

1. Расчет производительности автоматов и автоматических линий.
При автоматизированном производстве производительность является одним из основных технико-экономических факторов. В пределах планового фонда времени работы можно выделить следующие периоды времени:
выполняется заданное технологическое воздействие (рабочие ходы оборудования);
выполняются вспомогательные перемещения необходимые для выполнения технологического процесса (холостые ходы оборудования);
оборудование выпускает бракованную продукцию;
оборудование простаивает в связи со сбоем в технологическое системе (сбои в системе СПИД);
оборудование простаивает по внешним организационным причинам.
Производительным является только первый период времени и для него и определяется технологическая производительность.
Производительность определяется количеством годных деталей, изделий, комплектов, выпускаемых машиной в единицу времени. Время обработки детали машиной является обратной величиной производительности.
При расчете, анализе и оценке производительности автоматизированного оборудования с учетом различных затрат времени используют четыре вида производительности: технологическую, цикловую, техническую и фактическую.
1. Технологическая производительность К представляет собой потенциальную производительность, которая определяется из идеальных условий, отсутствия холостых ходов и простоев. Технологическая производительность находится по формуле 1.1.
![]() ,
[шт/час], (1.1)
,
[шт/час], (1.1)
где tр – время рабочих ходов.
В случае одновременной обработки нескольких деталей на одном автомате время рабочего хода tр, независимо от конструкции станка, будет определятся по формуле 1.2:
![]() , (1.2)
, (1.2)
где tΣр – суммарное время технологического воздействия на заготовку;
n – количество одновременно обрабатываемых деталей.
Технологическая производительность – это максимальная теоретическая производительность при условии бесперебойной работы машины и обеспечения ее всем необходимым.
2. Цикловая производительность QЦ характеризует возможность выпуска продукции при реальном конструктивном воплощении и возможности бесперебойной работы оборудования. Цикловая производительность находится по формуле 1.3.
![]() ,
[шт/ч], (1.3)
,
[шт/ч], (1.3)
где tх – время холостых ходов;
tв – вспомогательное время;
В сумме время рабочих и холостых ходов составляет время рабочего цикла Трц. Поэтому формула для определения цикловой производительности будет иметь вид:
![]() (1.4)
(1.4)
В зависимости от конструкции станка время рабочего цикла будет определятся по разному. Формулы для определения времени рабочего цикла представлены в таблице 1.
Таблица 1
Схемы построения технологических процессов станков
|
№ п/п |
Схема |
Вид обработки |
Время цикла, приходящееся на одну деталь |
|
1 |
2 |
3 |
4 |
|
1 |
|
Однопозиционная |
|
|
2 |
|
Многопозиционная последовательная |
|
|
3 |
|
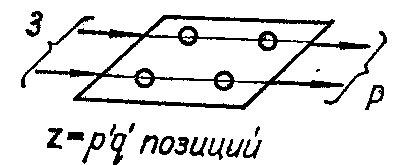
Многопозиционная параллельная |
|
|
4 |
|
Многопозиционная параллельно-последовательная |
|
|
5 |
|
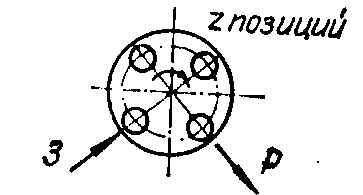
Многопозиционная роторная |
|



Продолжение таблицы 1
|
1 |
2 |
3 |
4 |
|
6 |
|
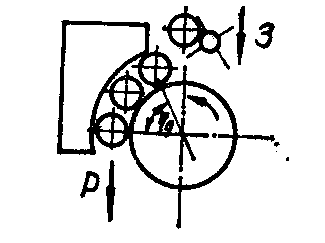
Многопозиционная непрерывная |
|
|
Примечания: qиp– соответственно число последовательных и параллельных позиций;z– суммарное число позиций (параллельныхp/и последовательныхq/);tр0– суммарное время технологического воздействия на заготовку;nд– число деталей, охватываемых режущим инструментом во время обработки;tх– время холостых ходов предусмотренных циклом станка. | |||
3. Техническая производительность QТ характеризует возможность выпуска продукции с учетом надежности оборудования. Техническая производительность находится по формуле 1.5.
![]() , (1.5)
, (1.5)
где ΣtС – время собственных потерь; простоев, связанных со сменой, подналадкой оборудования, ожиданием наладчика и т.д., простои из-за отказов в работе, поломок; простои из-за переналадок станка на производство других деталей; простои из-за нарушения заданного качества изделий.
В сумме время рабочих и холостых ходов составляет время рабочего цикла Трц. Поэтому формула для определения технической производительности будет иметь вид:
![]() (1.6)
(1.6)
Это теоретическая производительность машины с реальными холостыми ходами и с учетом ее собственных простоев ΣtС, связанных с выходом из строя инструментов, приспособлений, оборудования.
4. Фактическая производительность QФ характеризует возможность выпуска продукции с учетом всех возможных простоев оборудования. Фактическая производительность находится по формуле 1.7.
![]() (1.7)
(1.7)
где ΣtОРГ – время простоев по организационно-техническим причинам, не связанных с работой оборудования (например, простои из-за отсутствия заготовок, электроэнергии, простоев станков предыдущей обработки, несвоевременного прихода и ухода рабочих и т.д.).
В сумме время рабочих и холостых ходов составляет время рабочего цикла Трц. Поэтому формула для определения технической производительности будет иметь вид:
![]() (1.8)
(1.8)
Сумма собственных и организационных потерь составляет время внецикловых потерь (формула 1.9):
ΣtВН = ΣtС + ΣtОРГ, (1.9)
где ΣtВН – внецикловые потери.
Тогда фактическая производительность будет определятся по формуле 1.10:
![]() (1.10)
(1.10)
Задача 1. Автоматическая сборочная установка круговой тактовой конструкции имеет 8 позиций (n = 8). Стол поворачивается с помощью мальтийского механизма, у которого кривошип вращается с частотой n = 30 об/мин. Какова технологическая производительность установки К? Каково время рабочих ходов? Каково суммарное время технологического воздействия на одну деталь tΣр ?
Решение. За каждый поворот кривошипа стол перемещается на одну позицию, поэтому на выходе получается одно готовое изделие, значит технологическая производительность будет равна К = 30 шт./мин.
Технологическая производительность находится согласно формуле 1.1:
![]() ,
,
где tр – время рабочих ходов, т.е. тот промежуток времени, через который будет каждый раз получать будем получать готовое изделие.
Из формулы следует, что время рабочих ходов определяется по формуле:
![]() [с/шт].
[с/шт].
Суммарное время технологического воздействия на заготовку – это время, за которое изделие пройдет все позиции сборочного автомата находится по формуле 1.11:
![]() , (1.11)
, (1.11)
где n – число рабочих позиций
tΣр = 2 · 8 = 16 (c).
Задача 2. Определить время рабочего цикла 6-ти позиционного автомата параллельно-последовательной обработки. При условии, что время обработки на одной позиции составляет 3,2 мин., а время холостых ходов – 1,6 мин.
Задача 3. Определить время рабочего цикла 6-ти позиционного роторного автомата. При условии, что время обработки на одной позиции составляет 3,2 мин., а время холостых ходов – 1,6 мин.
Задача 4. Определить технологическую, цикловую, техническую и фактическую производительность 6-ти позиционного автомата с параллельной обработкой. При условии, что время обработки на одной позиции составляет 2.4 мин, время холостого хода – 0.9 мин, время на установку и снятие детали 0,8 мин, время собственных и внецикловых потерь составляет соответственно 5% и 10% от времени рабочего цикла.
Решение. Технологическая производительности находится согласно формуле 1.1:
![]()
Для нашей задачи время рабочего хода составляет 2,4 мин., но так как станок – автомат параллельной обработки, то одновременно на станке обрабатывается 6 деталей, и через каждые 2,4 мин получаем 6 обработанных деталей. Технологическая производительность будет равна
![]() [шт./час]
[шт./час]
Цикловая производительность находится по формуле 1.4:
![]()
Время рабочего хода и время холостого хода составляют время цикла работы станка автомата. Время рабочего цикла для 6-шпиндельного станка автомата параллельного действия находится по формуле 1.12 (Приложение 1):
![]() , (1.12)
, (1.12)
где tΣр – суммарное время технологического воздействия на заготовку;
tх – время холостых ходов;
р – число параллельно работающих позиций.
![]() [мин.]
[мин.]
Цикловая производительность будет равна
![]() [шт./час]
[шт./час]
Техническая производительность находится по формуле 1.6:
![]()
Время собственных потерь составляет 2% от времени работы цикла.
![]() [шт./час]
[шт./час]
Фактическая производительность находится по формуле 1.10:
![]()
Внецикловые потери составляют 5% от времени работы цикла станка.
![]() [шт./час]
[шт./час]
Задача 5. Определить технологическую, цикловую, техническую и фактическую производительность 6-ти позиционного автомата с последовательной обработкой. При условии, что время обработки на одной позиции составляет 3,2 мин, время холостого хода – 1,5 мин, время собственных и внецикловых потерь составляет соответственно 5% и 10% от времени рабочего цикла.
Задача 6. Автоматическая сборочная линия состоит из тридцати последовательно соединенных позиций (n = 30). Линия оснащена качающимся штанговым конвейером с тактом tх = 4 c и выстоем tр = 20 c. Каждая позиция будет работать без сбоев с вероятностью р1 = 0,999, если в бункере находятся только качественные детали. Любой некачественный компонент вызовет заклинивание на позиции, что приведет к перебою в работе всей линии, поскольку межпозиционные накопители не предусмотрены. На устранение сбоя или заедания требуется время t1 = 10 мин. Решая задачу, необходимо ответить на 3 вопроса:
а) Отсутствие сбоев. Какова цикловая производительность линии Qц? Каково суммарное время технологического воздействия на заготовку t∑р?
Решение. Продолжительность цикла складывается из времени такта tх (время холостых ходов) и времени выстоя tр (время рабочих ходов) (формула 1.13)
![]() (1.13)
(1.13)
Трц = 4 + 20 = 24 (c).
Цикловая производительность – это производительность без учета каких-либо простоев, находится согласно формуле 1.4:
![]()
tв = 0 мин,
Qц = 3600/24 = 150 (изделий/час).
Суммарное время технологического воздействия на заготовку – это время за которое изделие проходит все 30 позиций сборочной автоматической линии:
t∑р = 30 · 24 = 720 (с) = 12 (мин).
б) Сбои сборочных устройств на позициях. Какова техническая производительность линии QТ? Какую долю составляет время простоев D? Каково суммарное время технологического воздействия на заготовку с учетом того, что сбои сборочных устройств имеют место t∑р?
Решение. Техническая производительность – это производительность с учетом того, что оборудование на линии выходит из строя. Вероятность безотказной работы автоматической сборочной линии будет равна вероятности безотказной работы одного сборочного автомата в степени равной количеству сборочных автоматов в данной линии:
р1 = 0,99930 = 0,9704;
вероятность отказа
р2 = 1 - 0,9704 = 0,0296;
Определим время, затрачиваемое на сборку 9704 изделий (N1 = 9704), t2 (формула 1.14), при суммарном времени безотказной работы t∑р9704 и времени на устранение отказов tС (время собственных потерь). Количество отказов при сборке 9704 изделий будет равно N2 = 296.
![]() (1.14)
(1.14)
t2 = 9704 · 24 / 3600 + 296 · 10 / 60 = 64,69 + 49,33 = 114,02 (час).