

4.МУ ПКОП. РР - Іськов - 2012б
.pdfОсновні лінійні розміри і площа каменеобробних цехів залежать від:
габаритних розмірів обладнання;
норм розміщення верстатів;
норм відстаней між верстатами і від верстатів до стін і колон споруди;
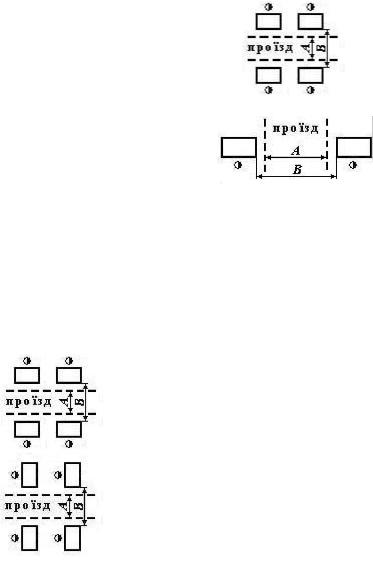
ширини проїздів між рядами верстатів при використанні механізованого транспорту;
норм проектування кладів сировини і готової продукції;
норм площ для додаткових операцій і ремонтно-монтажних робіт.
Рис. 7. 1. Поперечний розріз і план прольоту:
1 – кабіна крану; 2 – вісь підкранової балки; 3 –
поздовжня розбивочна вісь; 4 – верстат; 5 – поперечна розбивочна вісь
Важливим при проектуванні є вибір будівельних параметрів споруди – сітки колон і висоти прольоту. Поперечний розріз і план прольоту показані на рис. 7.1. Сітку колон (ширину L прольоту і крок t колон) і висоту Н прольоту (відстань від підлоги до нижньої частини несучої конструкції будівлі) вибирають з уніфікованого ряду вказаних величин, приведених в табл. 7.2. Ширину прольоту вибирають такою, щоб можна було раціонально розмістити кратне число рядів обладнання (табл. 7.3), залежно від габаритних розмірів, призначення і варіанту розміщення. Розмір ширини прольоту за ГОСТ 23837-79 приймають рівною 18, 24, 30 або 36 м. Довжину цеху визначається сумою розмірів виробничих і допоміжних відділень. Висоту прольоту визначають по схемі, приведеній на рис. 7.1. Виходячи з максимальної висоти h1 обладнання,
41
мінімальної відстані h2 між обладнанням і переміщуваним вантажем, а також висоти h3 вантажів, що транспортуються, та висоти крана h4 визначають висоту Н1 до головки підкранової балки (відмітку верху консолей підкранової балки)
Н1 = h1 + h2 + h3 + h4.
Висоту h1 визначають з врахуванням крайніх положень рухомих частин верстата, але не меншого 2,3 м. Відстань h2 приймають не меншого 400 мм. За величиною Н1 з табл. 7.2 визначають мінімальну висоту Н прольоту.
Таблиця 7.2
Висота приміщень в будівлях, обладнаних мостовими кранами, і відмітка верху консолей колон в будівлях із збірним залізобетонним каркасом
|
Висота приміщення (від відмітки |
Відмітка верху консолей підкранової |
|||
Проліт |
балки, H1, м |
|
|||
чистого полі до низу несучих |
|
||||
будівлі, |
при вантажо- |
|
|
||
конструкцій) незалежно від |
при кроці колон |
||||
L, м |
підйомності |
||||
вантажопідйомності крану, H, м |
|
|
|||
|
крану, т |
t = 6 м |
t = 12 м |
||
|
|
||||
18; 24 |
8,4 |
10 |
5,2 |
4,6 |
|
18; 24 |
9,6 |
10; 20 |
5,8 |
5,4 |
|
18; 24 |
10,8 |
10; 20 |
7,0 |
6,6 |
|
18; 24; 30 |
12,6 |
10; 20; 30 |
8,5 |
8,1 |
|
18; 24; 30 |
14,4 |
10; 20; 30 |
10,3 |
9,9 |
|
24; 30 |
16,2 |
30; 50 |
11,5 |
11,1 |
|
24; 30 |
18,0 |
30; 50 |
13,3 |
12,9 |
|
|
Таблиця 7.3 |
|
|
Норми розміщення обладнання |
|
Операція |
Норма |
|
Розпилювання |
Однорядне з організацією подовжнього проїзду і розміщенням |
|
рамне |
передавального візка вздовж фронту верстатів |
|
Розпилювання |
Дворядне з розташуванням проїзду між фронтами верстатів |
|
дискове |
|
|
|
|
|
Окантування, |
Дворядне з розташуванням проїзду між бічними сторонами верстатів |
|
бучардування |
|
|
|
|
|
Шліфування- |
Дворядне з розташуванням проїзду між тильними сторонами верстатів; |
|
полірування |
чотирирядне, з розташуванням проїзду між фронтами верстатів |
|
1. Після вибору основних розмірів споруди викреслюється схема розміщення основного обладнання з врахуванням норм площ для допоміжних операцій і ремонтно-монтажних робіт (табл. 7.7) і визначається площа цехових виробничих приміщень SВП. При розміщенні верстатів повинні враховуватись норми відстаней між верстатами і від верстатів до стін і колон споруди (табл. 7.4), та ширину проїздів між рядами верстатів при використанні механізованого транспорту (табл. 7.5, 7.6).
Продукція на складах зберігається в штабелях, розсортована по замовленнях, видах порід і виробів. Упакована в дерев'яні ящики продукція зберігається в один ярус, в металевих піддонах – не більш, ніж в два яруси.
42

Вироби, упаковані обв'язуванням ребер лицьових граней, укладаються в штабелі на дерев'яних підкладках.
Таблиця 7.4
Відстані між верстатами і від верстатів до стін і колон будівлі
Найменування |
Позна- |
|
Норма, мм |
|
|
|||||
Розміри верстатів у плані до, мм |
Ескіз |
|||||||||
розмірів |
|
чення |
800x |
2000x |
4000х |
6000 |
||||
|
|
|||||||||
|
|
|
|
|
|
1800 |
4000 |
8000 |
|
|
|
|
|
|
|
|
|
|
|||
|
Між |
|
|
a |
|
|
|
|
|
|
верстатами по |
700 |
900 |
1500 |
2000 |
|
|||||
фронту |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
Між тильними |
b |
700 |
800 |
1200 |
1500 |
|
||||
сторонами |
|
|
||||||||
верстатів |
|
|
|
|
|
|
|
|||
поперечномуприверстатамиМіж проїздудорозташуванні |
|
розміщенніприрозміщенніпри |
верстатівфронтомверстатівв |
потилицю“одногодоодин ” |
c |
1300 |
1500 |
2000 |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
І |
|
|
|
|
|
|
|
|
|
|
верстат, |
2000 |
2500 |
3000 |
|
|
|
|
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ІІ |
|
|
|
|
|
|
|
|
|
|
верстат, |
1300 |
1500 |
– |
|
|
|
|
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
колонабобудівлі |
|
тильноїдо чи |
боковоїсторони |
верстата |
e |
700 |
800 |
900 |
1000 |
|
|
|
|
|
|
|
|||||
Відстін |
|
|
|
|
|
|
|
|
|
|
|
до |
фронту |
верстата |
f |
1300 |
1500 |
2000 |
– |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Примітка: 1. Відстані вказані від зовнішніх габаритів верстатів
2.Для верстатів, укомплектованих шафами, пультами і т.д. слід всі виносні вузли включати в габарити верстата
43
|
|
|
Розміри магістральних проїздів |
Таблиця 7.5 |
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Вид |
Вантажопід- |
|
Норма, мм |
|
|
|
||
|
ширина |
відстань між |
|
|
|
|||
транспорт |
|
|
Схема проїзду |
|
||||
|
у |
йомність, т |
|
проїду |
верстатами |
|
|
|
|
|
|
А, мм |
В, мм |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
до 1,0 |
|
3000 |
3500 |
|
Проїзд подовжній |
|
Електровізки |
електрокари( ) |
|
|
|
|
|||
|
|
|
|
|
|
|
||
до 5,0 |
|
4000 |
4500 |
|
|
|
||
|
|
до 3,0 |
|
3500 |
4000 |
|
|
|
|
|
|
|
|
|
|
|
|
Вилкові |
навантажувачі |
до 5,0 |
|
3500 |
4000 |
|
Проїзд поперечний |
|
|
|
|
|
|
|
|
||
до 1,0 |
|
5000 |
5500 |
|
|
|
||
|
|
до 1,0 |
|
4000 |
4500 |
|
|
|
|
|
|
|
|
|
|
|
|
Примітка: магістральні проїзди призначені для міжцехових перевезень з урахуванням можливості двостороннього руху
Таблиця 7.6
Норми ширини проїздів до відстаней між рядами верстатів при механізованому верхньому і напільному транспорті
|
|
|
Норма В, м, при транспорті |
|
|
|||
Розташування |
Ескіз |
мостові крани |
вилкові електронавантажувачі |
|||||
|
розміри виробів, що транспортуються |
|
||||||
проїзду |
|
|
||||||
|
до |
до |
до |
характер |
до |
до |
до |
|
|
|
|||||||
|
|
800 |
1500 |
3000 |
руху |
800 |
1500 |
3000 |
Між |
|
|
|
|
Односто- |
|
|
|
тильними |
|
2500 |
3000 |
4000 |
3000 |
3500 |
4500 |
|
сторонами |
|
|
|
|
ронній |
|
|
|
верстатів |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Між бічними |
|
|
|
|
Двосто- |
|
|
|
сторонами |
|
2500 |
3000 |
4000 |
4000 |
4500 |
5000 |
|
верстатів |
|
|
|
|
ронній |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
44
Таблиця 7.7
Норми площ для допоміжних операцій і ремонтно-монтажних робіт
|
Операції |
Норма |
|
площі |
|
|
|
|
Розбирання розпиляних ставок, м2/станок |
12 |
|
Пакетування плит-заготовок у верстатів (площі проміжного складування), |
10 |
|
м2/станок |
|
|
Набирання плит в касети для операції шліфовки-поліровки, м2/станок |
12 |
|
Розбирання плит з касет, м2/станок |
12 |
|
Комплектація і упаковка готової продукції м2/50 тис.м2 готової продукції |
36 |
|
Ремонтно-монтажні роботи, м2 |
36 |
|
|
відділення розпилювання |
|
|
відділення розкрою |
24 |
|
відділення шліфовки-поліровки |
24 |
|
відділення бучардування |
12 |
Примітка: Площі для ремонтно-монтажних робіт приведені на один верстат. При встановленні декількох верстатів на кожен подальший верстат площа збільшується на 30% відносно наведених.
Таблиця 7.8
Норми проектування складів сировини і готової продукції
|
Найменування показника |
Норма на cклад |
|
|
сировини |
готової |
|
|
|
продукції |
|
|
|
|
|
I. Мінімальний термін зберігання, діб |
15–30 |
30 |
|
2. |
Об'єм виробів, що зберігаються на 1 м2 площі складу, м3/м2 |
2,5 |
1,0 |
3. |
Коефіцієнт, що враховує проходи між штабелями |
1,5 |
1,5 |
4. |
Коефіцієнт, що враховує проїзди і площу під шляхами |
|
|
кранів, рейкових візків, проїздами автомобілів, залізничними |
1,7 |
1,3 |
|
коліями |
|
|
|
5. |
Коефіцієнт використання площі складу |
1,2 |
1,2 |
6. |
Коефіцієнт, що враховує різносортність виробів |
1,4 |
1,4 |
7. |
Конструктивний тип складу |
Відкритий |
Закритий, не |
|
|
|
опалюється |
8. |
Мінімальна ширина |
32 |
24 |
9. |
Основа під матеріал, що зберігається |
Бетонне |
Бетонне |
Штабелі готової продукції розташовуються уздовж під'їзних шляхів і наскрізних проїздів. Між штабелями залишаються зазори не менше 200 мм для уникнення пошкоджень виробів і тари при підйомі і опусканні вантажу. Через кожні два штабелі по ширині майданчика влаштовуються проходи шириною 700 мм. Відстань від штабелю до рейкової нитки козлового крана приймається рівною 900 мм, від крайньої рейкової нитки під'їзного залізничного шляху – 2000 мм. Ширина поперечного проїзду приймається рівною сумі ширини проїзної частини і ширини проходу, рівного 1000 мм.
Вироби з граніту і інших міцних гірських порід можуть зберігатися на складах відкритого типу. Майданчики складів повинні бути забетоновані або
45

заасфальтовані і сплановані з нахилами, що забезпечують стік атмосферної води. Вироби з мармуру і інших порід середньої і малої міцності слід зберігати в закритих неопалювальних складах або під навісами, що виключає попадання атмосферних опадів.
Склад сировини (блоків) розміщується на відкритому майданчику з бетонною основою. Склад готової продукції розміщується в закритому неопалюваному приміщенні з бетонною основою з шириною прольоту, рівною ширині прольоту цеху, але не менше 24 м.
Середній термін зберігання сировини і готової продукції на складах вибирається за даними табл. 7.8. Об'єм готової продукції, що одночасно зберігається на складі, визначається розрахунком, але приймається не менш місячній продуктивності підприємства.
2. Загальний об’єм блоків, що зберігається на складі сировини
VC TC VП , м3.
365
3. Загальний об’єм плитки, що зберігається на складі готової продукції
VГП |
|
TГП bпл S0 |
м3, |
|
|||
|
365 |
|
|
де ТС і ТГП – відповідно середній час зберігання блоків на складі сировини та плитки на складі готової продукції, діб.
4. Площа складу сировини з врахуванням поправочних коефіцієнтів
SC |
VC |
|
k2 k3 k4 kв |
, м2; |
|
||||
|
|
|
k1 |
|
де k1 – об'єм виробів, що зберігаються на 1 м2 площі складу, м3/м2 (табл. 7.8); k2 – коефіцієнт, що враховує проходи між штабелями (табл. 7.8);
k3 – коефіцієнт, що враховує проїзди і площу під шляхами кранів, рейкових візків, проїздами автомобілів, залізничними коліями (табл. 7.8);
k4 – коефіцієнт, що враховує різносортність виробів (табл. 7.8); kв – коефіцієнт використання площі складу (табл. 7.8).
5. Площа складу готової продукції з врахуванням поправочних коефіцієнтів
SГП |
VГП |
|
k |
2 k3 k4 kв |
2 |
|
|
, м . |
|||
|
k1 |
||||
|
|
|
|
|
6. Площа складу інструментів і оснащення приймається рівною 5 % площі цехових виробничих приміщень (площі, зайнятої виробничими верстатами)
SIП 0,05 SВП , м2.
Адміністративно-технічні служби і побутові приміщення цехів розміщують в прибудовах до виробничих будівель або в окремих будівлях. У останньому випадку передбачають утеплені переходи у виробничі корпуси. Залежно від конкретних умов прибудова може розташовуватися в торцевій частині будівлі або вздовж крайнього прольоту. Перший варіант застосовують частіше. Це обумовлено тим, що при такому розташуванні забезпечується розподіл потоку
46

працівників по прольотах і виключається перетин технологічних потоків і потоків працівників. При розміщенні прибудови уздовж крайнього прольоту обмежується можливість розширення цеху, затемнюється проліт, тому цей варіант компонування застосовують рідше. Розміщення побутових приміщень в окремих будівлях забезпечує велику комфортність завдяки кращій освітленості, але збільшується відстань до робочих місць і втрати часу на переходи.
7. Площа адміністративних приміщень приймається з розрахунку 3,25 м2 на одного службовця та 5 м2 на одного інженерно-технічного працівника
S АП 3,25 nСЛ 5 nІТП , м2.
8. Площа побутових приміщень приймається з розрахунку 3 м2 на одного працівника – основного та допоміжного робочого і молодшого обслуговуючого персоналу
S ПП 3 nОР nДР nМОП , м2.
9. Загальна площа цеху з врахуванням площ складів інструменту і готової продукції
SЦЕХ SВП SГП SІП , м2.
10. Загальна площа цеху з врахуванням площ побутових і адміністративних приміщень
SЗАГ SЦЕХ S АП SПП , м2.
11. Довжина цеху
LЦ SЗАГ , м;
L
де L – прийнята ширина прольоту цеху, м.
8. Розрахункова робота №7
РОЗРАХУНОК ЧИСЕЛЬНОСТІ ПРАЦІВНИКІВ І РІЧНОГО ФОНДУ ЗАРОБІТНОЇ ПЛАТИ.
8.1. Склад працівників каменеобробного підприємства
Персонал підприємства – сукупність постійних працівників, які отримали необхідну професійну підготовку та (або) мають досвід практичної діяльності і забезпечують господарську діяльність підприємства. Для здійснення виробничих процесів передбачено певний штат працівників, яких поділять на такі категорії:
Виробничі (основні) робітники – це робітники каменеобробного виробництва, що безпосередньо виконують операції технологічного процесу по виготовленню продукції (каменерозпилювальники, фрезерувальники по каменю, шліфувальники-полірувальники виробів з каменя, налагоджувачі верстатів, що крім налагоджування і настроювання верстатів виконують
47
керування і спостереження за роботою автоматичних ліній). До цієї категорії відносять робітників основних цехів, а також виробничих робітників інструментальних, ремонтно-механічних і електроремонтних цехів (якщо ці цехи виконують капітальний ремонт і модернізацію обладнання і транспортних засобів свого підприємства, а також середній ремонт періодичністю більше одного року), експериментальних і тарних цехів (відділів, ділянок), цехів нестандартного обладнання і механізації.
Допоміжні робітники (робітники ремонтних і інструментальних служб, транспортні і підсобні робітники, прибиральники виробничих приміщень, контролери якості продукції, робітники складів і комор):
у виробничих цехах це робітники, що не приймають безпосередньої участі у виконанні операцій по виготовленню виробничої програми випуску продукції, а зайняті обслуговуванням технологічних процесів (налагоджувачі верстатів (за виключенням робочих, що крім налагоджування і настроювання верстатів виконують керування і спостереження за роботою автоматичних ліній, вони відносяться до виробничих); робочі, що встановлюють інструмент; робочі цеху по ремонту і поточному обслуговуванню (черговий персонал) обладнання та оснащення, зайнятих складськими, транспортними, навантажувальнорозвантажувальними роботами, прибиранням виробничих приміщень і відходів, контролем якості сировини і продукції; комірники, вагарі і експедитори цехових складів, якщо крім функцій обліку і надання розпоряджень по прийманню, зберіганню і відправленню вантажів до їх обов’язків відноситься також безпосереднє виконання фізичних робіт по переміщенню і вкладанню вантажів);
у допоміжних цехах і установах – всі робочі, крім тієї їх частини, що відноситься до виробничих;
у загальнозаводських службах (складські, транспортні) – всі робочі.
Інженерно-технічні працівники (ІТП) – працівники, що забезпечують організацію і керівництво виробничими процесами підприємства:
керівництво підприємства, головні спеціалісти, начальники цехів (ділянок, лабораторій, змін, прольотів, відділень), інженери, інженеритехнологи, техніки, майстри, прораби та інші працівники, що виконують технічне керування виробничим процесом і потребують кваліфікації інженера або техніка; майстрів (змінних, цехових, відділень, ділянок, контрольних) і їх помічників відносять до групи ІТП, якщо вони, виконуючи безпосередньо робочі функції лише в порядку інструкторського показу, несуть обов'язки технічного і адміністративного керівництва робочими (розподіл, спостереження
іоблік роботи);
безпосередні керівники і організатори робіт по переміщенню вантажів на залізничному і автомобільному транспорті, зайняті на посадах, для яких потрібна кваліфікація інженера або техніка;
керівники, інженери, техніки і конструктори, зайняті на конструкторській і проектній роботах; механіки, енергетики; керівники, інженери, техніки і нормувальники, а також економісти у відділах, секторах і бюро по виробничому плануванню, організації праці і заробітної плати.
48
Службовці – працівники, що виконують відповідно до посади адміністративно-господарські функції, але не займають інженерно-технічні посади, ведуть фінансування, постачання і збут, бухгалтерський і статистичний облік, вирішують соціально-побутові і інші подібні питання:
економісти по питанням фінансів, постачання і збуту – питанням, не пов’язаним з виробничим плануванням, з організацією праці і заробітної плати;
фінансові, обліково-бухгалтерські і юридичні працівники (бухгалтери, касири, рахівники, статистики, обліковці, табельники, юрист-консультанти);
працівники, що займають посади, пов’язані з діловодством (секретарі, діловоди, машиністи, реєстратори, перекладачі);
копіювальники, креслярі;
товарознавці, приймальники, агенти і інші працівники, що займають посади по постачанню і збуту, для яких не потрібна кваліфікація інженера або техніка;
завідувачі складів і комор, комірники і інші працівники складів і комірних, зайняті оформленням документів по прийманню і зберіганню вантажів.
Молодший обслуговуючий персонал (МОП):
працівники, що займаються обслуговуванням службових приміщень (прибиральники побутових і конторських приміщень);
гардеробники, кур’єри, розсильні, вахтери, сторожа;
шофери легкових автомобілів і службових автобусів підприємства, що обслуговують лише працівників даного підприємства.
8.2. Розрахунок чисельності працівників
При техніко-економічному обґрунтуванні проектів застосовують укрупнені методи розрахунку числа працівників. Далі в процесі проектування отримані результати коректують у міру уточнення структури цеху, планування устаткування, схеми управління виробництвом. Розрахунок чисельності основних працівників виконують виходячи з прийнятого режиму роботи, розставлення робочих по місцях, максимального використання робочого часу, суміщення професій робочих, компонування технологічного обладнання у виробничих корпусах. Розрахунок виконують у табличній формі (табл. 8.2) на основі фактичної чисельності обладнання і нормативів, наведених у табл. 8.1.
1. Загальна чисельність основних робітників KО
KO nзм1 (K1 K2 Ki ) nзм2 (K1 K2 K j )
nзм3 (K1 K2 Km ) , чол.,
де nзм – кількість змін роботи обладнання за добу, nзм1 = 1, nзм2 = 2, nзм3 = 3. Крім того, окремо розраховується чисельність робітників по окремим
розрядам.
49
|
|
|
|
Таблиця 8.1 |
|
Нормативи чисельності робітників, що обслуговують |
|||||
|
каменеобробні підприємства |
|
|||
|
|
|
|
|
|
Найменування |
Професія або робота, |
Роз- |
Коефіцієнт |
Кількість люд/змін на |
|
обладнання, що |
тарифної |
||||
що виконується |
ряд |
одиницю обладнання |
|||
обслуговується |
ставки |
||||
|
|
|
|||
Канатна пила |
Машиніст |
V |
1,686 |
1 |
|
|
Пом. машиніста |
ІІ |
1,147 |
1 |
|
Терморізаки |
Каменотес |
ІV |
1,442 |
1 |
|
|
|
V |
1,686 |
||
|
|
|
|||
Рамний |
Каменерозпилю- |
ІІІ |
1,282 |
0,5 |
|
каменерозпилю- |
вальник |
ІV |
1,442 |
||
|
|||||
вальний верстат |
Налагоджувальник |
ІІІ |
1,282 |
0,25 |
|
|
|
ІV |
1,442 |
||
|
|
|
|||
Передавальний візок |
Водій |
ІV |
1,442 |
Обслуговується |
|
|
|
|
|
налагоджувальником |
|
Одночи |
Каменерозпилю- |
V |
1,686 |
1 |
|
багатодисковий |
вальник |
||||
|
|
|
|||
розпилювальний |
Налагоджувальник |
ІІІ |
1,282 |
0–1 |
|
верстат |
|
ІV |
1,442 |
||
|
|
||||
Фрезерно-оканту- |
Фрезерувальник по |
ІІІ |
1,282 |
1 |
|
вальний верстат |
каменю |
||||
|
|
|
|||
Шліфувально- |
Шліфувальник- |
ІІІ |
1,282 |
0,5 |
|
полірувальний верстат |
полірувальник |
||||
|
|
|
|||
|
Наклеювач плит |
І |
1,000 |
1 люд. на 25 тис м2 |
|
|
|
|
|
виробів в рік |
|
Шліфувально- |
Шліфувальник- |
ІІІ |
1,282 |
2 |
|
полірувальний конвеєр |
полірувальник |
||||
|
|
|
|||
Електронавантажувач |
Водій |
ІV |
1,442 |
1 |
|
Електрокара |
Водій |
ІV |
1,442 |
1 |
|
Автонавантажувач |
Водій |
ІІІ |
1,282 |
1 |
|
|
|
ІV |
1,442 |
||
|
|
|
|||
Електротягач |
Водій |
ІV |
1,442 |
1 |
|
|
|
V |
1,686 |
||
|
|
|
|||
Кран мостовий |
Машиніст |
ІІІ |
1,282 |
1 |
|
|
|
ІV |
1,442 |
||
|
|
V |
1,686 |
|
|
|
Стропальник |
ІI |
1,147 |
|
|
Козловий кран на |
|
ІІІ |
1,282 |
|
|
складі сировини |
Машиніст крану |
ІV |
1,442 |
1 |
|
|
|
V |
1,686 |
|
|
Мостовий кран на |
|
ІІІ |
1,282 |
|
|
складі готової |
Машиніст крану |
ІV |
1,442 |
1 |
|
продукції |
|
V |
1,686 |
|
|
|
Стропальник |
ІІ |
1,147 |
Бригада з 3 чоловік |
|
Примітки. * – тільки для каменерозпилювального відділення.
50