

Загальні положення і вказівки до виконання роботи
7.1. Розбирання двигуна. Процесом розбирання є сукупність операцій по роз’єднанню об’єкту ремонту на деталі в певній послідовності. Розбирання об’єкту зв’язане з одночасним виконанням супутніх робіт по доставці знятих складальних одиниць та деталей (комплектів деталей) до місць їх складування або до відповідних дільниць ремонтного підприємства. Виконання розбірних операцій вимагає широкого використання різних видів технологічного оснащення для транспортування, зняття, зняття, встановлення і кріплення складальних одиниць.
Найбільш характерними з операцій при розбиранні є: вивертання гвинтів, шпильок, болтів і відкручування гайок, видалення зламаних болтів або шпильок, зняття підшипників кочення, втулок, шківів, пальців і штифтів.
За принципом організації процес розбирання може бути стаціонарним і потоковим. Стаціонарне розбирання застосовують в умовах одиничного ремонтного виробництва. На спеціалізованих підприємствах робочі місця по розбиранню можуть бути організовані в потокову лінію.
Розбирання автотракторних двигунів проводять за такими основними правилами:
процес розбирання двигуна починають після очищення його зовнішніх поверхонь від шляхово-грунтових (шляхового бруду, рослинних і масляно-грязьових залишків) та асфальто-смоляних відкладень;
розбирають автотракторні двигуни на нерухомих стендах або на потокових технологічних лініях;
для підйому і транспортування двигунів та їх складальних одиниць або деталей масою більше 200 кг обов’язково використовують підйомно-транспортні засоби та захватні пристосування;
розбирання повинно виконуватися в чіткій послідовності, передбаченій комплектом технологічних документів на розбирання двигуна. В технологічних картах комплекту також вказаний порядок виконання операцій, необхідне устаткування, пристосування, інструменти, які дозволяють центрувати деталі, що знімаються і рівномірно розподіляти зусилля по периметру, а також норми часу та основні технічні умови, які необхідно виконувати при розбиранні;
спочатку знімають частини, які легко пошкоджуються (маслопроводи, шланги), а потім складальні одиниці та самостійні деталі, які очищають від старої фарби, продуктів корозії, нагару і накипу;
зняті складальні одиниці та деталі вкладають у спеціальну тару або контейнери;
при розбиранні для уникнення появи тріщин від перекосів (в першу чергу у деталей виготовлених з чавуну), спочатку відпускають всі болти і гайки на півоберту, а потім від’єднують їх повністю;
отвори й порожнини, через які може проникнути всередину деталі або складальної одиниці технологічні забруднення (пил, стружка, змащувальні емульсії, пасти, тощо) після зняття закривають спеціальними заглушками, пробками або кришками;
забороняється розукомплектовувати під час розбирання деталі і складальні одиниці, які під час виготовлення обробляють у складі або балансують (кришки корінних підшипників з блоком, кришки шатунів з шатунами, противаги колінчастих валів, колінчастий вал з маховиком двигуна, картер зчеплення з блоком циліндрів), а також деталі з нарізами підвищеної точності (болти і гайки кріплення кришок шатунів, маховика до колінчастого валу);
погано помітні технологічні мітки на деталях та складальних одиницях перед розбиранням необхідно відновити;
деталі, що не підлягають знеособленню, мітять, зв’язують, знов сполучають кріпильними болтами, укладають в окремі корзини або зберігають їх комплектність іншими способами;
необхідно уникати вивертання шпильок, якщо вони не заважають контролю та проведенню наступних ремонтних (відновлювальних) операцій;
кріпильні болти та гайки після роз’єднання складальних одиниць необхідно знову встановити на cвої місця, для того, щоб зберегти припрацьованість (прилеглість) різьбових поверхонь і в подальшому зберегти жорсткість з’єднань (це особливо важливо для різьб в деталях з чавуна);
деякі нерухомі з’єднання розбирають тільки після їх дефектації (наприклад, втулки клапанів, втулки розподільчих валів та інші деталі можуть бути відновлені розточуванням під збільшений розмір на місці без їх випресування);
під час розбирання треба обережно знімати ущільнюючі прокладки, які прилипли до приєднуючих поверхонь, використовуючи для цього плоске лезо або шпатель, спрямовуючи їх рух паралельно поверхні приєднання. Особливо це стосується нижньої площини головки блока циліндрів, бо подряпини та завусенці на цій поверхні можуть у подальшому призвести до втрати герметичності внутрішніх порожнин у відремонтованого двигуна;
перед демонтажем шатунно-поршневої групи з блоку циліндрів необхідно, використовуючи спеціальний ріжучий інструмент, видалити уступ, що утворюється під час експлуатації на внутрішній поверхні циліндру над верхнім поршневим кільцем в наслідок зносу циліндра. Цю операцію не виконують якщо циліндри двигуна відновлюють шляхом розточування та встановлення ремонтних поршнів збільшеного розміру;
незалежно від марки двигуна направляючі втулки клапанів, втулки коромисел, палець проміжної шестерні у складі, втулки розподільчого валу, шпильки корпусних деталей, клапани масляного насосу та фільтрів, а також вузли паливної апаратури, лічильник мотогодин, центрифугу і деякі інші демонтують і розбирають тільки після очищення та дефекації. Ці деталі та вузли можуть виявитися придатними для подальшого використання без ремонту і зайве розбирання ускладнить та необґрунтовано подовжить загальний процес ремонту двигуна.
7.2. Складання двигуна.На спеціально обладнаних робочих місцях складають наступні складові частини двигуна: блок-картер, шатунно-поршневу групу, колінчастий вал з маховиком та зцепленням, головку циліндрів і клапанний механізм, паливний насос та форсунки.
Для забезпечення якісного складання двигунів рекомендується всі деталі ще до складання продути стиснутим повітрям, поверхні тертя ретельно протерти, промити, змастити маслом.
Спряжіння кривошипно-шатунного механізму мають дуже жорсткі допуски посадок і повинні забезпечувати необхідну герметичність.
7.2.1. Складання блок-картера
Починаючи складання, необхідно перевірити геометричні розміри – діаметр циліндра в трьох поясах (верхньої, середньої і нижньої частини циліндрів) та у двох напрямах – подовжньому (уздовж осі колінчастого валу) і поперечному. Вимірювання проводяться за допомогою індикаторного нутроміра. Всі похибки вимірювань, включаючи будь-які відхилення від правильної форми, повинні знаходитись в інтервалі допуску 0,011-0,018 мм в залежності від діаметру циліндра.
Складання блок-картера починають із встановлення гільз. Перед запресуванням гільз циліндрів очищають від нагару посадочні пояси і верхню площину блок-картера. Посадочні пояси у блок-катері під гільзи перевіряють прокручуванням гільзи, встановленої в блок без ущільнювальних кілець. Під час прокручування гільза повинна вільно рухатися у посадочних поясах. Потім в блок-картер встановлюють нові ущільнювальні кільця нижнього пояса під гільзи і перевіряють індикаторним пристроєм виступання торця буртика гільзи над поверхнею блока (при натисканні на гільзу з зусиллям 9 кН). Верхня площина бурту гільз повинна виступати над площиною блоку на 0,05-0,1 мм. Опорні поверхні бурту на гільзі і виточки в блоці повинні бути плоскопаралельними, а фаска на виточці повинна бути більше, ніж радіус переходу від бурту до циліндрової частини на гільзі. «Сухі гільзи» запресовують в блок з натягом близько 0,05 мм. Поверхні сполучення гільз і блоку повинні бути гладкими, щоб забезпечити ефективний тепловий контакт і герметичність.
Верхній край циліндрів після ремонту може бути гострим. В такому випадку його необхідно обов’язково притупити, зробивши за допомогою шабера невелику фаску.
Після всіх перевірок необхідно переконатися, що блок чистий, а на поверхні циліндрів не залишилося бруду та абразивних частинок.
7.2.2. Встановлення колінчастого вала
Перед встановленням обов’язково необхідно перевірити правильність комплектування колінчастого вала з вкладишами. Вкладиші повинні мати розміри, що відповідають нормальному або ремонтному розміру шийок колінчастого вала. Кришки та деталі кріплення встановлюють у відповідності до міток, нанесених при виготовленні або під час їх розбирання. Хитання вкладишів у гніздах або їх зависання на фіксуючих виступах не допускається.
Вкладиші перевіряють на щільність їх прилягання до основи за допомогою щупа (щуп товщиною 0,05 мм не повинен проходити між вкладишем та поверхнею його прилягання).
Отвір для змащування у вкладишах повинен збігатися з масляним каналом у блоці-циліндрів. Кришки з вкладишами корінних підшипників після їх встановлення рівномірно, за 2-3 заходи, затягують гайками.
Внутрішні розміри корінних підшипників з вкладишами перевіряють індикаторним нутроміром і якщо зазори знаходяться в межах допуску, на торцях гайок і шпильок наносять мітки попарної відповідності.
Наступною операцією є знімання корінних кришок та ретельне очищення та змащення вкладишів моторним маслом.
Колінчастий вал встановлюють у корінні підшипники блоку, а потім вкладають упорні півкільця поздовжнього переміщення валу, закріплюють кришку з упорним півкільцем та перевіряють поздовжнє переміщення валу. Потім встановлюють і закріплюють решту корінних підшипників до збігання міток у 2-3 прийоми. Гайки або болти корінних підшипників обов’язково шплінтують.
7.2.3. Встановлення шатунно-поршневої групи
Шатунно-поршнева група разом з колінчастим валом є основним робочим механізмом поршневого двигуна внутрішнього згорання (рис. 1).
|
|
Рисунок 1 - Кривошипно-шатунний механізм: 1 – вінець маховика; 2 – пальці напрямляючі; 3 – маховик; 4 – поршень; 5 – палець; 6 – кільце стопорне; 7 – шатун; 8 – вкладиш шатуна верхній; 9 – вал колінчастий; 10 - блок шестерень; 11– кришка шатуна; 12 – вкладиш шатуна нижній. |
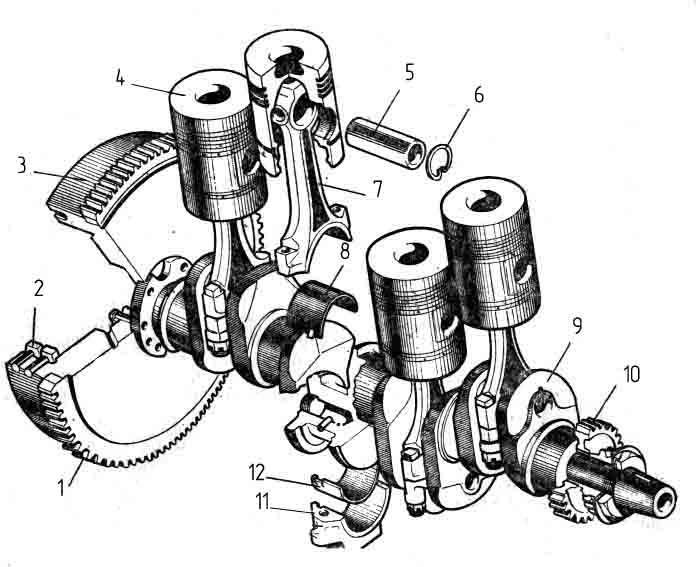
Вона служить для перетворення зворотно-поступального руху поршня, який сприймає тиск газів, що розширюються, в обертальний рух колінчастого валу. Від правильного встановлення шатунно-поршневої групи залежить якість та ефективність роботи двигуна.
Перевірка (комплектування) та встановлення кілець на поршень. Враховуючи велику кількість модифікацій, які мають деякі двигуни, необхідно перевірити, перед встановленням на поршень, висоту і радіальну ширину поршневих кілець на предмет їх відповідності канавкам поршнів. Кільця перед встановленням на поршень необхідно перевіряти ще й тому, що інколи виробники поставляють поршні без поршневих кілець.
Зазор між торцями кільця і канавки можна визначити різними способами, але простіше всього встановити кільце в канавку і скористатися набором щупів. Торцевий зазор повинен складати в середньому 0,05-0,1 мм. Якщо зазор виявляється понад 0,12 мм, то це означає¸ що кільце або канавка поршня мають неприпустимі відхилення розмірів.
Не менш важливо перевірити зазор в замках кілець, для чого кільця по черзі встановлюють у верхню частину циліндра. Зазор в замку заміряють за допомогою набору щупів. Він складає в середньому 0,4-0,6 мм.
Встановлення кілець на поршень – це проста, але відповідальна операція – неакуратність може привести до поломки кільця (частіше за все ламаються середні кільця) або значного зростання витрат масла у відремонтованого двигуна (якщо порушити орієнтування кілець). На верхніх кільцях напрямок складання звичайно позначається словом ТОР (вершина). Стороною з цим написом кільце повинне бути розміщено до днища поршня (рис. 2).
|
|
Рисунок 2 -Схема установки кілець на поршнях 1 – кільце компресійне верхнє; 2 – кільце компресійне друге; 3 – кільце компресійне третє; 4 та 5 – кільце маслоз`ємне |

Середні кільця скребкового типу монтуються скребком вниз. У кілець з фаскою на внутрішній поверхні, фаска повинна бути повернута вгору.
Для установки кілець на поршень краще всього користуватися спеціальними щипцями (рис. 3).
При встановленні кілець особливу увагу слід звертати на набірні маслоз`ємні кільця з двохфункціональним пружинним розширювачем – важливо, щоб при монтажі дисків кільця ланки розширювача у стику не встали нахлистком (рис. 4). Середнє і верхнє кільця встановлюють на поршень після монтажу маслоз`ємного. Для того, щоб не зламати і не деформувати кільця, бажано користуватися щипцями. Після встановлення кілець необхідно перевірити легкість їх обертання в канавках.

Рисунок 3 - Щіпці фірми МСИ ГмбХ для встановлення кілець на поршень

Рисунок 4 - Положення розширювача ланок при попаданні нахлистком
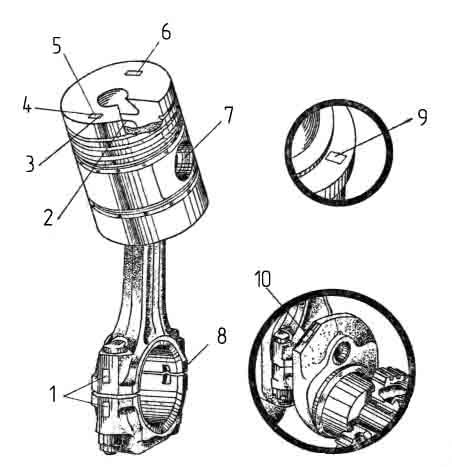
Складання поршня з шатуном. При складанні необхідно точно визначити розмір спідниці поршня, щоб визначити робочий зазор поршня в циліндрі. Для цього використовують мікрометр або більш точний прилад – вимірювальну скобу. Технічні данні поршня, марка групи по розміру діаметра спідниці та маса нанесені клеймом на дні поршня (рис. 5), а маркування групи по розміру діаметра отвору під палець нанесені фарбою на бобишці.
|
|
Рисунок 5 - Розташування міток на деталях кривошипно-шатунного механізму: 1 – місця клеймування комплектності шатуна з кришкою; 2 – місце нанесення номера деталі; 3 – місце клеймування знака виробника; 4 – місце клеймування розмірної групи поршня; 5 – місце клеймування позначення поршня; 6 – місце клеймування маси поршня; 7 – місце клеймування поршневого пальця; 8 – місце клеймування маси шатуна; 9 – місце клеймування групи на гільзі циліндрів; 10 – місце нанесення маркірування колінчастого валу. |
У переважної більшості поршнів іноземного виробництва (що поставляються виробниками комплектуючих для двигунів) розмір поршня вибитий на днищі, причому нерідко указується і мінімально допустимий зазор поршня в циліндрі. Отже при встановленні таких поршнів основна задача – перевірити, наскільки дійсні розміри відповідають нормативам (перевірка обов’язкова, оскільки іноді зустрічаються відхилення).
Різниця між діаметром циліндра і розміром поршня складає розрахунковий зазор: практика показала, що оптимальною є величина зазору, що перевищує мінімально допустиме значення на 0,01-0,02 мм.
Інша ситуація з поршнями, що мають антифрикційне графітне покриття спідниці (воно має характерний чорний колір). Якщо у поршня покриття суцільне, то дійсний розмір спідниці буде менше виміряного на товщину шару покриття 0,015-0,02 мм. Поршні з покриттям, нанесеним трафаретним способом, заміряються в спеціальних місцях, де графітний шар відсутній.
Шатун перед складанням перевіряють на відсутність деформації стрижня; осі отворів верхньої і нижньої головок повинні бути паралельні.
Допустиме значення непаралельності вісей – 0,02 мм на вимірювальній базі 100 мм. Краще всього використовувати для цього спеціальне вимірювальне пристосування. Інші способи перевірки (на плиті, за допомогою стрижня, що вставляється в отвори верхньої головки відразу декількох шатунів, лекальною лінійкою) не забезпечують необхідної точності. Крім того, перевіряють посадку пальця в шатуні: у «плаваючих пальцях» зазор звичайно лежить в межах 0,01-0,02 мм, а у фіксованих пальців натяг складає в середньому 0,02-0,04 мм.
Складання поршнів з шатунами виконується різними способами залежно від того, який тип пальців використовується. «Плаваючий палець» входить в отвір бобишки поршня «від руки». Важливо тільки не переплутати напрям встновлення деталей і не забути змастити палець маслом. Далі слід встановити в канавки нові стопорні кільця, причому їх стики повинні бути орієнтовані у напрямку руху поршнів, інакше кільце може вискочити з канавки при роботі двигуна. З цієї ж причини не можна використовувати вживані стопорні кільця.
У деяких старих вітчизняних двигунів посадка пальця в поршні може бути дуже щільною. Використовувати молоток для «забивання» пальців не можна, достатньо прогріти поршні до 60-80ºС і пальці легко увійдуть в отвір.
В конструкціях з фіксованим пальцем складання складніше. По-перше, необхідний обтискач, який забезпечує точну установку пальця по середині поршня. Крім того, шатун слід нагрівати в муфельній печі, в крайньому випадку на електроплиті до 280-320ºС, щоб палець вільно увійшов до отвору його верхньої головки. У жодному випадку не можна використовувати відкрите полум’я для нагріву шатуна, а також «забивати» палець молотком.
Встановлення поршнів у блок-картер. На початку цієї операції необхідно обов`язково перевірити відповідність розмірних груп поршнів і гільз циліндрів. Перед встановленням у блок-картер поршнів у складі з кільцями і шатунами необхідно протерти чистою м’якою тканиною дзеркало гільз циліндрів, зовнішню поверхню поршнів та нижню головку шатуна з встановленими вкладишами та змастити їх моторним маслом.
Замки поршневих кілець, розміщених поруч, повинні знаходитися під кутом 180º один відносно іншого. Поршень встановлюють у гільзу за допомогою спеціального пристрою або конусної оправки і технологічної гільзи. Для обжиму кілець під час встановлення поршня у гільзу використовують також спеціальні стрічкові або конічні обтискачі. Встановлюючи поршні з шатунами у блок-картер, необхідно перевірити напрям збирання (на поршнях іноземного виробництва ставиться стрілка, яка вказує на передній носок колінчастого валу; стрілка нанесена на днищах поршнів двигунів СМД-60 і СМД-62 при складанні повинна спрямоуватись до водяного насосу; в двигунах ЯМЗ зміщення камер згорання в поршнях повинно бути направлене до осі дизеля).
Далі поршні проштовхуються в циліндр легкими ударами рукоятки молотка. При цьому треба стежити, щоб поршень просовувся без зусиль, інакше можна зламати кільця (частіше за все помилки на цій операції приводять до поломки коробчатого маслоз`ємного кільця або неприпустимої деформації дисків набірного кільця). Після затягування болтів кришок шатунів обов’язково контролюється величина виступу днища поршнів над верхньою площиною блоку (при положенні поршнів у ВМТ). Ця величина значення визначається заводом-виробником двигуна. Якщо таких даних немає, то з урахуванням товщини прокладки, зазор між поршнем і головкою блоку не повинен бути менше 1 мм.
Виступання (заглиблення) поршня для дизелів СМД-60 та СМД-62 – не більше 0,5 мм. Замірюють його індикаторним пристроєм.
Після затягування динамометричним ключем необхідно перевірити момент прокручування колінчастого валу, який не повинен перевищувати 50 Нм.
Під час подальшого виконання технологічного процесу складання двигуна встановлюють наступні його складові частини: масляний насос і піддон нижньої кришки блок-картера; розподільний вал, картер шестерень і передню кришку; головку циліндрів і клапанний механізм; паливний насос і форсунки.
З метою встановлення оптимальної шорсткості поверхонь деталей двигуна в з’єднаннях, виявлення різних дефектів, підготовки з’єднань двигуна до сприйняття ними експлуатаційних навантажень, після завершення всіх необхідних складальних операцій, обов’язково виконують холодну і гарячу обкатку двигуна при його роботі без навантаженнь і під навантаженням, а також приймально-здавальні випробування двигуна на потужність і витрату палива.