

5.5.2. Обработка застежек
В зависимости от модели застежки в юбках могут быть различными: застежка-молния, на крючки или пуговицы. Длина застежки должна быть 180—200 мм.
Застежка-молния имеет ряд преимуществ по сравнению с другими видами застежек (красивый внешний вид, удобство в эксплуатации, простота в обработке). Обрабатывают застежку в верхней части левого бокового шва, среднего шва заднего или переднего полотнища. Закрепление тканой ленты застежки-молнии выполняют По лицевой стороне отделочной строчкой двумя способами: на одинаковом расстоянии с двух сторон от линии бокового шва и на разном (со смещением); строчку прокладывают шелковыми нитками в цвет ткани изделия. Звенья застежки-молнии при соединении должны быть скрыты под припусками шва. Обработку застежки выполняют со стачанными, обметанными, разутюженными боковыми швами и с заутюженными срезами застежки.
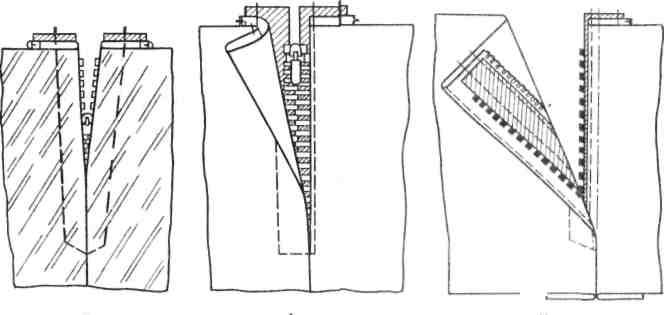
Обработка застежки-молнии при закреплении на одинаковом расстоянии от сгибов. Застежка-молния может быть притачана на одно- или двухигольной машине. При притачивании ее на одно-игольной машине со специальной лапкой строчку располагают на расстоянии 4—7 мм от края застежки в зависимости от размеров звеньев. В конце застежки строчку прокладывают перпендикулярно разрезу на расстоянии 1—5 мм от конца звеньев застежки-молнии.
При притачивании застежки-молнии на двухигольной машине со специальным приспособлением юбку изнанкой укладывают на колонку машины так, чтобы начало застежки находилось под лапкой. Звенья застежки-молнии закрывают и несколькими стежками закрепляют начало застежки. Застежку-молнию заправляют в прорезь между колодками направителя. Припуск на обработку застежки заправляют в направители приспособления и вводят в рабочее положение, притачивая застежку-молнию и делая в концах строчки закрепку. Обработка застежки-молнии на двухигольной машине повышает производительность труда и улучшает качество обработки, так как строчки располагаются строго параллельно на одинаковом расстоянии от краев (рис. 105, а).
Обработка застежки-молнии при закреплении ее со смещением звеньев под переднее полотнище юбки. Подготовка юбки к обработке застежки такая же, как описано выше. Под заутюженный
175
а б д
Рис. 105. Обработка застежки-молнии на юбках
сгиб заднего полотнища юбки подкладывают правую часть тканой ленты застежки-молнии в раскрытом виде так, чтобы сгиб припуска на застежку располагался встык к звеньям застежки-молнии, а замок был на расстоянии 15 мм от верхнего среза юбки. Приметывание выполняют сверху вниз на расстоянии 2—3 мм от сгиба прямыми стежками длиной 15—20 мм с периодическим закреплением строчки петлеобразными стежками. В массовом производстве застежку обрабатывают без приметывания с помощью специальной лапки.
Приметав правую сторону тканой ленты, приметывают левую. Для этого застежку-молнию закрывают, сгиб припуска на застежку со стороны переднего полотнища подводят встык к сгибу припуска на застежку со стороны заднего полотнища юбки и скалывают тремя-четырьмя булавками в поперечном направлении, закрепляя переднее полотнище и застежку-молнию. При скалывании уравнивают верхние срезы переднего и заднего полотнищ юбки и создают единую линию бокового шва. Затем застежку-молнию раскрывают и с изнаночной стороны уточняют параллельность расположения звеньев относительно сгиба. Левую часть тканой ленты застежки-молнии приметывают с изнаночной стороны юбки на расстоянии 2—3 мм от звеньев сверху вниз, последовательно удаляя булавки.
Притачивание выполняют с лицевой стороны за один прием от верхнего среза переднего полотнища до верхнего среза заднего полотнища (рис. 105,.б). Переднюю часть застежки-молнии закрепляют на расстоянии 8—10 мм, ориентируясь на стежки приметывания. На заднем полотнище юбки строчку прокладывают на расстоянии 2 мм от сгиба. Внутренние края тканой ленты застежки-молнии закрепляют, как указано выше.
Обработка застежки-молнии с полным закрыванием звеньев. Особенностью обработки такой застежки является закрепление
176
застежки-молнии со смещением под переднее полотнище звеньев правой части тканой ленты (на 3—5 мм относительно линии бокового шва). Припуски боковых срезов на участке застежки увеличивают до 30—35 мм. По линиям застежки на продолжении бокового шва прокладывают ниточную строчку. Во время разутюживания боковых швов заутюживают только срез застежки переднего полотнища по линии бокового шва, ориентируясь на ниточную строчку. Срез застежки заднего полотнища подгибают в сторону изнанки, выпуская припуск относительно линии бокового шва на 3—5 мм, заметывают и заутюживают при изготовлении по индивидуальным заказам, а при массовом производстве закрепляют без предварительного заметывания с помощью специальной лапки. Под сгиб подкладывают правую часть тканой ленты застежки-молнии в раскрытом виде так, чтобы сгиб подходил встык к звеньям. Затем застежку-молнию приметывают по всей длине, как указано выше.
Правую часть тканой ленты застежки-молнии притачивают на расстоянии 2 мм от сгиба, обеспечивая свободное движение замка застежки. Застежку-молнию закрывают, и заутюженный сгиб припуска на застежку к переднему полотнищу юбки подводят к линии бокового шва, уравнивая верхние срезы и скалывая их
булавками.
Скалывание левой части тканой ленты застежки-молнии выполняют, как описано выше. Притачивают левую сторону тканой ленты по лицевой стороне переднего полотнища сверху вниз рядом со строчкой приметывания. Заканчивают двойной-тройной поперечной строчкой перпендикулярно линии бокового шва или под углом к ней (рис. 105, в). Дальнейшую обработку застежки выполняют, как описано выше. Для устойчивости застежки и улучшения внешнего вида вдоль сгиба ее передней части выполняют отделочную строчку на расстоянии 2 мм от края.
Застежка юбки на крючки. Застежку на крючки обрабатывают в боковом шве, односторонней складке, расположенной в левой части юбки, или в среднем шве заднего полотнища. Для обработки застежки необходимы припуски к переднему и заднему полотнищам длиной 190—200 мм и шириной 30—40 мм или по ширине складки. Припуски могут быть цельнокроенные с полотнищами или подкройные, но одинаковой ширины. Срезы припусков обрабатывают обтачным или окантовочным швом. Застежку обрабатывают до стачивания или после стачивания срезов полотнищ юбки или складки.
При обработке застежки с цельнокроеными припусками в боковом шве на участках застежки необходимо предохранить срезы и сгибы от растяжения, а также обеспечить прочность пришивания крючков и петель. Выполнение перечисленных требований достигается по-разному в зависимости от расположения застежки, припусков на обработку застежки и выбранного способа обработки. Для укрепления застежки применяют обтачки из клеевой и не-
177
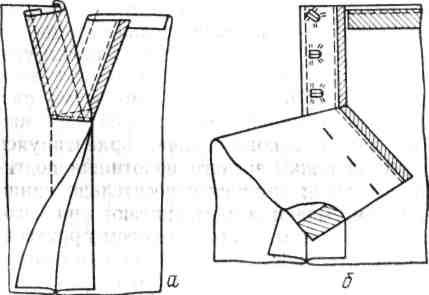
Рис. 106. Обработка застежки юбки на крючки
клеевой подкладочной, хлопчатобумажной или шелковой ткани. Обтачку выкраивают длиннее припуска на 10 мм (для подгиба по нижнему срезу). Ширина обтачки для верхней части застежки шире припуска застежки на 15—20 мм, а для нижней — на 25— 30 мм. На участке застежки проверяют длину и расположение срезов.
Обработку застежки начинают с окантовывания срезов (рис. 106, с). Для этого к лицевой стороне припусков на обработку застежки прикладывают обтачки лицевой стороной внутрь, уравнивая верхние и боковые срезы, подгибая нижний срез на изнанку обтачки на 10 мм, и притачивают со стороны обтачек: одну сверху вниз, а другую снизу вверх. Швы огибают обтачкой, выправляют окантованный край и закрепляют его строчкой в шов притачивания обтачки.
Внутренние срезы обтачки обрабатывают по-разному. На верхней части застежки срез обтачки подрезают так, чтобы он располагался рядом с линией сгиба верхней части застежки. Во избежание смещения среза его прикрепляют к припуску застежки.
На нижней части Застежки внутренний срез обтачки подгибают на 10—15 мм наизнанку так, чтобы сгиб располагался на линии нижней части застежки или перекрывал ее на 1—2 мм. Внутренний край обтачки застрачивают на расстоянии 2—3 мм от сгиба по всей длине, а затем прикрепляют к припуску булавками.
Для обработки верхнего угла застежки припуск верхней части перегибают по линии сгиба на лицевую сторону, уравнивают верхние врезы и обтачивают швом шириной 8—10 мм. После вывертывания на лицевую сторону угол выправляют, выметывают со стороны припуска, одновременно заметывая сгиб застежки. Застежку приутюживают с изнанки юбки через увлажненный проутюжильник. Застежку расправляют, размещая верхнюю часть на нижней и совмещая линии. Скрепляют с изнанки по всей ширине припуска в конце застежки, выше нижнего края обтачки на 3—5 мм двойной или тройной машинной строчкой под прямым
178
или острым углом и одновременно стачивают боковые срезы. По верхней части застежки вдоль сгиба на расстоянии 2— 5 мм от него выполняют отделочную строчку, начиная от верхнего края и заканчивая у закрепки. При отсутствии отделочной строчки край застежки закрепляют на спецмашине или клеевым способом.
Пришивают крючки и изготовляют нитяные петли при окончательной отделке юбки. На верхней части застежки со стороны припуска пришивают три крючка (рис. 106, б). Для этого колышком раздвигают волокна ткани на участках расположения крючков за отделочной строчкой, из-под припуска выводят носик крючка на лицевую сторону и пришивают его за ушки около сгиба девятью-десятью стежками со стороны припуска, захватывая основную и прокладочную ткань.
Крючки располагают следующим образом: верхний — под углом 45° к верхнему краю и на расстоянии 5 мм от него, нижний — выше закрепочной строчки на 40—60 мм, сохраняя единую линию бокового шва, а средний — между верхним и нижним; второй и третий крючки располагают под прямым углом к линии застежки. Места расположения петель отмечают путем надавливания на крючки. Петли изготовляют нитяные, захватывая внутренние края обтачки. Нитяные петли изготовляют в соответствии с техническими условиями.