

Приклад другий до п.3.1
Валок каландра (рисунок 3.2 а) машини для прокатки гумового листа для одержання достатньої стійкості проти спрацювання відливають у комбіновану форму: бочку – в металеву форму (кокіль), а цапфи – в земляну форму. На робочій поверхні з’являється твердий
відбілений шар. Оскільки твердість з глибиною зменшується, для досягнення рівномірного спрацювання необхідно при обточуванні бочки зняти з її поверхні рівномірний припуск, а для цього на першій операції – зацентруванні, слід базувати валок на поверхню бочки (рисунок 3.2 б) . При цьому центрові гнізда одержуються практично концентричними бочці (Б1 =Б2 = 0), але неконцентричними поверхням шийок. При обточуванні вала в центрах з поверхні бочки знімається рівномірний припуск, що забезпечує потрібну якість робочої поверхні валка. З поверхні цапф унаслідок зміщення форм знімається нерівномірний шар, що на службове призначення валка фактично не впливає (рисунок 3.2 в).
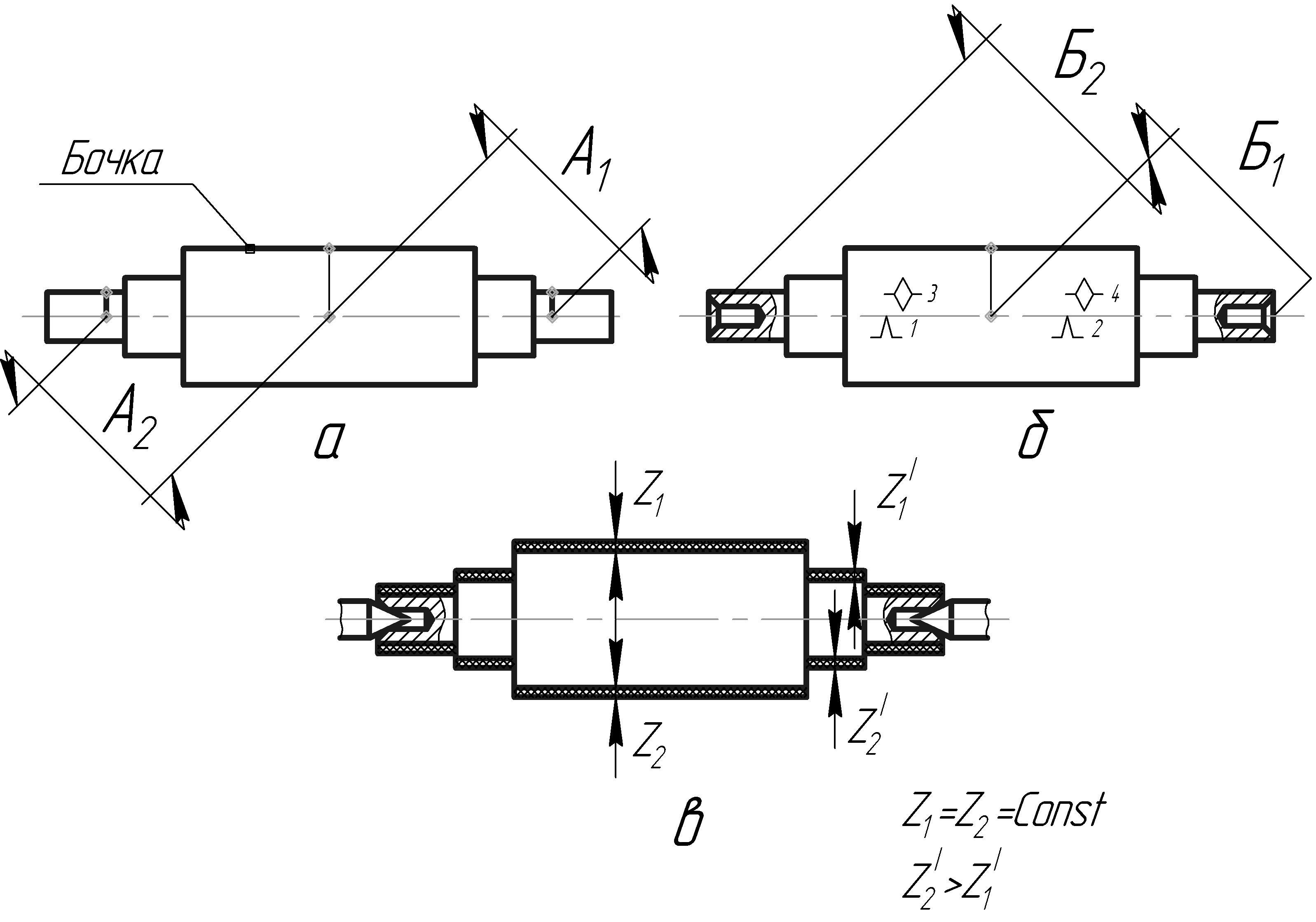
Рисунок 3.2 Базування валка при обробці
Якщо ж при зацентруванні базувати валок на цапфи, то при обточуванні з їх поверхні буде знято рівномірний припуск, але з поверхні бочки нерівномірний, що призведе до нерівномірності твердості поверхневого шару і, як результат, нерівномірне спрацювання, що в свою чергу призведе до коливання товщини гумової стрічки що прокатується.
7) коли з будь-яких причин неможливо встановити заготовку (деталь) на вимірювальну базу, як технологічну базу, можна прийняти будь-яку іншу поверхню, але з обов’язковим додержанням двох умов.
Умова 1. Допуск безпосередньо не витримуваного конструкторського розміру повинен бути більше суми похибок базування і похибки обробки. В нашому прикладі (рисунок 3.3).
![]()
![]()
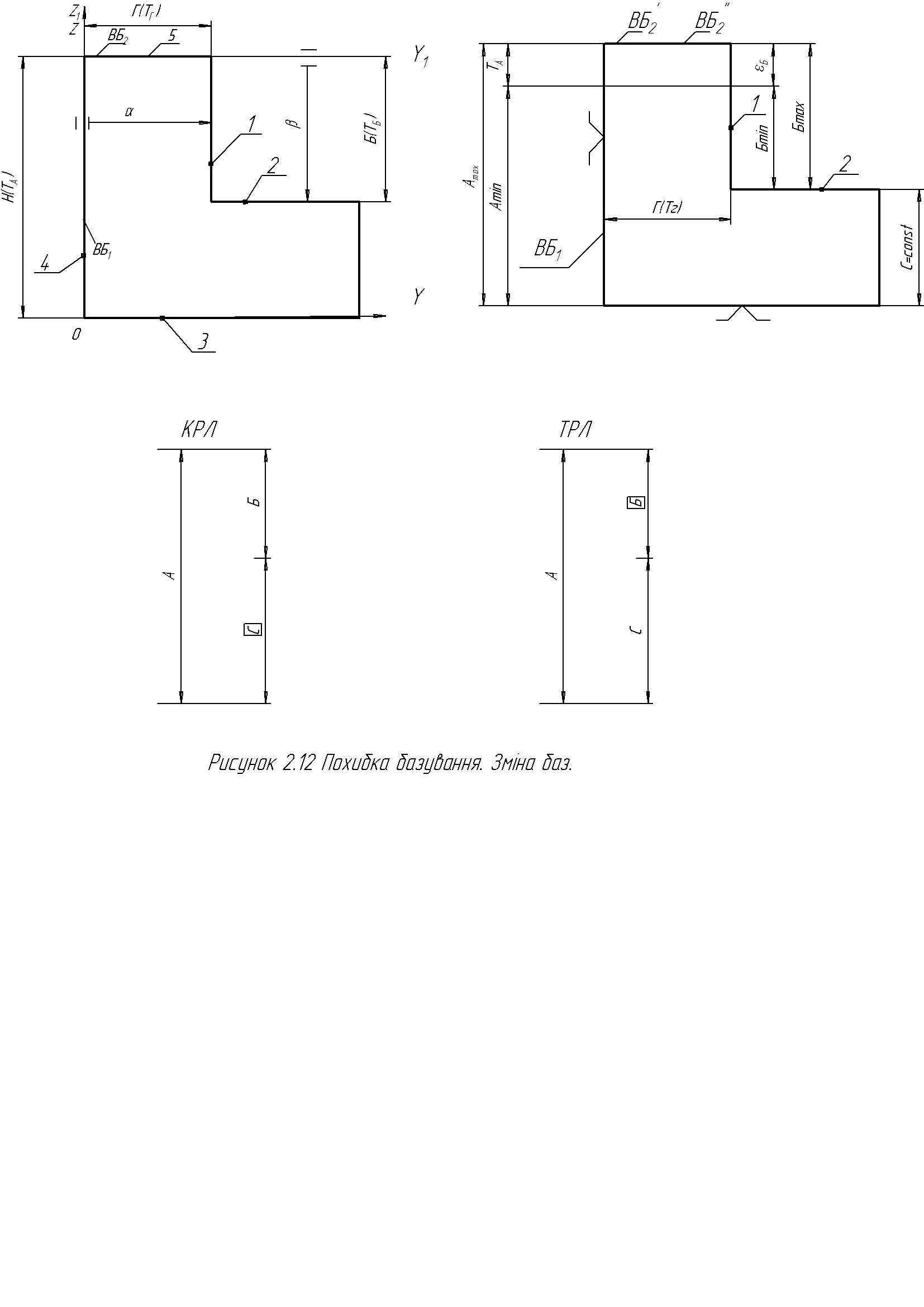
Рисунок 3.3 Похибка базування. Зміна баз
Ця умова застосовується для перевірки можливості використання поверхонь 3 і 4 як технологічних баз. Якщо умова (1) не додержується, то поверхні 3 і 4 не можна використовувати як технологічні бази.
В цьому випадку необхідно:
• підвищити точність методу на операції, де дотримується розмір А
(зменшити
![]() );
);
• підвищити
точність методу даної операції (зменшити
![]() );
);
• змінити технологічний процес таким чином, щоб виключити похибку базування, тобто працювати за конструкторським розмірним ланцюгом. Цю умову можна виконати двома способами: виготовити спеціальний пристрій, або обробити поверхні 1, 2, 5 набором інструментів з одного установлення.
Умова
2.
Необхідно виявити і розв'язати
технологічний розмірний ланцюг з метою
визначення номіналу і відхилення розміру
С що допускаються. Якщо в результаті
розрахунку виявиться, що
![]() ,
то метод може забезпечити потрібну
точність. Якщо ні – необхідно підвищити
точність методу (зменшити
,
то метод може забезпечити потрібну
точність. Якщо ні – необхідно підвищити
точність методу (зменшити![]() ).
).
Якщо обидві ці умови виконані, то використання як технологічних баз поверхонь 3 і 4 можливо;
8) у першу чергу слід вибирати технологічні бази дня досягнення потрібної точності відносних поворотів поверхонь деталей, а потім – для досягнення точності розмірів, які зв'язують поверхні. Ця необхідність викликана тим, що точність ланок-розмірів досягається простіше – методом регулювання (за лімбом), у той час як точність відносних поворотів (паралельність,
перпендикулярність) залежить від верстата і досягається методом повної або неповної взаємозамінності;
9) чим точніше розмір, який зв'язує технологічну базу з оброблюваною поверхнею, тим більшого числа ступенів свободи повинна база позбавляти заготовку.