

8. Порядок виконання роботи
8.1. Провести складання шатунно-поршневої групи двигуна:
змастити робочі поверхні циліндра, поршня шатунних вкладишів, шатунну шийку колінчастого валу моторним маслом;
встановити кільця так, щоб їх замки розташовувалися під кутом 120º. При цьому стик пружини коробчатого маслоз`ємного кільця повинен бути розвернений на 180º·щодо замка самого кільця, а стик розширювача – на 120º. щодо замків дисків набірного кільця;
встановити кривошип першого і четвертого циліндрів потім другого і п’ятого, третього і шостого в нижнє положення і встановити поршень 3 (рис. 6) за допомогою пристосування 2 в перший циліндр блок-картера 1, а потім в четвертий;
встановити
поршень так, щоб стрілки на днищі
![]() і
і![]() (рис. 7) були направлені до переднього
носка колінчастого валу(до
вентилятора), для лівого
і
правого рядів.
Під`єднати
шатун 3 до шийки колінчастого валу,
встановити кришку шатуна 2 і закріпіти
шатунними болтами 1. Перестановка кришок
двигунів не допускається. Затягування
шатунних болтів проводити моментом
240-260 Н·м. Осьове переміщення головок
шатунів по шийці колінчастого валу
повинне бути 0,20-0,70 мм;
(рис. 7) були направлені до переднього
носка колінчастого валу(до
вентилятора), для лівого
і
правого рядів.
Під`єднати
шатун 3 до шийки колінчастого валу,
встановити кришку шатуна 2 і закріпіти
шатунними болтами 1. Перестановка кришок
двигунів не допускається. Затягування
шатунних болтів проводити моментом
240-260 Н·м. Осьове переміщення головок
шатунів по шийці колінчастого валу
повинне бути 0,20-0,70 мм;

Рисунок 6 - Встановлення поршня з шатуном у блок циліндра
1 – блок-картер: 2 - пристосування: 3 – поршень
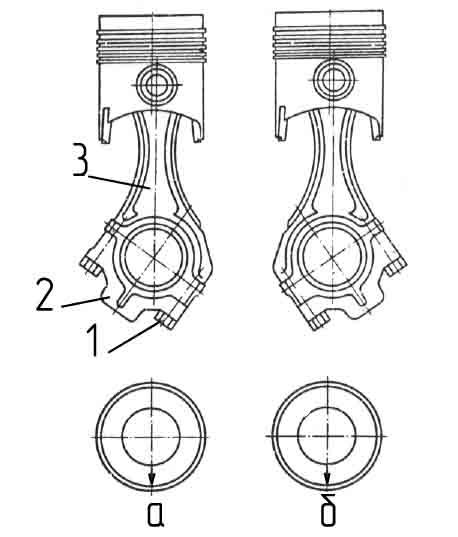
Рисунок 7 - Схема під`єднання шатунів до колінчастого валу
1 – болт; 2 – кришка шатуна; 3 - шатун
заміряти виступання (заглиблення) поршня над площиною блок-картера. Він повинен бути в межах 0,065-0,165 мм.
8.2. Навести послідовність технологічних операцій встановлення колінчастого валу при складанні двигуна типу СМД
8.3. Навести технологічні особливості та послідовність встановлення шатунно-поршневої групи двигуна типу СМД
8.4. Заповнити технологічну карту контрольно-вимірювальних операцій складання двигуна (додаток А)
8.5. Зробити висновки
Короткі вказівки з техніки безпеки
9.1. Перш ніж приступити до роботи уважно прочитати загальні положення і вказівки щодо виконання роботи і після цього приступити до виконання роботи.
9.2. Перед роботою перевірити кріплення блоку циліндрів на складальному стенді.
9.3. Не допускати роботи пошкодженим слюсарним інструментом.
Зміст звіту
10.1.Мета роботи.
10.2. Відповіді на запитання для самостійної підготовки.
10.3. Послідовність технологічних операцій встановлення колінчастого валу при складанні двигуна типу СМД.
10.4. Технологічні особливості та послідовність встановлення шатунно-поршневої групи двигуна типу СМД.
10.5. Заповнена технологічна карта контрольно-вимірювальних операцій складання двигуна (додаток А).
10.6. Висновки.
Контрольні питання
11.1. Чим відрізняються один від одного стаціонарний та потоковий процеси розбирання двигуна ?
11.2. Чи можна обійтися без очищення і обдування деталей двигуна перед їх встановленням в агрегат ?
11.3. Які технологічні операції необхідно виконати під час встановлення колінчастого вала у блок циліндрів ?
11.4. З якою метою необхідно розставляти замки поршневих кілець по колу ?
11.5. Як впливає послідовність і зусилля затягування гайок, шпильок на якість роботи двигуна ?
11.6. Як впливає обкатка на після ремонтний ресурс двигуна ?
ДОДАТОК А