

Анализ и настройка цепей безлимбовой делительной головки (убдг)
В безлимбовой делительной головке настройка всех цепей осуществляется за счет соответствующих гитар сменных зубчатых колес (рисунок 6.7).
Цепь
простого деления настраивается за счет
гитары деления
![]() (рисунок 6.7,а). Это позволяет настраивать
цепь так, что поворот шпинделя на 1/Z3
часть осуществляется путем полного
числа
оборотов рукоятки (1 , 2 , 3).
(рисунок 6.7,а). Это позволяет настраивать
цепь так, что поворот шпинделя на 1/Z3
часть осуществляется путем полного
числа
оборотов рукоятки (1 , 2 , 3).
Ведущим звеном цепи является рукоятка, ведомым - шпиндель.
 (6.23)
(6.23)
В этих головках в качестве суммирующего механизма используется конический дифференциал, состоящий из солнечной шестерни Z1 двух сателлитов Z2 , водила β (Т - образный вал, на котором сидят конические колеса Z2 ) и ведомой шестерни Z3, передающей движение на вал I.
При
работе цепи простого деления солнечная
шестерня неподвижна, а от гитары деления
движение передается на водило β , которое
перекатывает зубчатые колеса Z2
по Z1
и вращает зубчатое колесо Z3.
Передаточное отношение дифференциала
в этой цепи
![]() :
:
Передаточное отношение цепи простого деления равно
 (6.24)
(6.24)
Напишем
уравнение кинематического баланса,
выражая передаточное отношение гитары
деления
![]() ,
за счет которой настраивается цепь.
,
за счет которой настраивается цепь.
В случае если не представляется возможным настроить цепь за счет гитары простого деления (набор сменных зубчатых колес ограничивает возможность настройки цепи для условия целого числа оборотов рукоятки), необходимо дополнительно настраивать дифференциальную цепь (рисунок 6.7, б).
Рисунок 6.6 Схема наладки безлимбовой делительной головки и фрезерного станка на нарезание косозубого колеса, дисковой модульной фрезой
В
дифференциальной цепи ошибка допускается
при настройке гитары деления (![]() ) на Zф.
Она исправляется за счет дополнительного
вращения солнечной шестерни Z1.
) на Zф.
Она исправляется за счет дополнительного
вращения солнечной шестерни Z1.
допускается при
настройке
![]() на
на
![]() ,
где
,
где
![]()
 ;
;
 ; (6.27)
; (6.27)
 ; (6.28)
; (6.28)
Как видим, эта формула аналогична формуле для настройки дифференциальной цепи лимбовой головки.
При настройке безлимбовой делительной головки на обработку винтовых поверхностей рассматривается аналогичная цепь (рисунок 6.7,в).

 (6.29)
(6.29)
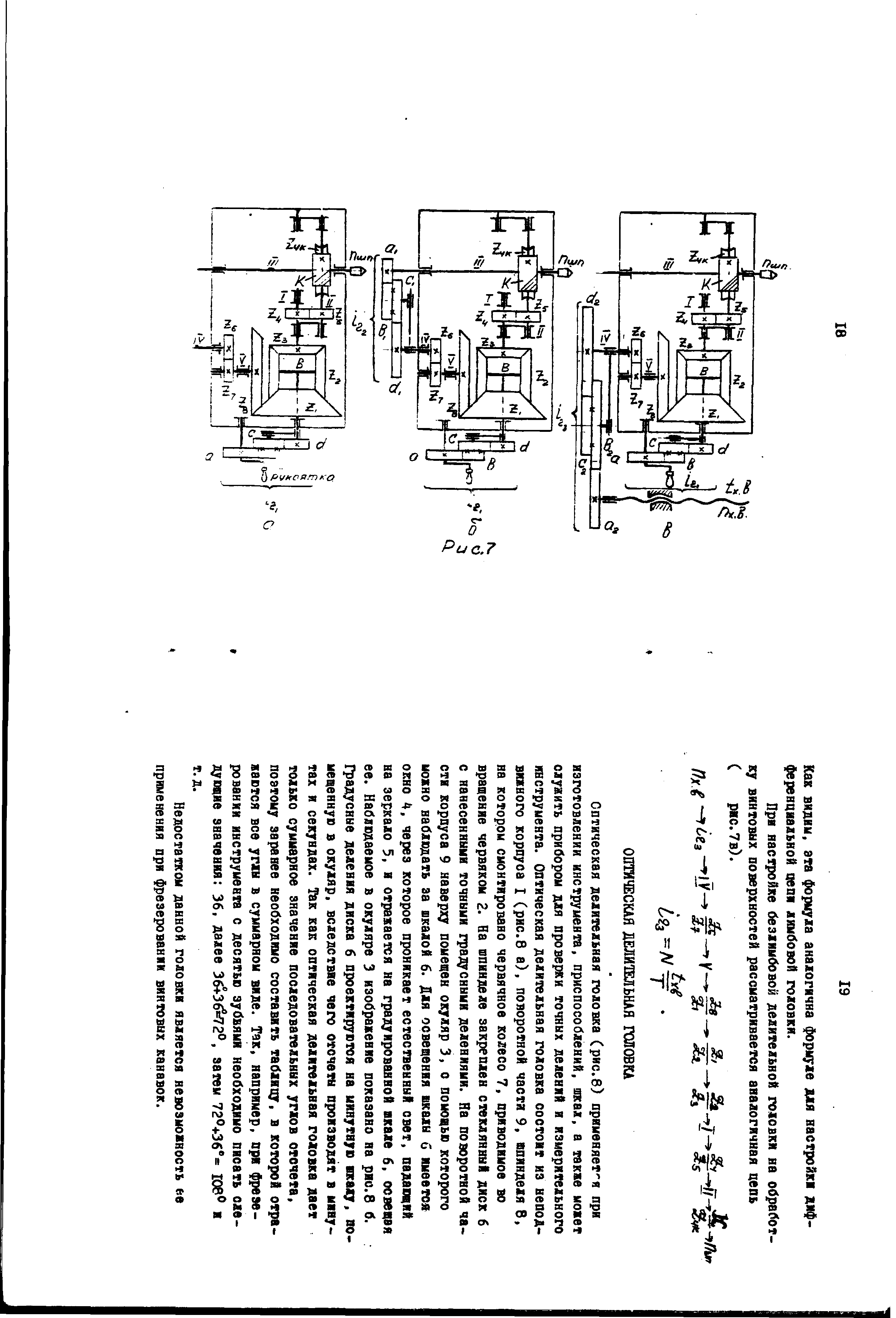


Рисунок 6.7 Схема настройки безлимбовой делительной головки: а) при простом делении; б) дифферинциальном делении; в) для нарезания винтовых канавок.
Обработки пазов при фрезеровании. Оборудование инструмент и принадлежности для проведения эксперимента
1. Горизонтально-фрезерный станок мод.6H83 - 1шт.
2. Делительная головка с набором сменных зубчатых колес УЛДГ-40-1шт.
3. Заготовка вала d = 50мм, l = 200мм. Допускается использовать оправки с установкой сменных дисков d = 120мм для обработки пазов.
4. Дисковая пазовая фреза d = 150мм, толщина -5мм-1шт. Допускается использование дисковой модульной фрезы с z =10, m = 7 мм -1шт.
5. Задняя бабка -1шт.
6. Центры-2 шт.
7. Станочные болты -4шт.
8. Ключи гаечные.
9. Индикатор с измерительной стойкой -1 шт.
10.Хомутик -1 шт.
Последовательность проведения эксперимента.
1. Собрать оправку совместно со сменным диском для эксперимента.(рисунок 6.8)
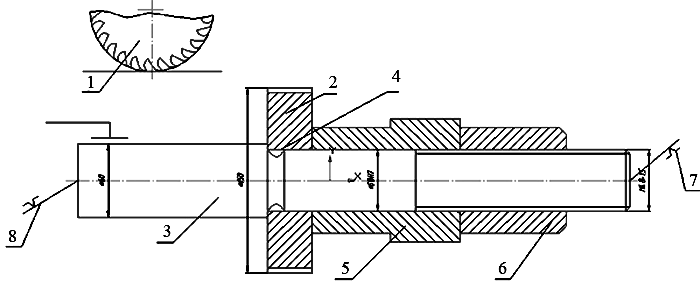
Рисунок 6.8. Схема обработки пазов на горизонтально-фрезерном станке с применением делительной головки
1 – дисковая фреза; 2 – сменный диск (заготовка); 3 – оправка; 4 – шпонка призм оптическая; 5 – гайка натяжная; 6 – контргайка; 7 – центр делительной головки (УЛДГ - 40); 8 – центр задней бабки.
2. Установить в центрах на стол станка с использованием делительной головки и задней бабки.
3. Установить дисковую фрезу на шпиндельную оправку, станка.
4. Подвести оправку со сменным диском под фрезу и коснуться наружной поверхностью диаметра диска.
5. Отвести стол от оправки и поднять его на величину глубины нарезаемого паза.
6. С помощью делительной головки разделить окружность сменного диска на 4 части.
7. Фрезеровать последовательно первый и очередные пазы.
8. Установить стойку с индикатором на столе станка и выставить индикатор на “0”. Осуществить замер плоскостей остальных пазов диска.(рисунок 6.9)

Рисунок 6.9. Схема измерения кинематической погрешности делительной головки
1 – 4 – последовательное фрезерование, пазы на диске; 5 – индикаторная стойка; 6 – индикатор часового типа; 7 – стол станка.
9. Результаты замеров занести в таблицу.
10. По результатам замеров сделать вывод о кинематической точности делительной головки по каждому из пазов.
Таблица замера кинематической погрешности делительной головки
|
Номер опыта и паза |
Режим фрезерования диска |
Показания индикатора, мм | ||
|
n,фрезы мин‾ 1 |
Sпр. продольная подача мм/мин |
t-глубина фрезерования, мм. | ||
|
1 2 3 4 |
600 |
180 |
4 |
|
|
1 2 3 4 |
600 |
90 |
4 |
|
|
1 2 3 4 |
600 |
120 |
4 |
|
Вывод. Погрешность расположения пазов по диаметру заготовки зависит от кинематической погрешности делительной головки
Оптическая делительная головка
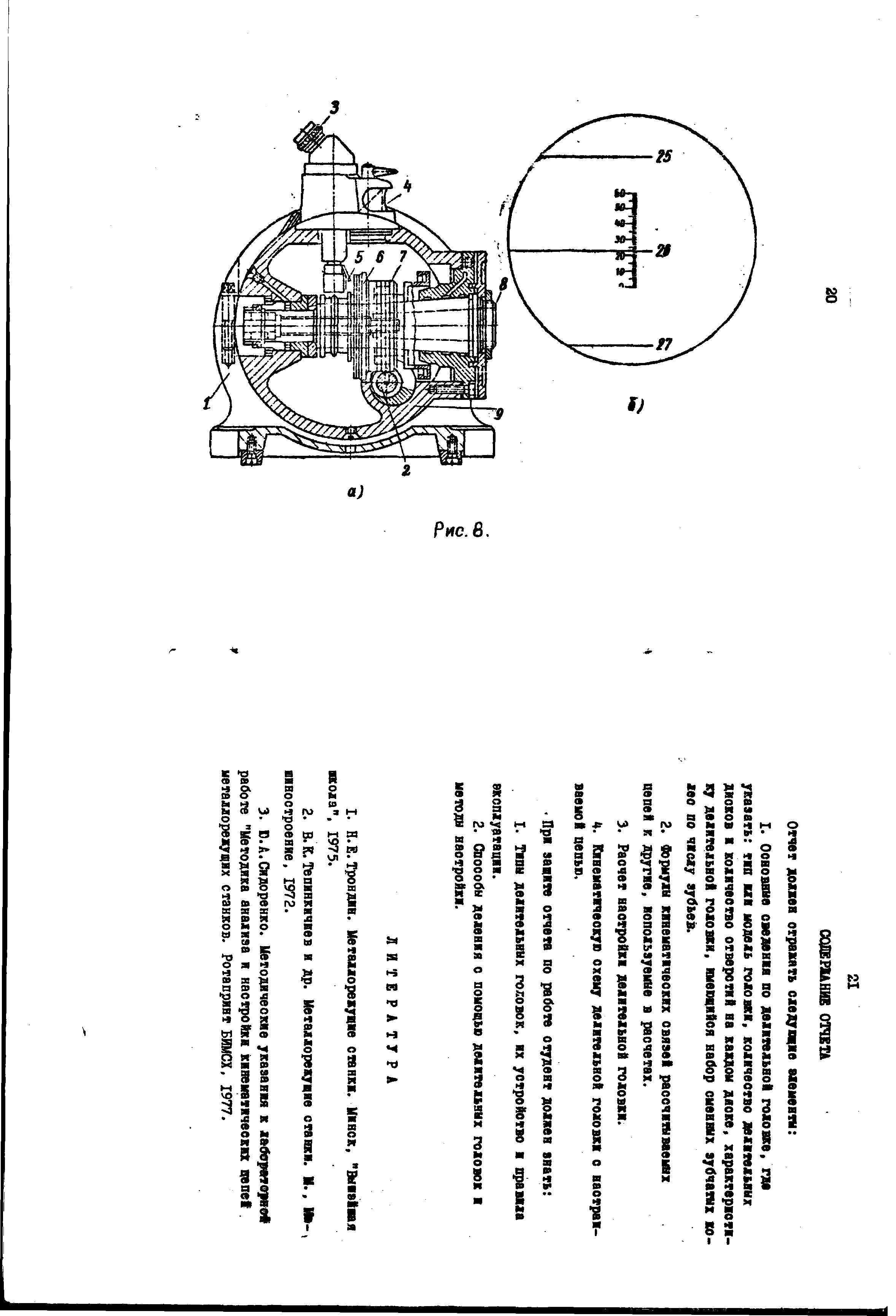
Рисунок 6.8 Оптическая делительная головка : а)конструкция: б) схема отсчёта
Оптическая делительная головка (рисунок 6.8) применяется при изготовлении инструмента, приспособлений, шкал, а также может служить прибором для проверки точных делений и измерительного инструмента. Оптическая делительная головка состоит из неподвижного корпуса (рисунок 6.8,а), поворотной части , шпинделя , на котором смонтировано червячное колесо , приводимое во вращение червяком . На шпинделе закреплен стеклянный диск с нанесенными точными градусными делениями. На поворотной части корпуса наверху помещен окуляр , с помощью которого можно наблюдать за шкалой . Для освещения шкалы имеется окно , через которое проникает естественный свет, падающий на зеркало , и отражается на градуированной шкале , освещая ее. Наблюдаемое в окуляре изображение показано на рисунке 6.8,б. Градусные деления диска проектируются на минутную шкалу, помещенную в окуляр, вследствие чего отсчет производят в минутах и секундах. Так как оптическая делительная головка дает только суммарное значение последовательных углов отсчета, поэтому заранее необходимо составить таблицу, в которой отражаются все углы в суммарном виде. Например, при фрезеровании инструмента с десятью зубьями необходимо писать следующие значения: 36 , далее 36° + 36° = 72°, затем 72° + З6° = 108° и т. д.
Недостатком данной головки является невозможность ее применения при фрезеровании винтовых канавок.

