

Задачі до п. 3.4
(визначення похибок базування)
Задача 3.4
Визначити похибку
базування при токарній обробці заготовки
на жорсткій оправці, якщо діаметр оправки
![]() ,
а діаметр отвору заготовки
,
а діаметр отвору заготовки![]() (див.
рисунок 3.21).
(див.
рисунок 3.21).
Задача 3.5
Визначити похибку
базування гладкого валу на нерухому
призму з кутом
![]() при фрезеруванні паза(таблиця
3.2), якщо
потрібно витримати розмір
при фрезеруванні паза(таблиця
3.2), якщо
потрібно витримати розмір
![]() .
Діаметр бази
.
Діаметр бази![]() .
.
Задача 3.6
Визначити похибку базування при обробці вказаних поверхонь (рисунок 3.27, таблиця 3.3).
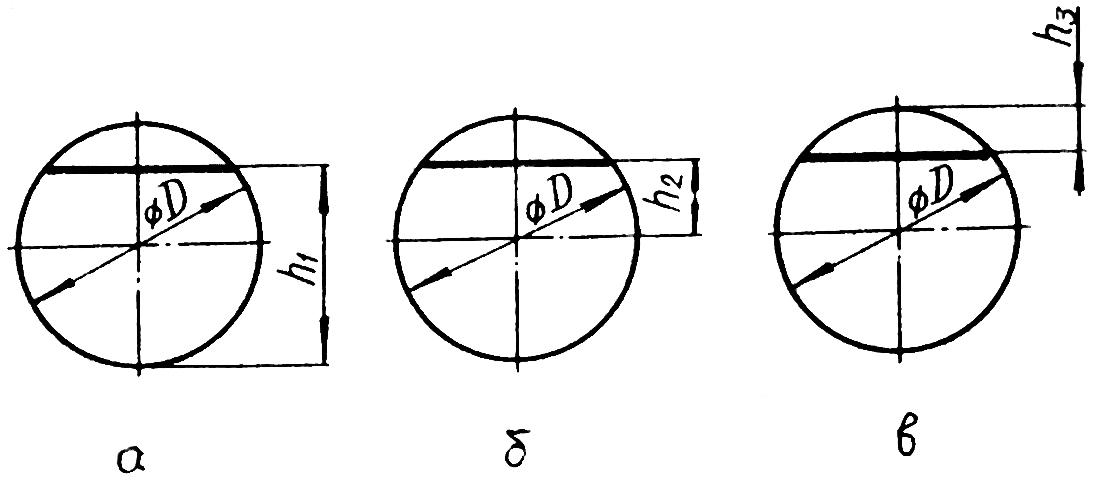
Рисунок 3.27. Задання розміру лиски на валику
Таблиця 3.3
-
Варіант
Розміри
D
h1
h2
h3
α
1

60
2
90
3
120
4
180
5

60
6
90
7
120
8

180
9
60
10
90
11
120
12
180
Задача 3.7
Визначити, чи буде
забезпечена симетричність паза
![]() відносно зовнішнього профілю в межах
0,1мм(рисунок
3.28, а) при
різних схемах встановлення заготовки
(рисунок
3.28, б-д).
Похибка методу обробки за розташуванням
оброблюваної поверхні відносно бази –
0,08 мм. Похибку закріплення не враховувати.
відносно зовнішнього профілю в межах
0,1мм(рисунок
3.28, а) при
різних схемах встановлення заготовки
(рисунок
3.28, б-д).
Похибка методу обробки за розташуванням
оброблюваної поверхні відносно бази –
0,08 мм. Похибку закріплення не враховувати.
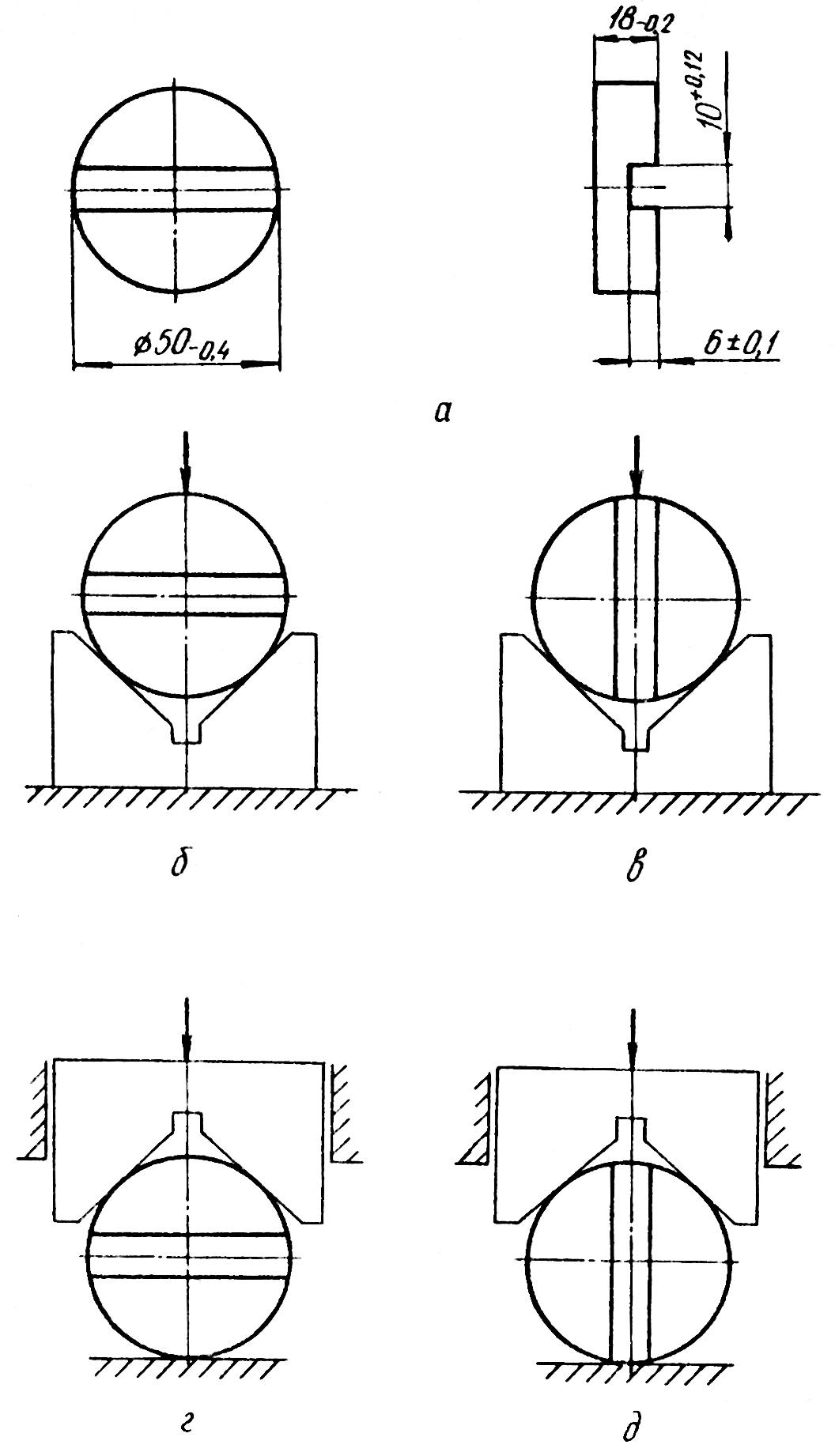
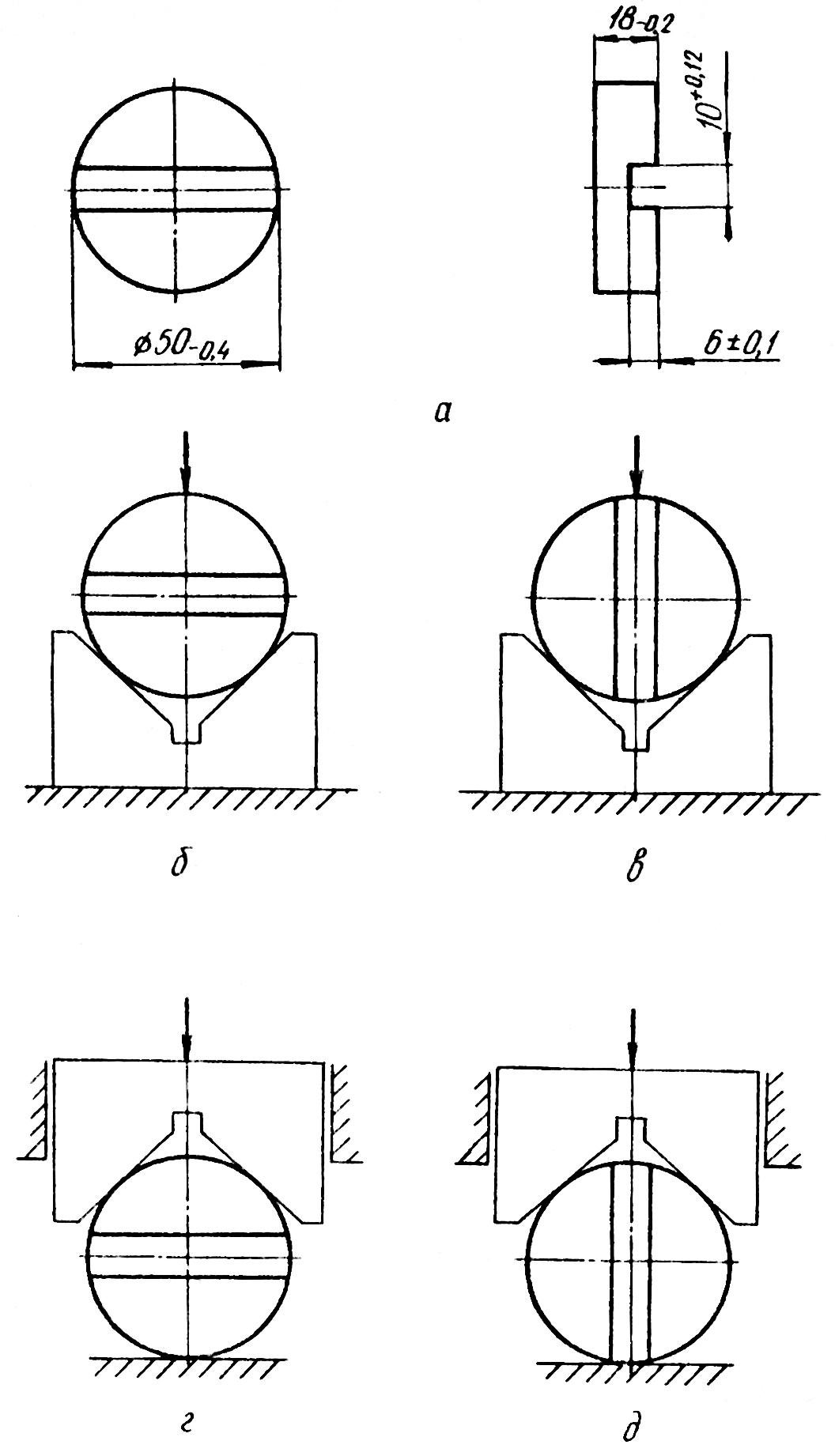
Рисунок 3.28. До задачі 3.7
Задача 3.8
Визначити похибки базування за координатами X і Y при обробці (рисунок 3.29):
поверхонь 1 і 2;
поверхонь 3 і 4.
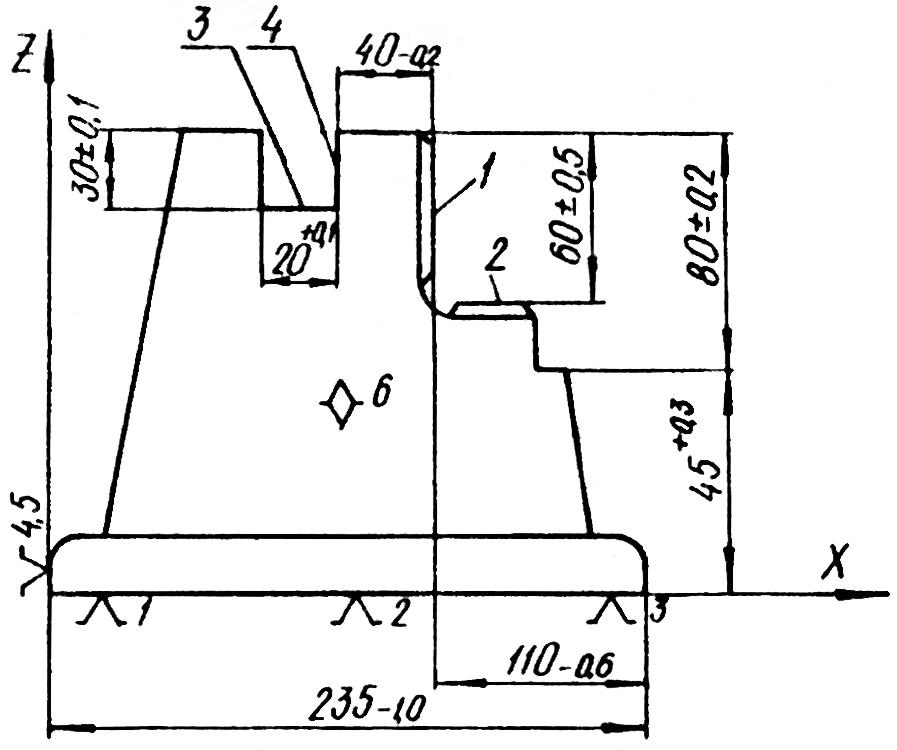
Рисунок 3.29. До задачі 3.8
Задача 3.9
Визначити найбільшу кутову похибку при встановленні оброблюваної заготовки на два отвори (рисунок 3.30, таблиця 3.4).
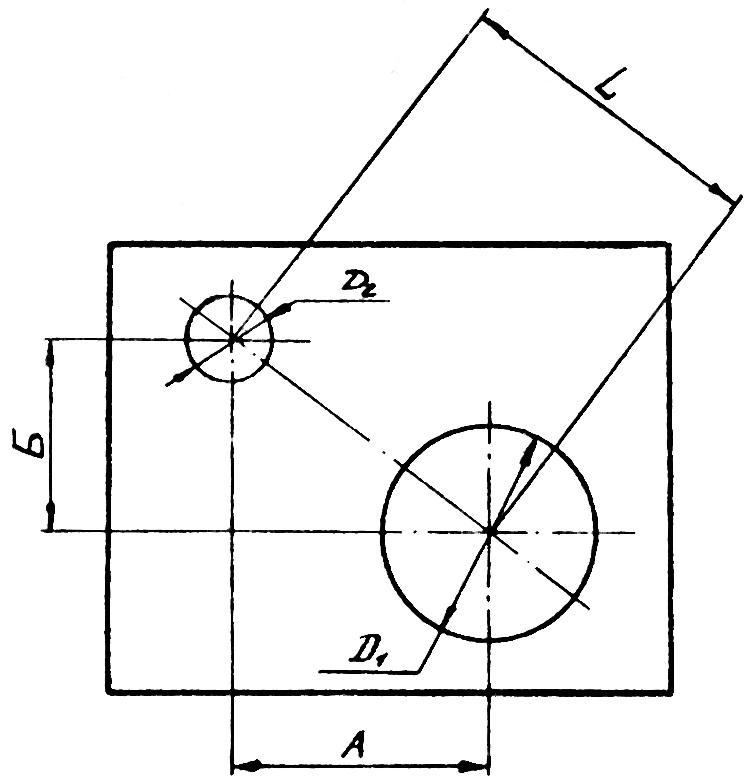
Рисунок 3.30.До задачі 3.9
Таблиця 3.4
|
Номер варіанту |
Діаметр базових отворів заготовки, мм |
Діаметр установчих пальців |
Розміри розташування базових отворів | ||||
|
D1 |
D2 |
d1 |
d2 |
A |
Б |
L | |
|
1 |
|
|
|
|
200 |
150 |
- |
|
2 |
|
|
|
|
220 |
150 |
- |
|
3 |
|
|
|
|
- |
- |
170 |
|
4 |
|
|
|
|
- |
- |
240 |
|
5 |
|
|
|
|
300 |
320 |
- |
|
6 |
|
|
|
|
250 |
200 |
- |
|
7 |
|
|
|
|
- |
- |
250 |
|
8 |
|
|
|
|
- |
- |
150 |
|
9 |
|
|
|
|
130 |
130 |
- |
|
10 |
|
|
60 |
8 |
150 |
150 |
- |
|
11 |
|
|
|
|
- |
- |
145 |
|
12 |
|
|
|
|
180 |
200 |
- |
Задача 3.10
На горизонтально-фрезерному верстаті набором фрез виконують обробку поверхонь 1, 2, 3, 4 (рисунок 3.31). Визначити похибки базування при виконанні розмірів А1, А2, А3, Б1, Б2, Б3. Вказати розміри, на точність виконання яких впливає несталість сили затискання Q заготовки.
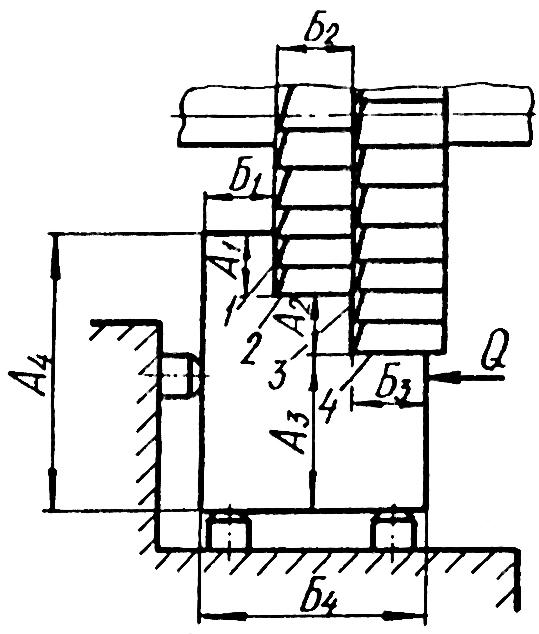
Рисунок 3.31. Схема обробки заготовки
Задача 3.11
На вертикально-свердлильному верстаті проводять обробку ступінчастого отвору комбінованим зенкером (рисунок 3.32). Визначити похибки базування при одержанні розмірів А1, А2, А3, Б1, D1 і D2.
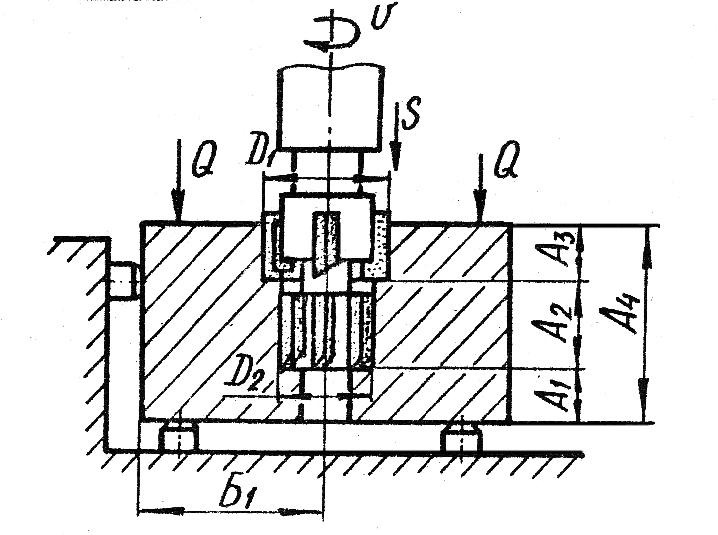
Рисунок 3.32. Схема обробки отвору
Задача 3.12
Визначити похибки базування при виконанні розмірів А1, Б1, А2, А3 при зенкеруванні отвору і підрізанні торця бобики на вертикально-свердлильному верстаті (рисунок 3.33).
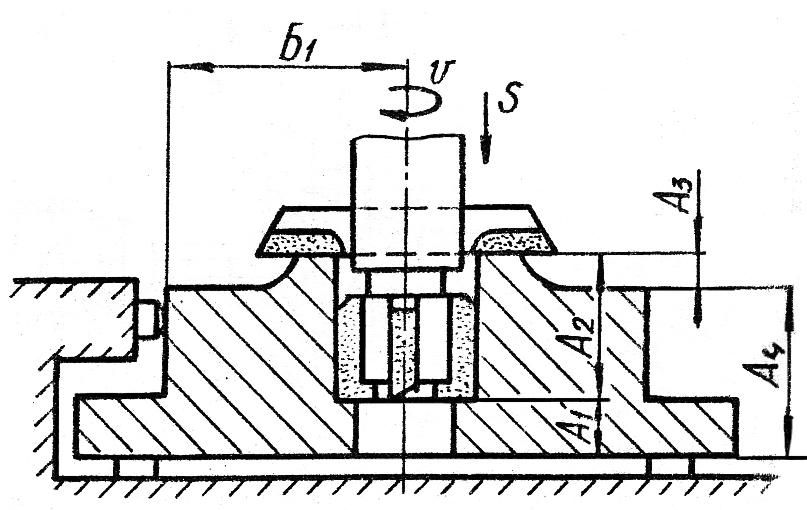
Рисунок 3.33. Схема обробки отвору
Задача 3.13
При
обробці уступів заготовки на
горизонтально-фрезерному верстаті
(рисунок
3.34)
можливі два варіанта її встановлення.
Визначити можливість одержання точності
розмірів А1,
А2,
Б1,
Б2,
якщо
![]() ,
похибка методу обробки
,
похибка методу обробки![]() ,
а кут призми
,
а кут призми![]() .
.
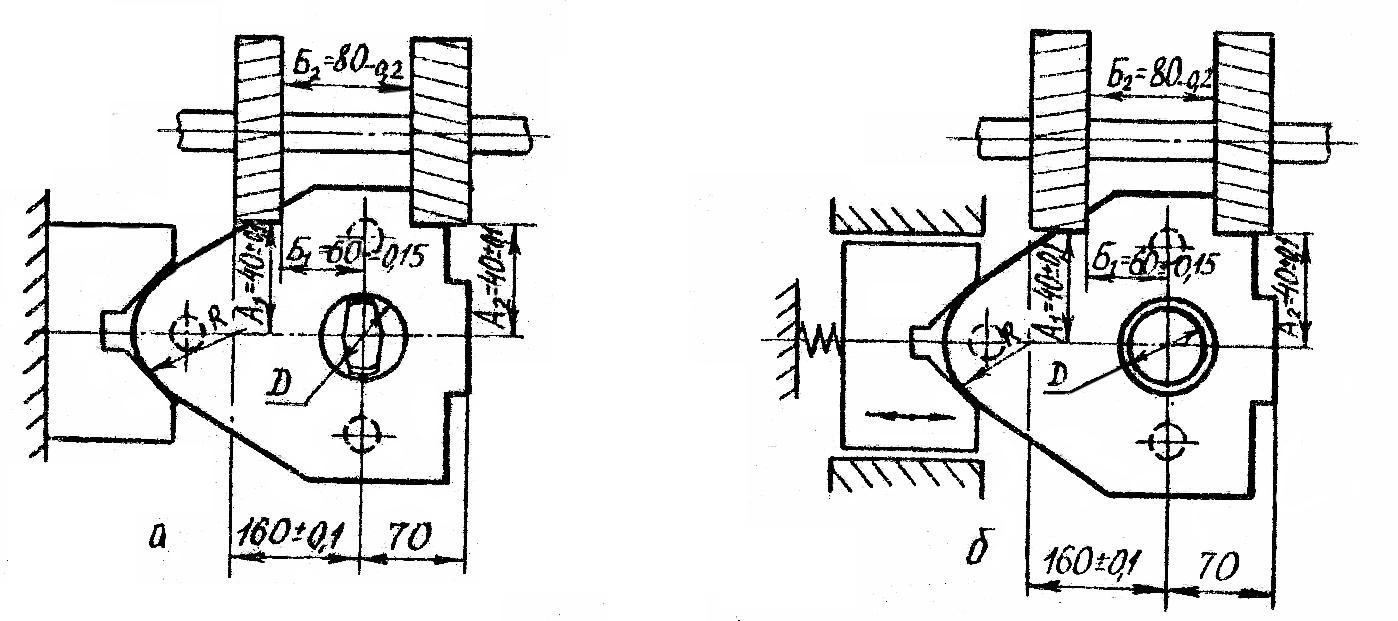
Рисунок 3.34. Схема встановлення заготовки при фрезеруванні
Задача 3.14
При встановленні заготовок на плоску поверхню і два отвори проводять обробку поверхонь 1, 2, 3 і паза, витримуючи розміри А1, А2, А3, А4, Б1, Б2, В1 (рисунок 3.35). Вимагається:
1)
визначити похибку базування для вказаних
розмірів, якщо відомо, що базові отвори
заготовок D1
і
D2
виконанні
з допуском
![]() ,
установочні пальціd1
і
d2
– з допуском
,
установочні пальціd1
і
d2
– з допуском
![]() ,
а мінімальний зазор у з’єднанні базових
отворів з установочними пальцями
,
а мінімальний зазор у з’єднанні базових
отворів з установочними пальцями![]() .
Розмір між осями базових отворівL0
виконаний
з відхиленнями
.
Розмір між осями базових отворівL0
виконаний
з відхиленнями
![]() ;
;
2)
визначити, чи можлива обробка поверхонь
1 і 3 одночасно набором фрез, якщо задана
точність для розмірів А1
і А4
-ТА1=Т4=0,15мм,
а середньо економічна точність прийнятого
методу обробки
![]() ;
;
3)
визначити максимально можливо похибку
перпендикулярності поверхонь 1 і 3
відносно поверхні 2, якщо
![]() .
.
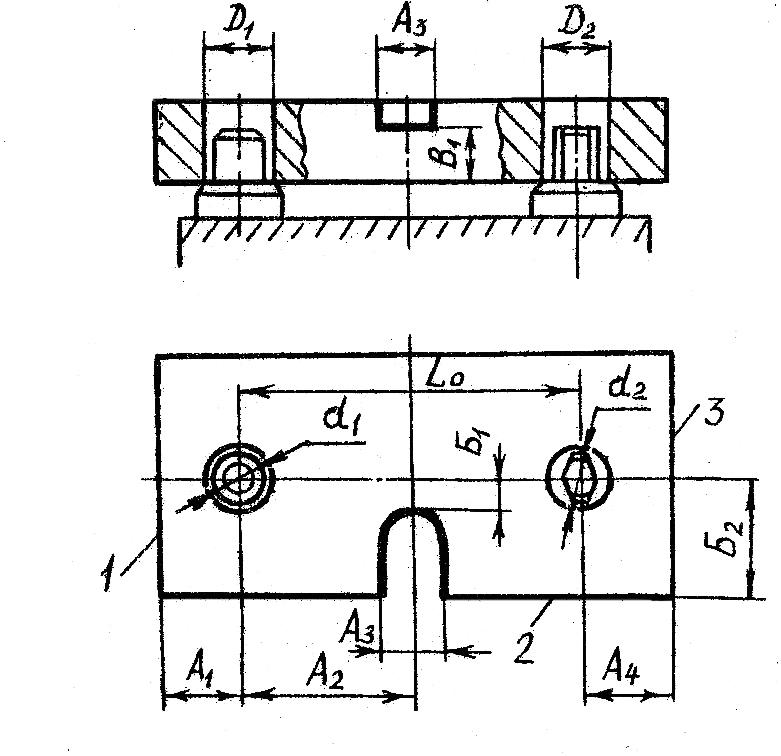
Рисунок 3.35. Схема встановлення заготовки