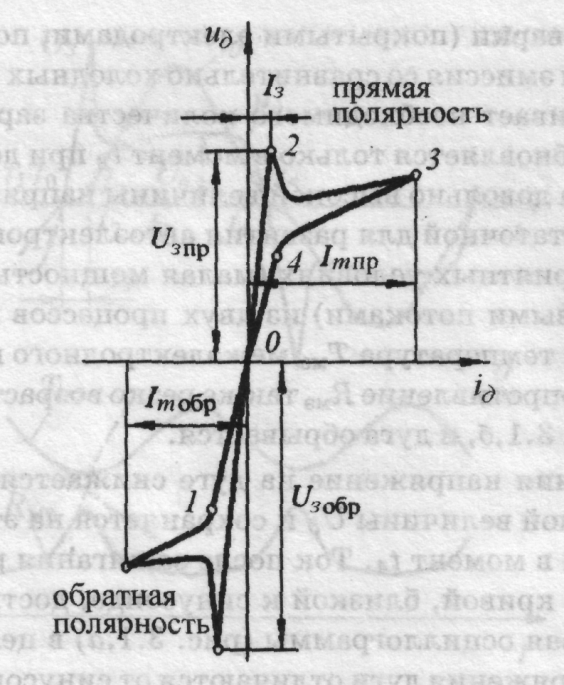
Динамическая вольт-амперная характеристика дуги ид = f(iд), отражающая связь мгновенных значений напряжения и тока при их быстром изменении, характерном для сварки на переменном токе частотой 50 Гц, показана на рис. 2. Ее можно построить по данным осциллограммы (рис. 1, а) или получить на осциллографе, подавая на горизонтальную развертку сигнал, пропорциональный току, а на вертикальную — напряжение дуги. Номера характерных точек на рис. 5 совпадают с индексами точек осциллограммы (рис. 1, а). Здесь на участке 1-0 изображен процесс угасания дуги в полупериоде обратной полярности, 0-2 — процесс зажигания в полупериоде прямой полярности, 2-3 — дуговой разряд при нарастании тока, 3-4 — дуговой разряд при спаде тока, 4 — угасание дуги.
На динамической характеристике легко фиксируются напряжение U3 и ток I3 повторного зажигания. Обращает на себя внимание большой пик напряжения зажигания обратной полярности U3.ОБР. Дело в том, что в этот момент катодом является сравнительно холодная сварочная ванна с невысокой эмиссионной способностью. Заметно также, что максимальное значение тока в полупериоде прямой полярности выше, а напряжение ниже соответствующих величин для полупериода обратной полярности. Следовательно, дуга частично выпрямляет ток, наблюдается так называемый вентильный эффект. Динамическая характеристика на участке 2-3 нарастания тока проходит выше, чем на участке спада 3-4. Таким образом, при частоте 50 Гц проявляется инерционность тепловых процессов в дуге. На участке 2-3 температура столба дуги ниже, чем на участке 3-4 (рис. 1, б), поэтому сопротивление дуги больше и напряжение дуги также выше.
Дуга переменного тока в цепи с резистором. Рассмотрим работу источника переменного тока – однофазного понижающего трансформатора Т с резистором R в цепи дуги (рис. 3,а). Трансформатор обладает малой индуктивностью обмоток и жесткой внешней характеристикой, он снижает сетевое напряжение до необходимого при сварке. Регулятор тока R, представляющий собой регулируемое линейное резистивное сопротивление, формирует внешнюю падающую характеристику источника и служит для регулирования сварочного тока. При наличии в сварочном контуре только резистивного сопротивления максимумы и нулевые значения i2 и u2 совпадают во времени.
По второму правилу Кирхгофа вторичное напряжение трансформатора уравновешивается падениями напряжения на дуге и резисторе, для мгновенных значений напряжений имеем:
и2 = ид + иR , (1)
Т
Рис. 3. Дуга в цепи с резистором: а — принципиальная электрическая схема питания дуги от источника переменного тока, б — осциллограммы вторичного напряжения трансформатора и2, сварочного тока i2 и напряжения на дуге uд
На рис. 3,б приведены осциллограммы тока и напряжения для вторичной цепи с учетом следующих ограничений и упрощений. Напряжение дуги ид от момента зажигания t3 до момента угасания tу считаем постоянным:
ид = Uд,
а в момент зажигания t3 изображаем кратковременным импульсом:
ид = U3.
В интервалах 0-t3 и tу -π дуги нет.
Вторичное напряжение и2 зависит от амплитудного значения U2m и фазы его циклического изменения с частотой ω = 2nf:
и2 = U2m sin ωt.
Сварочный ток i2 = iд, если не учитывать преддуговой ток, получим из (1):
i2 =(и2 - ид) /R.
Его кривая имеет вид отрезка синусоиды.
Длительность повторного зажигания t3 можно определить, если считать, что до момента зажигания дуги i2 = 0 и иR = 0, т. е. все напряжение трансформатора приложено к межэлектродному промежутку (и2 = ид):
|
|
(2)
|
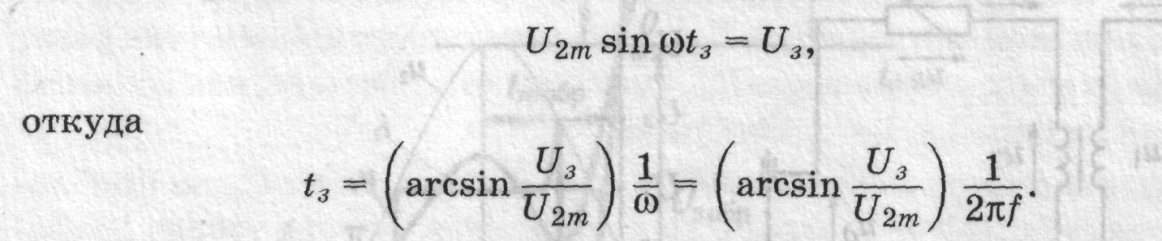
Как видно на рис. 3, б, сварочный ток i2 появляется в момент t3 при достижении напряжением и2 значения напряжения повторного зажигания U3, после чего напряжение дуги устанавливается на постоянном уровне Uд, а ток изменяется по синусоидальному закону до момента угасания tУ при снижении и2 до Uд. В следующем интервале длительностью ωtП , начинающимся в момент tУ и заканчивающимся в следующем полупериоде при новом зажигании, сварочного тока нет, если не считать незначительного преддугового тока. Во втором полупериоде описанные процессы повторяются. Наличие безтоковой паузы ωtП затрудняет повторное зажигание дуги и снижает общую устойчивость процесса.
Критерии устойчивости дуги переменного тока. В качестве непосредственного критерия устойчивости можно принять частоту обрывов дуги. Поскольку устойчивость дуги переменного тока определяется надежностью повторного зажигания, то в качестве косвенных критериев обычно принимают напряжение U3, ток I3 и время t3 повторного зажигания. При испытании трансформатора для их определения записывают начальный участок осциллограмм тока и напряжения (рис. 4). Типичные характеристики повторного зажигания при сварке покрытыми стальными электродами следующие. Напряжение повторного зажигания U3 = 15-90 В, максимальный преддуговой ток I3 = 2-30 А, время зажигания t3 составляет от 0,1 до 3 мс. Устойчивость повышается с увеличением преддугового тока 13 и снижением напряжения U3 и времени t3.

прямая полярность обратная полярность
Рис. 4. Начальные участки осциллограмм напряжения и тока дуги (электрод ОЗС-4, 3 мм, 100 А, трансформатор ТДМ-401)
Время повторного зажигания t3, чаще других принимаемое в качестве косвенного критерия устойчивости, зависит от параметров дуги и источника. Чем меньше время зажигания, тем меньше охлаждение межэлектродного промежутка и тем вероятней повторное зажигание. В переходном периоде идут два встречных процесса — охлаждение и нагрев межэлектродного промежутка. Уменьшить t3, т. е. повысить устойчивость, можно либо технологическими приемами — замедляя охлаждение и деионизацию межэлектродного промежутка, либо электротехническими приемами — ускоряя нагрев благодаря увеличению скорости нарастания напряжения и тока дуги.
Все технологические приемы так или иначе направлены на снижение напряжения зажигания U3. С этой целью для замедления охлаждения межэлектродного промежутка увеличивают температуру и массу нагретых электродов, увеличивают ток, снижают теплопроводность электродов, ограничивают теплоотвод газовыми потоками. Для увеличения эмиссионной способности электродов рекомендуется использовать неплавящиеся электроды с высокой температурой нагрева (вольфрамовые и угольные). Для увеличения ионизации остаточной плазмы вводят легко ионизируемые вещества, содержащие К, Na, Ca, в состав покрытий и флюсов. Снижается напряжение зажигания и при уменьшении длины дуги.
Из электротехнических приемов простейшим является увеличение напряжения трансформатора U2m (или его напряжения холостого хода Uх), хотя он связан с ухудшением безопасности труда. Устойчивость повышается и при увеличении частоты f переменного тока. Однако заметный эффект достигается лишь при увеличении частоты выше 300-500 Гц. Поскольку увеличение частоты связано с существенным усложнением конструкции источника, такой прием на практике применяется редко. Таким образом, самым эффективным приемом является включение в цепь дуги катушки индуктивности. Устойчивость дуги повышается при увеличении индуктивности L и снижении величины активного сопротивления R в цепи дуги, приводящих к увеличению угла сдвига φ фазы сварочного тока относительно напряжения трансформатора. Полезно также последовательное включение конденсатора или параллельное включение импульсного стабилизатора.
Скорость нарастания проводимости межэлектродного промежутка в преддуговом периоде
|
|
(3) |

– это комплексный критерий устойчивости, учитывающий как значения времени t3, так и напряжения U3 и тока 13 повторного зажигания, которые можно получить в эксперименте по начальным участкам осциллограмм (рис. 4). Единица измерения этого критерия – сименс в секунду (См/с = 1/(Ом·с)). Критерий обладает ясным физическим смыслом – понятно, что при высокой скорости восстановления проводимости В3 выше и вероятность повторного зажигания. Так, у электродов с фтористо-кальциевым покрытием, известных низкой устойчивостью горения дуги, В3 = 40-3000 См/с, а у электродов с рутиловым покрытием, предназначенных для сварки на переменном токе, В3 = 700-8000 См/с. Обнаружено также, что при сварке покрытыми электродами скорость В3 в полупериоде прямой полярности в 4-5 раз выше, чем при обратной полярности. Поэтому и обрыв дуги переменного тока, как правило, происходит в начале полупериода обратной полярности. По этой же причине сварка вольфрамовым электродом алюминия, как правило, невозможна без импульсной стабилизации в полупериоде обратной полярности.
Скорость нарастания тока (di2/dt)3 в интервале повторного зажигания также принимают в качестве критерия устойчивости. Ее можно вычислить по осциллограммам (рис. 4):
(di2/dt)3 = I3/t3. (4)
Но более эффективно ее экспериментальное определение по осциллографической записи фазовой характеристики di2/dt = f(i2), которая получается, если подать на горизонтальный вход осциллографа сигнал тока i2 с шунта в сварочной цепи, а на вертикальный вход — сигнал di2 /dt c дифференцирующей RС-цепочки, подключенной к этому же шунту (рис. 5). Видно, что непосредственно перед переходом тока через нуль наблюдается пик скорости, соответствующий резкому спаду тока при угасании di2/dt)У, а после перехода — провал до значения, соответствующего скорости нарастания тока (di2/dt)3 в интервале повторного зажигания. Такой характер изменения тока при переходе через нуль отмечался ранее на осциллограммах (рис. 1 и рис. 4). Типичные значения скоростей 15-150 кА/с. Чем выше скорость (di2/dt)3, тем надежней повторное зажигание и выше устойчивость процесса сварки. Разработан ряд специфических приемов, направленных на увеличение этой скорости. С этой целью снижают вихревые токи в магнитопроводе и кожухе трансформатора, не допускают насыщения железа магнитопровода. Иногда в цепь дуги включают дроссель насыщения, увеличивающий эту скорость в 2-4 раза и ограничивающий амплитуду тока, так что кривая сварочного тока вместо синусоидальной приобретает форму трапецеидальных импульсов. Но самым эффективным приемом увеличения скорости является использование импульсного стабилизатора, подающего на дугу кратковременные импульсы тока после его перехода через нуль.
Для сравнения трансформаторов различной мощности удобно характеризовать их не абсолютной, а относительной скоростью
(di2/dt)3/(di2/dt)У,
которую желательно приближать к 1. У большинства сварочных трансформаторов эта величина находится в интервале 0,3-0,8. Используется также комплексный критерий для оценки трансформаторов
|
|
(5) |

который учитывает полезное влияние на устойчивость как увеличения напряжения холостого хода Ux, так и увеличения скорости (di2/dt)3. У трансформаторов промышленного назначения Fз = 20 – 60 В, у бытовых трансформаторов – 17 – 35 В.
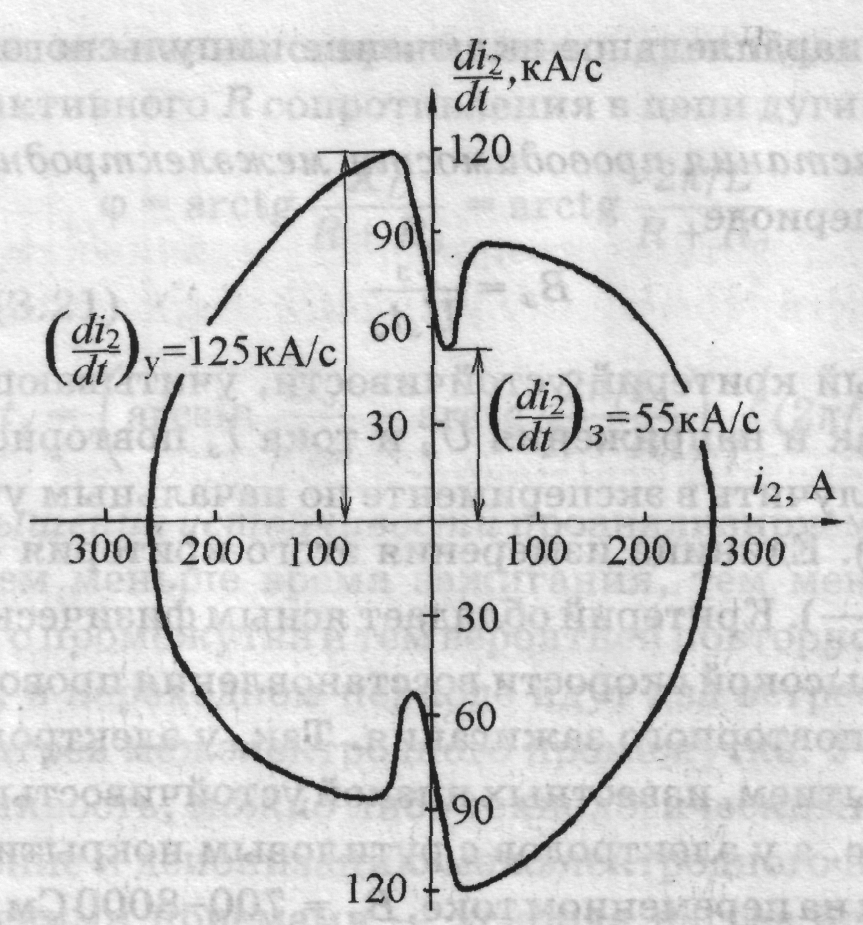 Рис.
5. Фазовая характеристика di2/dt
= f(i2)
(элек
Рис.
5. Фазовая характеристика di2/dt
= f(i2)
(элек
трод ОЗС-4, 5 мм, 200 А, трансформатор ТДМ-401)