

Приклад перший до п. 3.4
Визначити похибку
базування при фрезеруванні паза (рисунок
3.20), якщо вал встановлено в призмі з
кутом
![]() .
.
Розв’язання.
За таблицею 3.2 знаходимо,
що задання розміру глибини пазу відповідає
схемі 2. Для кута
![]() коефіцієнт
коефіцієнт![]() .
Тоді за формулою (3.1):
.
Тоді за формулою (3.1):
![]()
Таблиця 3.2 Значення коефіцієнта
-
Номер
схеми
Положення конструкторської бази
Значення коефіцієнта k при куті призми
60º
90º
120º
180º
1
1,5
1,21
1,08
1,0
2
0,5
0,21
0,08
0
3
1,0
0,7
0,58
0,5
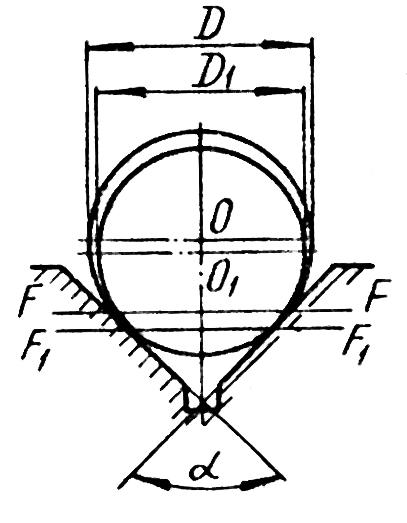

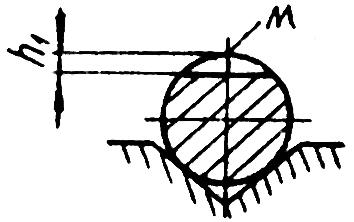
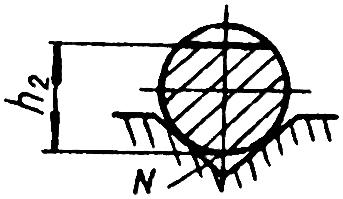
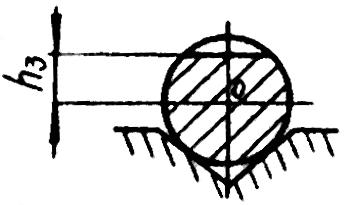
Рисунок 3.19. Виникнення
похибки розмірів при встановленні
заготовок на призму
Рисунок 3.20. Схема
встановлення вала при обробці шпонкового
пазу
3) Похибка базування при встановленні за отвором. Похибка базування при встановленні за циліндричним отвором на жорстку оправку з’являється внаслідок наявності зазору між отвором і оправкою.
Конструкторською базою в даному випадку є вісь отвору, а технологічною базою – поверхня отвору. Не збігання баз унаслідок наявності зазору і приводить до появи похибки базування:
εδ=Smax=Smin+TA+TB (3.2)
де Smax, Smin – максимальний і мінімальний зазори між отвором заготовки і оправкою; TA, TB – відповідно допуск на діаметр отвору і оправки.
Максимально можливе не збігання осі отвору й осі обробленої зовнішньої поверхні (ексцентриситет) при цьому:
e=0,5εδ
Приклад другий до п.3.4
Чистове шліфування
зовнішньої циліндричної поверхні втулки
(рисунок 3.21) виконується на оправці з
посадочним діаметром 25-0,014
мм. Базовий отвір має розмір ø25
![]() .
Визначити похибку базування втулки.
.
Визначити похибку базування втулки.
Розв’язання.
В даному випадку:
Smin=0,025; TA=0,085-0,025=0,060 мм; TB=0,014 мм.
Отже, похибка базування
εδ=0,025+0,060+0,014=0,099 мм.
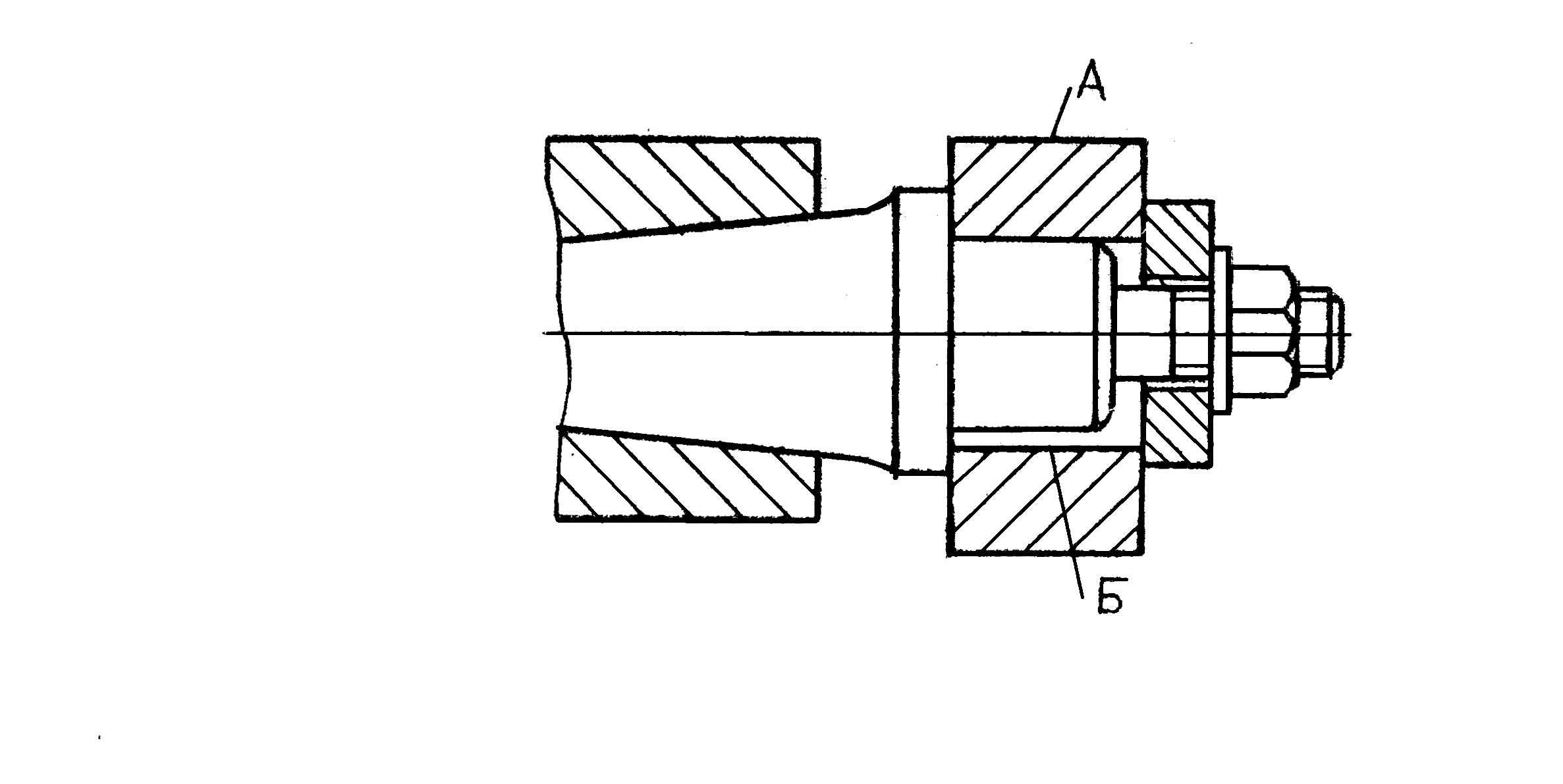
Рисунок 3.21. Схема встановлення втулки на жорсткій оправці
4) Похибка базування при встановленні на площину і два отвори. Похибка базування в горизонтальній площині проявляється в зміщенні заготовки при виборі зазорів між отвором і пальцями в один і різні боки. Внаслідок цього технологічна база – поверхня отвору і вимірювальна база – його вісь не збігається.
При встановленні на площину і два отвори похибки базування деталі виникають у результаті зміщення останньої в напрямку розмірів А1 і А2 внаслідок вибирання зазорів в одному напрямку (рисунок 3.22, а) чи перекосу в площині базування відносно осей пальців унаслідок вибирання зазорів у різних напрямках (рисунок 3.22, б).
Похибки базування дорівнюватимуть:
в напрямках розмірів А1 і А2
εбА1 = εбА2 = Smax (3.3)
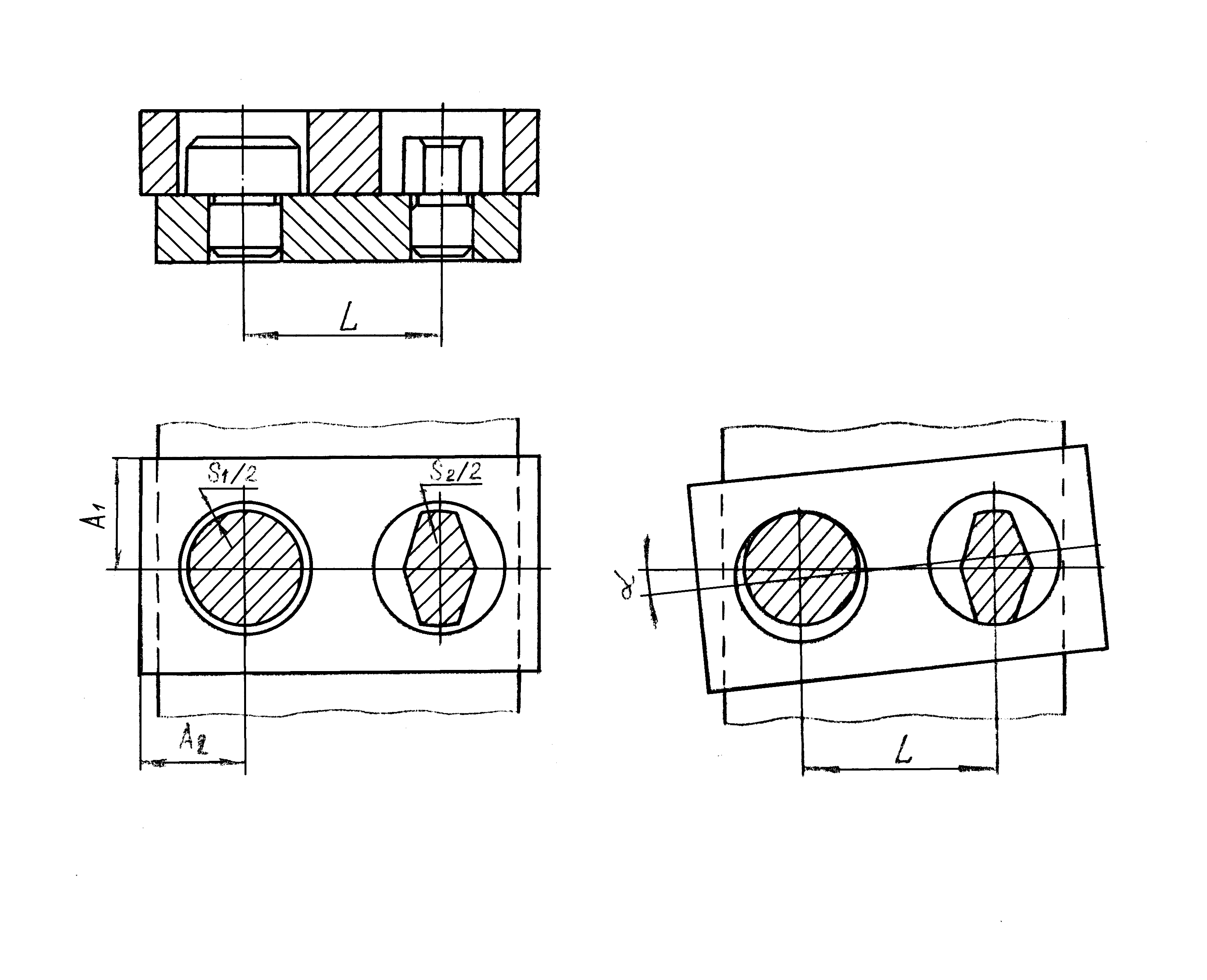
Рисунок 3.22 Схема встановлення пластини на площину і два отвори
найбільш можливий кут перекосу деталі
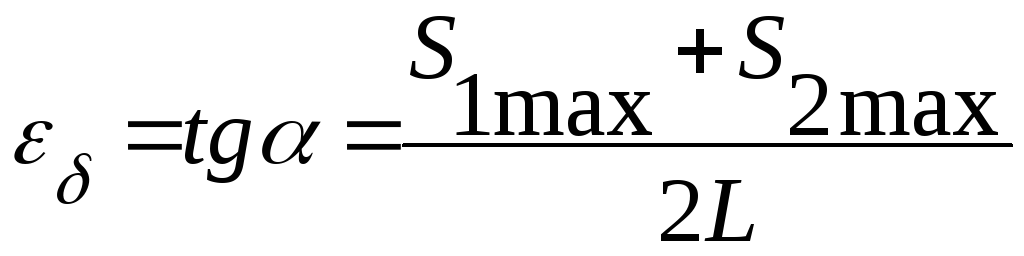 (3.4)
(3.4)
де S1max, S2max, - максимальний зазор у з’єднанні базового отвору відповідно з першим і другим пальцем;
L – відстань між центрами базових отворів (номінальний розмір).
Посадка отворів на пальці виконується, як правило, за посадками H7/f7 або H7/g6.
Перекіс заготовки на кут α впливає не тільки на точність розмірів, а й на точність відносного розташування оброблюваних поверхонь відносно баз (А1, А2 і α на рисунку 3.23).
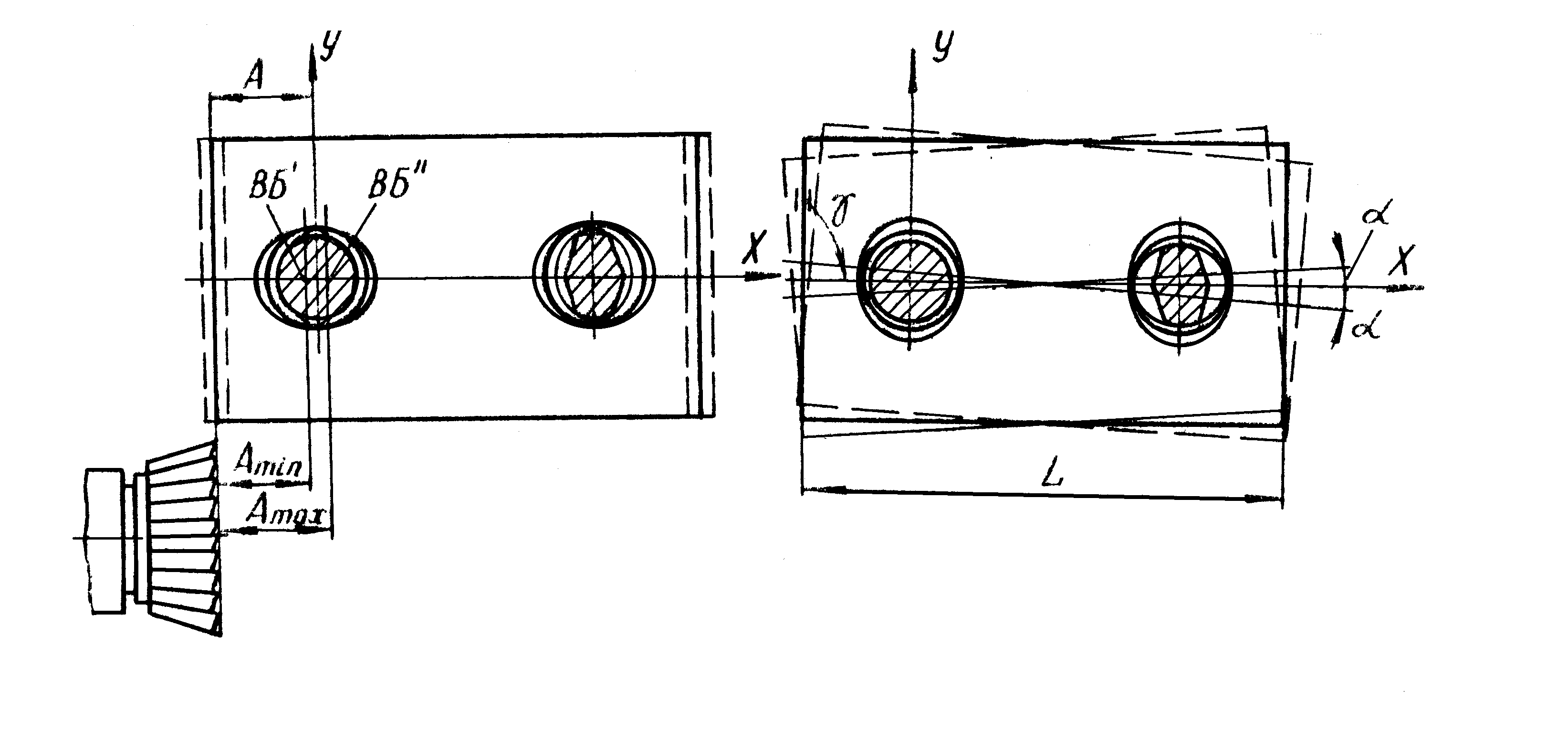
Рис. 3.23. Схема виникнення похибки базування
5) Похибка базування при встановленні за конусним отвором. При такому встановленні деталі на жорсткий конусний палець (рисунок 3.24) похибка базування в напрямку розміру Н виникає в результаті зміни розміру А, яке відбувається через коливання величини d конусного отвору.
Величина похибки базування визначають за формулою
 (3.5)
(3.5)
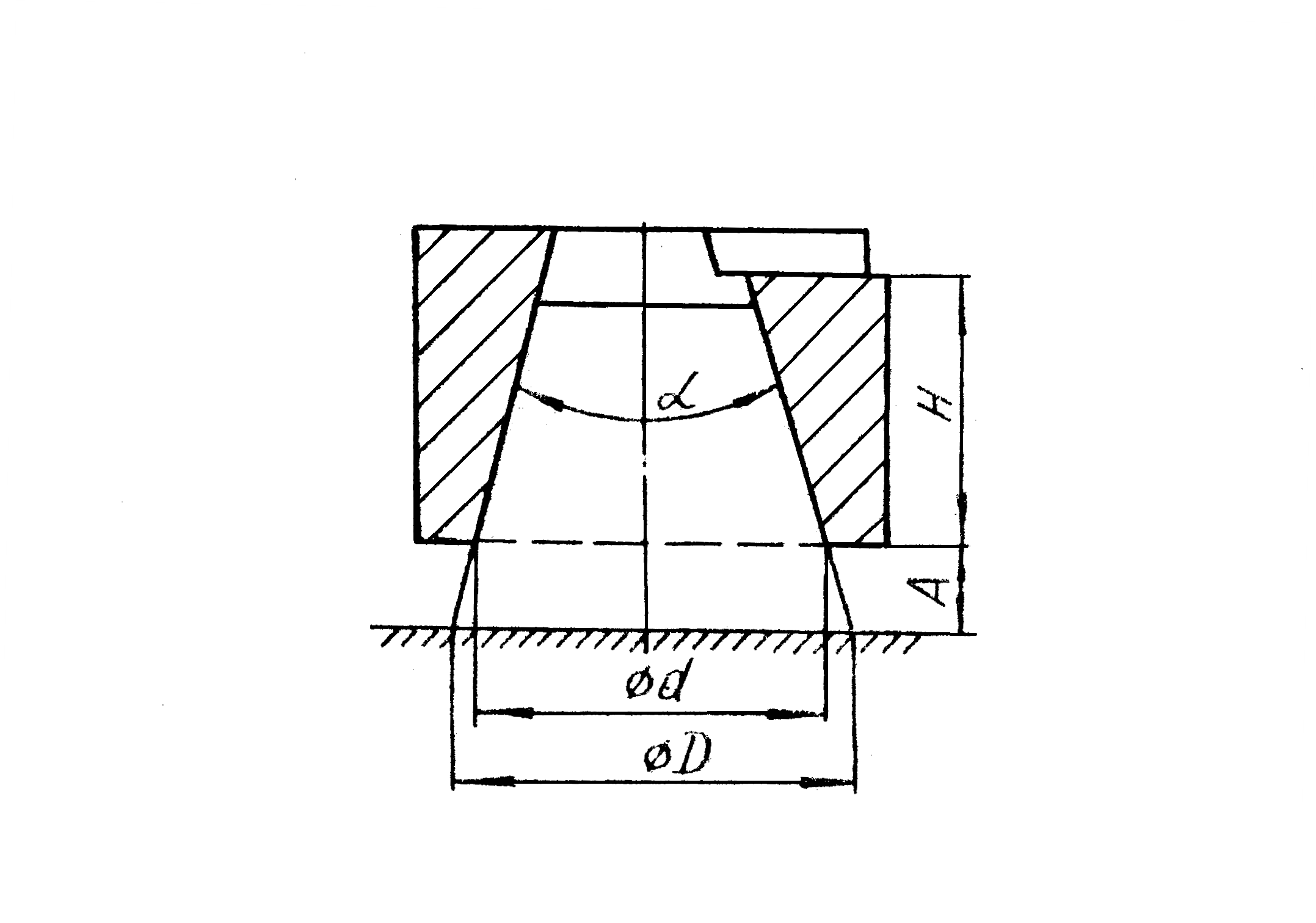
Рисунок 3.24. Схема встановлення заготовки на конічний отвір
6) Похибка базування при встановленні в центрах. Ця похибка базування виникає внаслідок похибки виконання центрових отворів. У результаті не забезпечуються фіксоване положення вала в поздовжньому напрямку (рисунок 3.25, а). Вимірювальна база (лівий торець вала) і технологічна база (вершина центрового отвору) не збігаються.
У партії заготовок внаслідок неоднакової глибини центрових отворів їх діаметр змінюється від Dmin до Dmax (рисунок 3.25, б). У зв’язку з цим при підтисканні заднім центром буде змінюватися положення лівого вала (вимірювальної бази) відносно встановленого на розмір А різця.
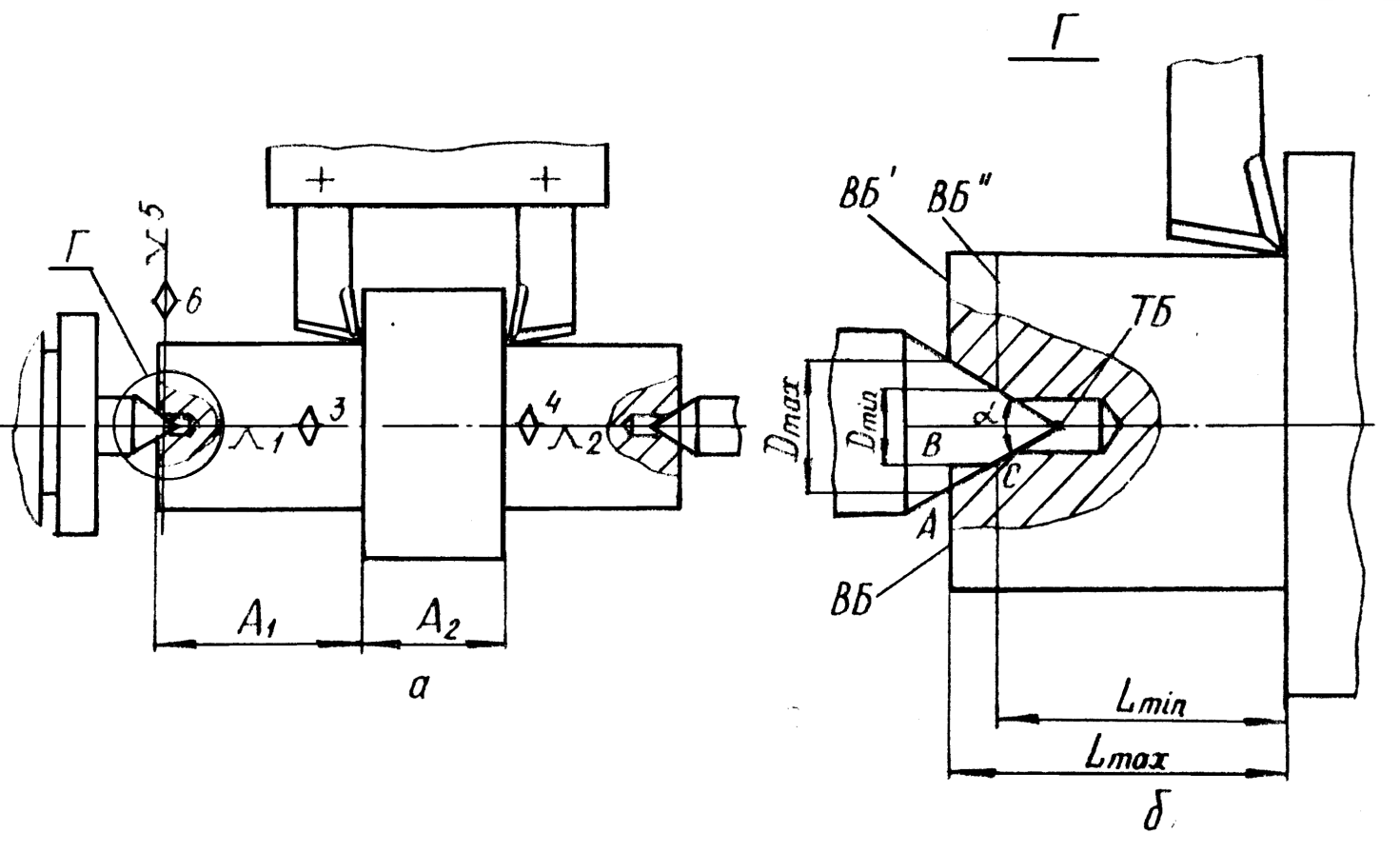
Рисунок 3.25. Схема встановлення вала в центрах
Тоді похибка базування
![]()
з трикутника АВС
 (3.6)
(3.6)
Шляхи зменшення похибки базування:
а) підвищити точність зацентровки – контролювати глибину центрового гнізда калібром;
б) сортувати заготовки за діаметром центрових гнізд на розмірні групи з наступним підналагодженням системи при переході на обробку валів з центровими отворами нової розмірної групи.
Шляхи виключення похибки базування:
а) застосувати плаваючий передній центр, суміщаючи технологічну і вимірювальну базу (рисунок 3.26, а). При підтисканні заготовки 1 заднім центром плаваючий центр 2 утоплюється в корпусі 3 до тих пір, поки торець заготовки не упреться в торець корпуса (або в спеціальний упор). При цьому незалежно від глибини (діаметра) центрового отвору, торці всіх заготовок партії займуть цілком визначене положення, технологічна і вимірювальна бази сумістяться. Потрібне положення фіксується гвинтом 4. Однак при цьому слід пам’ятати, що в наслідок посадок із зазором у з’єднаннях плаваючого центра жорсткість системи ВПІД буде зменшеною;
б) не використовувати переднє центрове гніздо, встановлюючи, наприклад, лівий кінець вала в цанговому, чи кулачковому патронах з упором в торець (рисунок 3.26, б, в);
в) поздовжні розміри задавати від технологічної бази – вершини центрового гнізда (рисунок 3.26, г) При цьому встановлення на передній центр буде забезпечувати суміщення баз. До речі, ряд вітчизняних і зарубіжних автомобільних заводів (ВАЗ, Фіат і ін.) задають у кресленнях колінчастих розподільних та інших валів, півосей заднього моста тощо поздовжні розміри якраз від вершини центрового гнізда, що в умовах автоматизованого або автоматичного виробництва (при багаторазових встановленнях заготовок) дає змогу гарантовано забезпечити точність поздовжніх розмірів.
Якщо при встановленні на центри (в тому числі на плаваючий) виникає похибка від неточності виготовлення (не співвісності С центрових гнізд, то при відстані L між вершинами центрових отворів і куті перекосу γ осі заготовки похибку розміру А можна визначити за формулою
![]() (3.7)
(3.7)
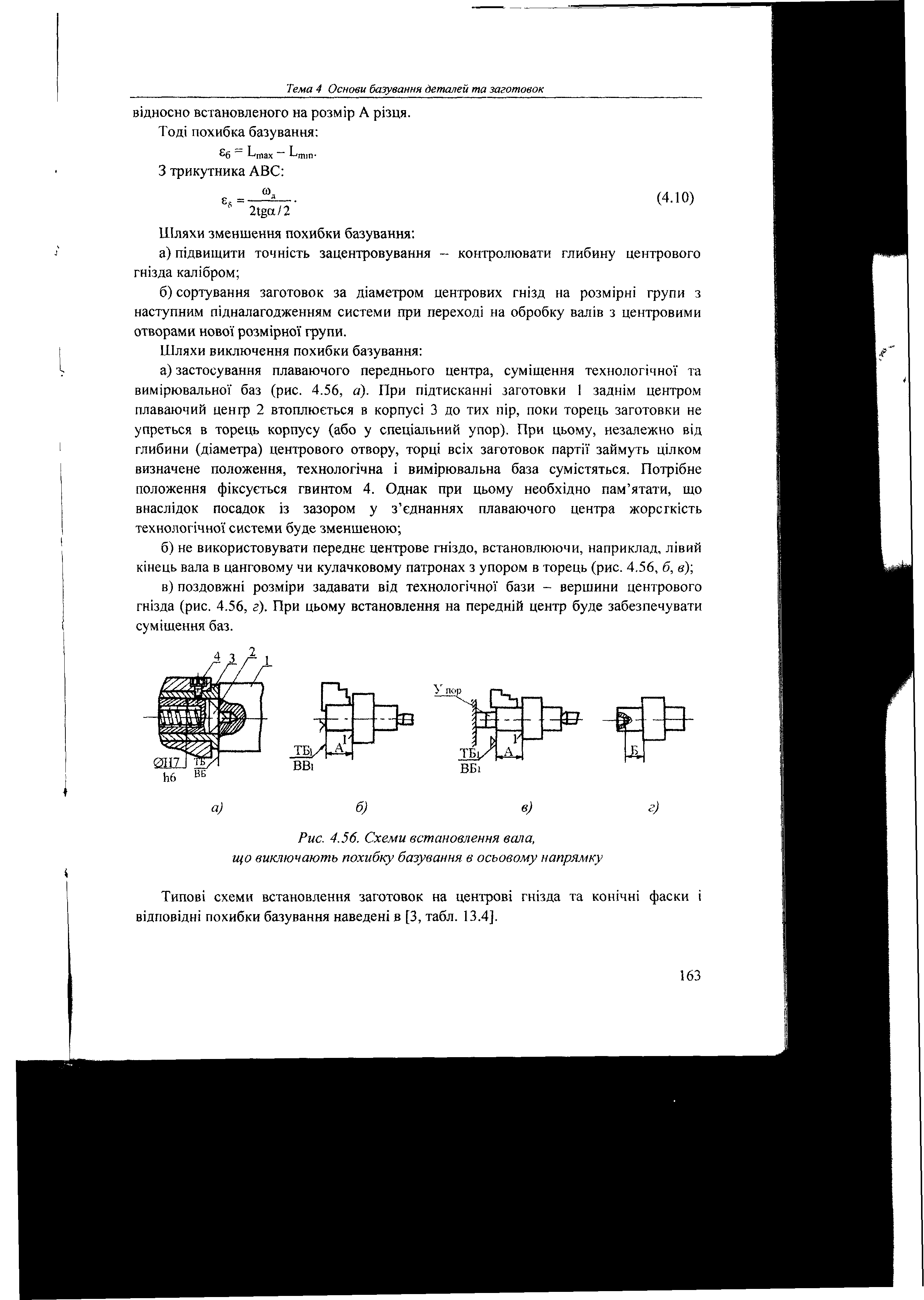
Рисунок 3.26 Схеми встановлення вала, що виключають похибку
базування в осьовому напрямку