

Сварка алюминия и его сплавов с медью
Сварка алюминия и его сплавов с медью затруднена значительными различиями их физико-химических свойств и образованием хрупкой интерметаллидной фазы. Для облегчения процесса сварки на медь после ее очистки необходимо нанести слой покрытия, который улучшает смачиваемость меди алюминием. Лучшим является цинковое покрытие толщиной 50-60 мк, которое наносится гальваническим методом. Технология сварки алюминия с медью производится по той же схеме, что и сварка со сталью. Дуга смещается на более теплопроводный материал (здесь - медь) на 0,5 толщины свариваемого металла. На границе соединения образуется со стороны меди прослойка интерметаллидов (СиА12) толщиной 3-10 мк, а со стороны алюминия - полоска твердого раствора меди в алюминии такого же размера.
Прочность соединения повышается при легировании металла шва кремнием (4-5 %) и цинком (6-8 %), которые подавляют рост интерме- таллидной прослойки. Для обеспечения стабильной прочности сварных соединений по свариваемой кромке меди нужно делать скос под углом 45-60° (рис. 8.2).
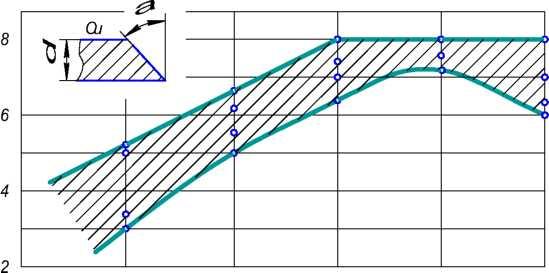
Рис.
8.2. Сварка алюминия с медью: зависимость
авот угла разделки кромки медного
листа при V и X - образной разделке кромок
Разработаны: способ автоматической сварки под слоем флюса алюминия с медью при толщине металла 8, 10, 12, 20 мм и способ аргоно дуговой сварки. При обоих способах предел прочности алюминия (7-10 кг/мм), удельное сопротивление шва несколько выше (р=0,037 Ом-мм /м), чем у алюминия (р=0,0313 Оммм2/м). Прочность соединений не изменяется при длительном нагреве до 150 °С. Алюминий и медь свариваются между собой также и методами сварки давлением (холодная сварка). Освоена и широко применяется контактная сварка алюминия с медью сопротивлением и оплавлением. Для уменьшения возможности образования хрупких интерметаллидов в этом случае рекомендуется медь цинковать или алитировать, а иногда и покрывать слоем серебряного припоя. Наиболее благоприятные результаты получены при контактной сварке по методу оплавления, так как при этом обеспечивается более полное разрушение и удаление хрупких фаз из металла и шва. Прочность соединения при контактной сварке оплавлением 6-7 кг/мм2, угол загиба 180°.
Диффузионная сварка в вакууме алюминия с медью осуществляется при 1=450-520 °С, давлении 0,5-1 кг/мм2при вакууме 10-6мм.рт.ст.
Список литературы
Герман С.И. Электродуговая сварка теплоустойчивых сталей перлитного класса. - М.: Машиностроение, 1972. - 200 с.
Медовар Б.И. Сварка жаропрочных аустенитных сталей и сплавов. - М.: Машиностроение, 1966. - 430 с.
Земзин В.Н. Сварные соединения разнородных сталей. - М. - Л.: Машиностроение, 1966. - 232 с.
Клячкин Я. Л. Сварка цветных металлов и их сплавов. - М.: Машиностроение, 1964. - 335 с.
Акулов А. И., Алехин В. П., Ермаков С. И. и др. Технология и оборудование сварки плавлением и термической резки. - М.: Машиностроение, 2003. - 560 с.
Бубенщиков Ю.М., Федько В.Т. Сварные конструкции. Расчет и проектирование. - Томск: Изд-во Том. ун-та, 2001. - 190 с.
Шоршоров М.Х., Чернышова Т. А., Красовский А.И. Испытания металлов на свариваемость. - М.: «Металлургия», 1972. - 240 с.
Шоршоров М.Х., Белов В.В. Фазовые превращения и изменения свойств стали при сварке. - М.: «Наука», 1972. - 219 с.
Словарь-справочник по сварке / Под редакцией акад. Хренова К.К. - Киев: Изд-во «Наукова думка», 1974. - 195 с.
А.с. 239013 (СССР). Эмульсия для защиты поверхности свариваемого изделия от брызг расплавленного металла / Федько В.Т., Махнев А.П. - Опубл. в Б.И, 1969. - №47.
Навчальне видання
Калін Микола Андрійович
Зварювання спеціальних сталей і кольорових сплавів
Конспект лекцій
Відповідальний випусковий: Резніченко М.К.
Підписано до друку______Формат 60×84 1/16.
Папір офсетний. Ум. друк. арк.______.
Зам. № _____. Наклад__100__прим.
© Калін М.А., 2012
©УІПА, 2012