

7.3.2 Хонингование отверстий
Сущность хонингования цилиндрического отверстия специальной вращающейся головкой (хоном) с шестью (иногда и более) абразивными раздвижными брусками, имеющей, кроме того, возвратно-поступательное движение. Раздвижение абразивных брусков в радиальном направлении осуществляется механическим, гидравлическим или пневматическим устройством. Охлаждение производится обычно керосином, который способствует удалению абразивных зерен, остающихся в порах металла (особенно чугуна) и увеличивающих износ отверстия при эксплуатации детали, поэтому интенсивное охлаждение необходимо.
Хонингование выполняется на специальных станках, которые подразделяют на две группы: вертикально-хонинговальные и горизонтально-хонинговальные. Станки для хонингования изготовляются одно- и многошпиндельные (до 6 шпинделей) с механической и гидравлической подачей.
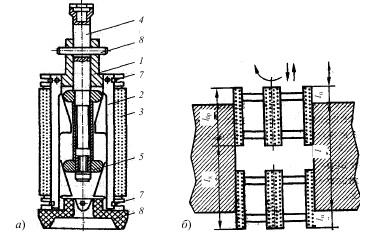
Рис.7.10. Хонингование: а – схема хонинговальной головки: 1 – корпус; 2 – колодки; 3 – абразивные круги; 4 – стержень; 5 – нажимная шайба; 6 – конус; 7 – круговые пружины; 8 – палец; б – схема вертикального перемещения брусков хонинговальной головки: lбр– длина бруска; l – длина отверстия заготовки; lп– перебег брусков; lх– длина рабочего хода брусков
В процессе хонингования абразивные бруски удаляют слой металла толщиной 0,3-0,5 мкм за один двойной рабочий ход при общем припуске 0,01-0,07 мм для стали и 0,02-0,20 мм для чугуна. При этом снимаются как микронеровности, оставшиеся после предыдущей операции, так и некоторая часть основного металла, что позволяет устранять конусообразность, овальность, бочкообразность.
Предварительная обработка отверстий под хонингование может быть выполнена растачиванием, зенкерованием, развертыванием или шлифованием и должна обеспечивать точность обработки не ниже, чем по 7-8-му квалитету и Rа = 6,3-3,2 мкм.
Хонингование имеет по сравнению с внутренним шлифованием следующие преимущества: 1) обеспечение цилиндричности поверхности отверстия ввиду отсутствия отжима инструмента, который имеет место при работе на внутришлифовальных станках; 2) отсутствие вибраций, что часто наблюдается у внутришлифовальных станков; З) плавность хода хонинговальной головки, достигаемая благодаря гидравлической подаче. Припуск на хонингование от 0,05 до 0,10 мм может быть снят за 1-2 мин. Хонинговальная головка вращается со скоростью 60-75 м/мин для чугуна и бронзы и 45-60 м/мин для стали; скорость возвратно-поступательного движения головки 12-15 м/мин.
7.3.3 Притирка
Притирка (доводка внутренних поверхностей). Этот метод аналогичен притирке наружных цилиндрических поверхностей. Притирка и хонингование, в отличие от внутреннего шлифования, не исправляют погрешностей расположения, так как обрабатывающий инструмент базируется по обрабатываемой поверхности.
Контроль:
Чому розточування отворів на токарних верстатах малопродуктивне?
Які існують схеми обробки глухих і наскрізних отворів?
Які ви знаєте свердла, що підвищують продуктивність праці?
Які особливості розверстування отворів і конструкцій розверток?
Для яких цілей при обробці отворів використовують СОЖ?
Назвіть особливості виконання точних отворів.