

Основы литейного производства
Сущность литейного производства заключается в том, что расплавленный металл или сплав заливают в специальную литейную форму, рабочая полость которой соответствует размерам и конфигурации требуемого изделия.
Основные термины: Отливка,
литейная форма, опоки, модель, стержни, литниковая система, формовочные смеси, стержневые смеси
Основные принципы проектирования и разработки
технологии изготовления отливки
При определении положения отливки в литейной форме необходимо придерживаться следующих правил:
-наиболее ответственные части отливок следует располагать в нижней части литейной формы, -отливки из сплавов с большим коэффициентом объемной усадки целесообразно помещать в форме таким образом, чтобы наиболее массивные части, требующие дополнительного питания, находились вверху, -отливка должна располагаться в форме так, чтобы обеспечивалось ее направленное затвердевание и питание жидким металлом.
Припуски на механическую обработку устанавливают в зависимости от допусков размеров отливки дифференцированно для каждого элемента отливки.
•Напуском обычно называют придание геометрической форме отливки дополнительного «тела» с целью упрощения конструкции детали При этом различают следующие основные виды напусков.
•Напуски, упрощающие геометрическую форму отливки,
например, проточки, резьбы, мелкие отверстия, лабиринтные уплотнения, впадины и т.п. В этом случае все вышеперечисленные не выполняемые литьем элементы на чертеже зачеркивают сплошными «Х»- образными линиями красного цвета.
•Напуски, обеспечивающие создание формовочных уклонов
с целью облегчения извлечения модели из формы. Формовочные уклоны (от 0,5 до 3 угловых градусов в зависимости от высоты поверхности модели) выполняют на вертикальных стенках моделей отливок в направлении извлечения модели.
•Напуски, обеспечивающие плавные переходы в местах сопряжения поверхностей отливки между собой (галтели). Назначаемые округления обозначают на чертеже линиями красного цвета.
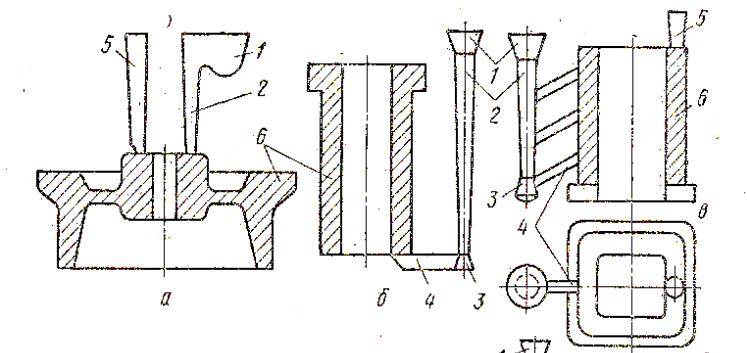
Типы литниковых систем: а – верхняя; б – сифонная; в – ярусная; 1 – чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – отливка.

Литейные стержни для выполнения отверстий обычно назначаются в том случае, когда диаметр отверстия составляет не менее 20-25 мм. Стержень, его знаки и фиксаторы обозначают буквами Ст и изображают сплошной тонкой линией синего цвета.
Режим заполнения форм расплавом регулируют
посредством назначения конструкции литниковой системы и места подвода металла в форму.
•Литниковая система включает в себя следующие элементы:
•Литниковая чаша (воронка)– место заливки металла;
•Стояк – вертикальный канал для заливки металла;
•Питатель – горизонтальный канал, соединяющий шлакоуловитель с отливкой;
•Выпор – вертикальный канал, на самой верхней части отливки или сбоку. Он служит для отвода газов из формы и наблюдения за ходом заполнения формы.
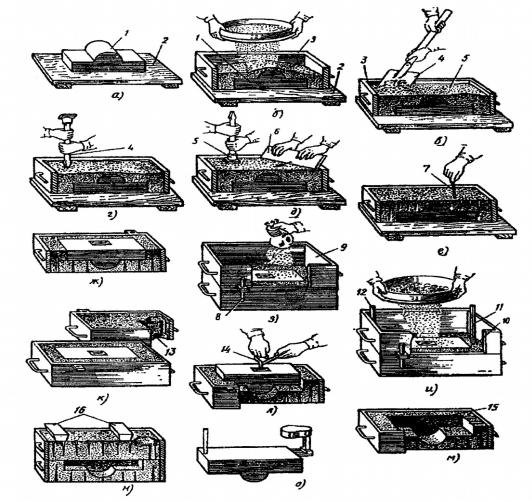
Технологический процесс формовки в двух опоках по
неразъемной модели
1.Для формовки нижней полуформы модель отливки 1 и опоку 3 устанавливают на подмодельную (подопочную) плиту 2 так, чтобы расстояние между стенкой опоки и моделью было не менее 25-30 мм.
2.Модель припыливают графитом, чтобы предотвратить прилипание к ней формовочной смеси.
3.Модель покрывают слоем просеиваемой через сито облицовочной смеси толщиной 15-20 мм для мелких отливок и 30-40 мм для крупных отливок.
4.Оставшийся объем опоки заполняют наполнительной смесью в несколько приемов слоями толщиной 50-70 мм.
5.Уплотнение засыпанной формовочной смеси ручной набойкой 4, а верхний слой - башмаком трамбовки 5).
6.Излишек смеси очищают линейкой 6 вровень с кромками опок, образуя поверхность, называемую контрландом, и накалывают на ней вентиляционные каналы, не доходящие до поверхности модели на 10-15 мм.
7.Готовую нижнюю полуформу вместе с заформованной в ней моделью поворачивают на 180 градусо.
8.На нижнюю полуформу по центрирующим штырям 8 устанавливают верхнюю опоку 9.
9.Плоскость разъема присыпают мелким разъединительным песком с целью предотвращения слипания формовочной смеси нижней и верхней полуформы.
10.В верхней опоке устанавливают модели элементов литниковой системы (коллектора 10, стояка 11 и выпора 11).
11.В верхнюю опоку засыпают слой просеяной облицовочной смеси с таким расчетом, чтобы он закрыл поверхность модели.
12.Весь объем верхней опоки заполняют наполнительной формовочной смесью.
13.Уплотнение засыпанной формовочной смеси ручной набойкой 4, а верхний слой - башмаком трамбовки 5.
14.Излишек смеси очищают линейкой 6 вровень с кромками опок и накалывают на ней вентиляционные каналы, не доходящие до поверхности модели на 10-15 мм.
15.Прорезают литниковую чашу и извлекают модель стояка и выпора.
16.Готовую верхнюю полуформу 13 снимают, поворачивают плоскостью разъема вверх и осматривают.
17.Специальным подъемником 14 извлекают модель из нижней полуформы, предварительно слегка расталкивая ее для облегчения процесса извлечения.
18.Специальным инструментом прорезают каналы питателей литниковой системы, соединяющей стояк и полость литейной формы.