

Задача 3.3
Для деталі, показаної на кресленні (розміри поставлені не всі; поверхні, які підлягають обробці, позначені знаком √ ):
1) встановіть, яку поверхню (поверхні) необхідно обробити на першій операції. Запропонуйте можливі варіанти базування (не менше 5-ти) на першій операції. Для кожного варіанту поясніть, які з параметрів, обумовлених на кресленні, досягаються безпосередньо? Які досягаються гірше? Які зовсім не забезпечуються?
2) поясніть за рахунок яких технологічних засобів можливо забезпечити наведені в таблиці параметри (за лімбом, за копіром, за еталоном, за рахунок розмірного регулювання інструменту, шляхом застосування мірного інструменту, за рахунок прийнятої схеми базування, за рахунок обробки різних поверхонь з одного установа та ін.).
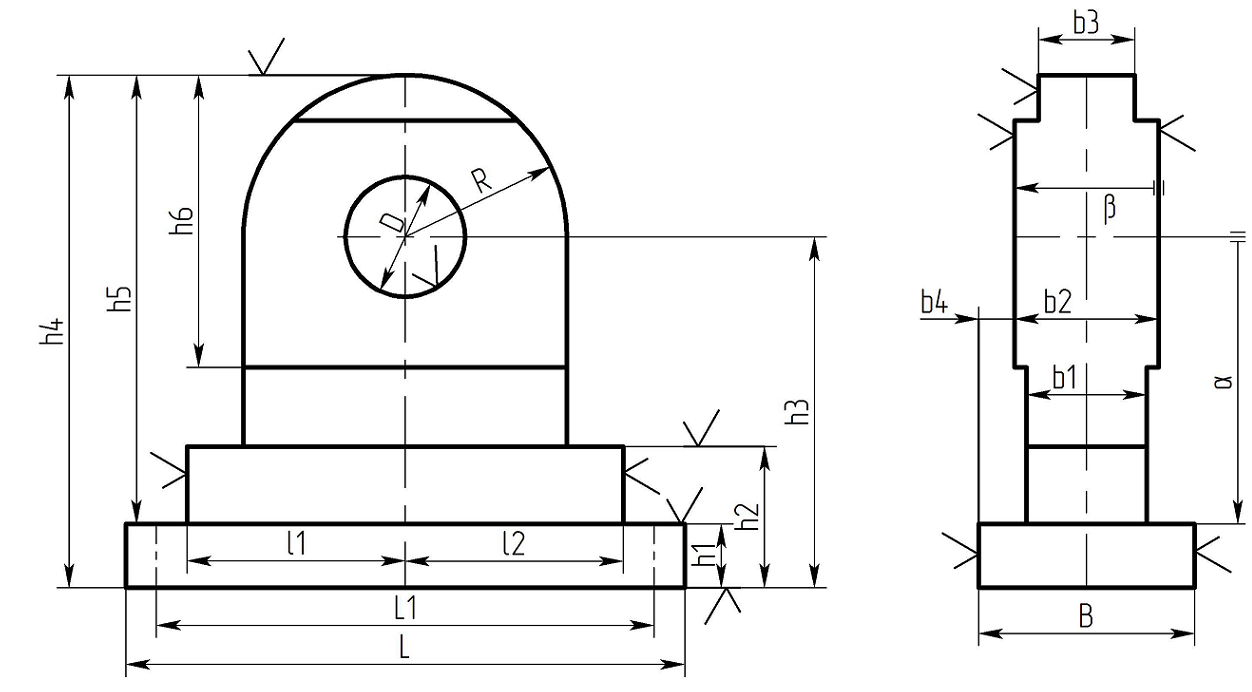
Рисунок 3.18 до задачі3.3
-
№ варіанту
Тип виробництва
Параметри
№ варіанту
Тип виробництва
Параметри
1
О
L1; h3; α
16
О
L1; B; D
2
С
l1; h4; β
17
С
l1; b1; α
3
М
l2; h5; D
18
М
l2; b2; β
4
О
B; h6; α
19
О
B; b3; D
5
С
b1; R; β
20
С
b1; b4; α
6
М
b2; L1; D
21
М
b2; h1; β
7
О
b3; l2; α
22
О
b3; h2; D
8
С
b4; β; B
23
С
b4; h4; α
9
М
h1; b1; D
24
М
h1; h4; β
10
О
h2; b2; α
25
О
h2; l1; D
11
С
h3; b3; D
26
С
h3; l2; α
12
М
h4; b4; D
27
М
h4; B; β
13
О
h1; h5; α
28
О
h5; b1; D
14
С
h2; h6; β
29
С
h6; b2; α
15
М
h3; R; D
30
М
R; b3; β
Література: 4, 5, 17, 40
3.4 Розрахунок похибки базування
1) Похибка базування при встановленні на площину. При встановленні заготовки на площину, яка є конструкторською базою, похибка базування дорівнює нулю.
Під час встановлення заготовки на площину, яка не є конструкторською базою, похибка базування дорівнює допуску на розмір, що безпосередньо зв’язує технологічну і конструкторську бази. У загальному випадку, коли технологічна й вимірювальна бази не паралельні (кут між ними α), вона визначається залежністю ωδ = Тcosα.
2) Похибка базування при встановленні за зовнішньою циліндричною поверхнею на призму. Технологічною базою при такому встановлені (рисунок 3.19) є площина, яка проходить через твірні дотику циліндра з робочими поверхнями призми. Вимірювальна база відповідно до заданих розмірів (таблиця 3.2) твірна М, вісь О, твірна N. При коливанні діаметра в партії заготовок у межах допуску TD від D до D-TD технологічна база займає положення відповідно F-F і F1-F1 (рисунок 3.2). Таким чином, у всіх випадках має місце похибка базування внаслідок не суміщення баз.
Величина похибки базування при встановленні зовнішньої циліндричної поверхні на призму залежить від допуску на діаметр циліндра, кута призми і положення конструкторської бази. Можливі три випадки в задані розміру: а) від верхньої твірної; б) від нижньої твірної; в) від центра деталі (таблиця 3.2).
Похибка базування при встановленні заготовки циліндричними поверхнями на призму визначається виразом:
εδ=k T (3.1)
де k – коефіцієнт; Т – допуск діаметра бази, мм.
Числові значення коефіцієнта k для різних кутів α призми приведені в таблиці 3.2.