

20.2. Способы сварки давлением
а) электроконтактная_сварка заключается в сближении поверхностей свариваемых заготовок до такого расстояния, при котором начинают действовать силы межатомного сцепления. Для этого свариваемые заготовки нагревают до пластического состояния или до оплавления. Нагрев заготовок в машинах для контактной сварки осуществляется электрическим током, проходящим через сварочный контакт и части заголовок
Q = I2
R T, 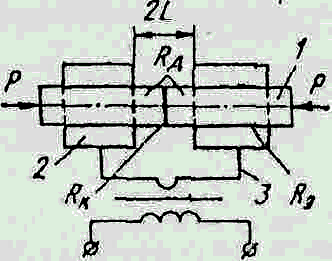 (1)
(1)
R - электрическое сопротивление, которое рассчитывается как
R = Rк + 2Rд + Rэ , где Rк, Rд, Rэ - сопротивления сварочного контакта, выступающих концов заготовок и электродно-заготовочного. Обычно Rк Rд + Rэ, поэтому Q = I2 Rk t.
Рис. 20.3. Схема электрической контактной сварки.
б) Точечная сварка применяется для изготовления изделий из сталей, алюминия, меди и их сплавов, химически активных и тугоплавких металлов при толщине свариваемых деталей от 0,5 до 10 мм.
Рис. 20.4. Схема точечной сварки
Д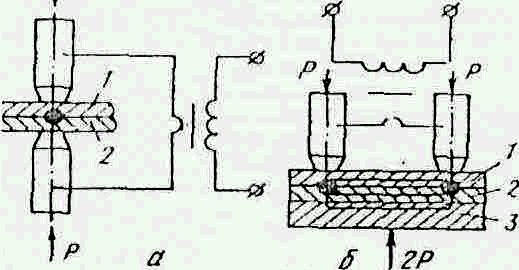 ля
контактной сварки применяют контактные
машины, состоящие из источника тока,
прерывателя тока и механизма давления.
ля
контактной сварки применяют контактные
машины, состоящие из источника тока,
прерывателя тока и механизма давления.
В качестве источников тока для контактной сварки применяют трансформаторы мощностью от 0,1 до 1000 кВт. Трансформаторы имеют один (!) или два витка во вторичной обмотке и вторичное выходное напряжение 1-12 В. Максимальная сила сварочного тока достигает 4 ~ 100000 А.
б) Холодная сварка образуется за счет пластической деформации в месте приложения усилия при комнатной и даже при отрицательной температуре под давлением от 15 до 100 кг/мм2 .
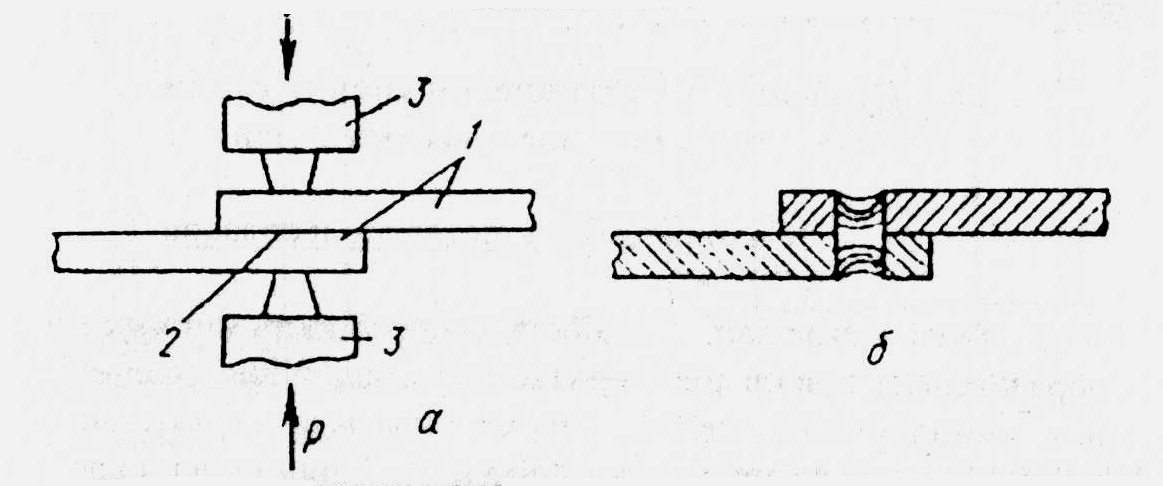
Рис. 20.5. Схема холодной сварки
Холодную плавку используют, в основном, для пластичных материалов алюминиевых и медных сплавов, железа Армко, Pb, Sn, Zn, Au, Ag. Cd, Ni и др.
Термокомпрессорная сварка - это разновидность прессовой сварки, осуществляемой при повышенных температурах и давлениях, при которых образуются эвтектики соединяемых металлов. "Сварку" осуществляют за счет направленной пластической деформации. Основные параметры "сварки": давление, температура, время.
в) При сварке ультразвуком параметрами сварки являются Р, Т, н частота ультразвуковых колебаний ( =15-70 кГц). Используют в электронной технике, приборостроении, радиоэлектронной промышленности, в авиа- и автомобилестроении для приварки тонких элементов к несущим конструкциям и др. Эту сварку используют и для сварки пластмасс.
г) Диффузионную сварку в вакууме проводят при давлении 10-3 -10-8 мм рт.ст. на различных материалах и их сочетаниях: сталь с алюминием, чугуном, W, Ti, металлокерамикой; серебро со сталью; платину с титаном; стекло и керамику с металлом и др.
Кроме рассмотренных выше способов сварки используют также другие виды:
- прессовая сварка (шовная или роликовая, стыковая сопротивлением и оплавленном),
- сварка взрывом, (на большой площади в течение короткого промежутка времени - взрывной пластиной между двумя свариваемыми деталями),
- сварка трением (параметры: Т, Р, скорость взаимного перемещения - 1рения),
- газовпрессовая сварка;
- нанесение и износостойких и жаропрочных покрытий наплавкой