

3 Физическая сущность процесса резания
Резание материалов можно рассматривать как процесс местного сжатия и сдвига обрабатываемого материала режущим клином (резцом) с последующим образованием стружки. При этом срезаемый слой материал и слои, расположенные впереди резца и под резцом, подвергаются упругим и пластическим деформациям.
От характера и степени деформации материала заготовки зависит количество тепла, выделяемого при резании, износ инструмента, наклеп, нарост, шероховатость поверхности и другие явления.
Резание материалов сопровождается выделением тепла в зоне резания, происходящим вследствие пластического деформирования металла, трения стружки о переднюю поверхность резца и трения задних поверхностей инструмента о заготовку. Тепловой баланс обработки резанием распределяется следующим образом: в стружку отводится 25—85% выделяемого тепла, в заготовку 10—50%, в инструмент 2— 8% и на излучение ~1%. Таким образом, основное количество тепла, выделяемого при резании, переходит в стружку и заготовку. Однако при низкой теплопроводности режущих инструментов (твердые сплавы, например) температура режущей кромки резца также значительна (до 800—1000°С). Температура нагрева инструмента существенно зависит от скорости резания и подачи. Увеличение глубины резания незначительно повышает температуру ввиду увеличивающейся площади контакта инструмента и детали, что облегчает отвод тепла из зоны резания.
Для охлаждения инструмента и снижения трения контактирующих поверхностей инструмента и детали применяют смазочно-охлаждающие жидкости (рисунок 67). В качестве смазочно-охлаждающей жидкости (СОЖ) при черновой обработке применяют водные растворы кальцинированной соды, нитрита натрия и водные эмульсии с антикоррозионными добавками. При чистовой (окончательной) обработке применяют жидкости, обладающие высокой маслянистостью — минеральные, растительные масла, масла с добавками серы (сульфофрезол) и др. Применение смазочно-охлаждающих жидкостей способствует снижению потребной мощности резания на 10—15%, повышает стойкость режущего инструмента и чистоту обработки поверхности.

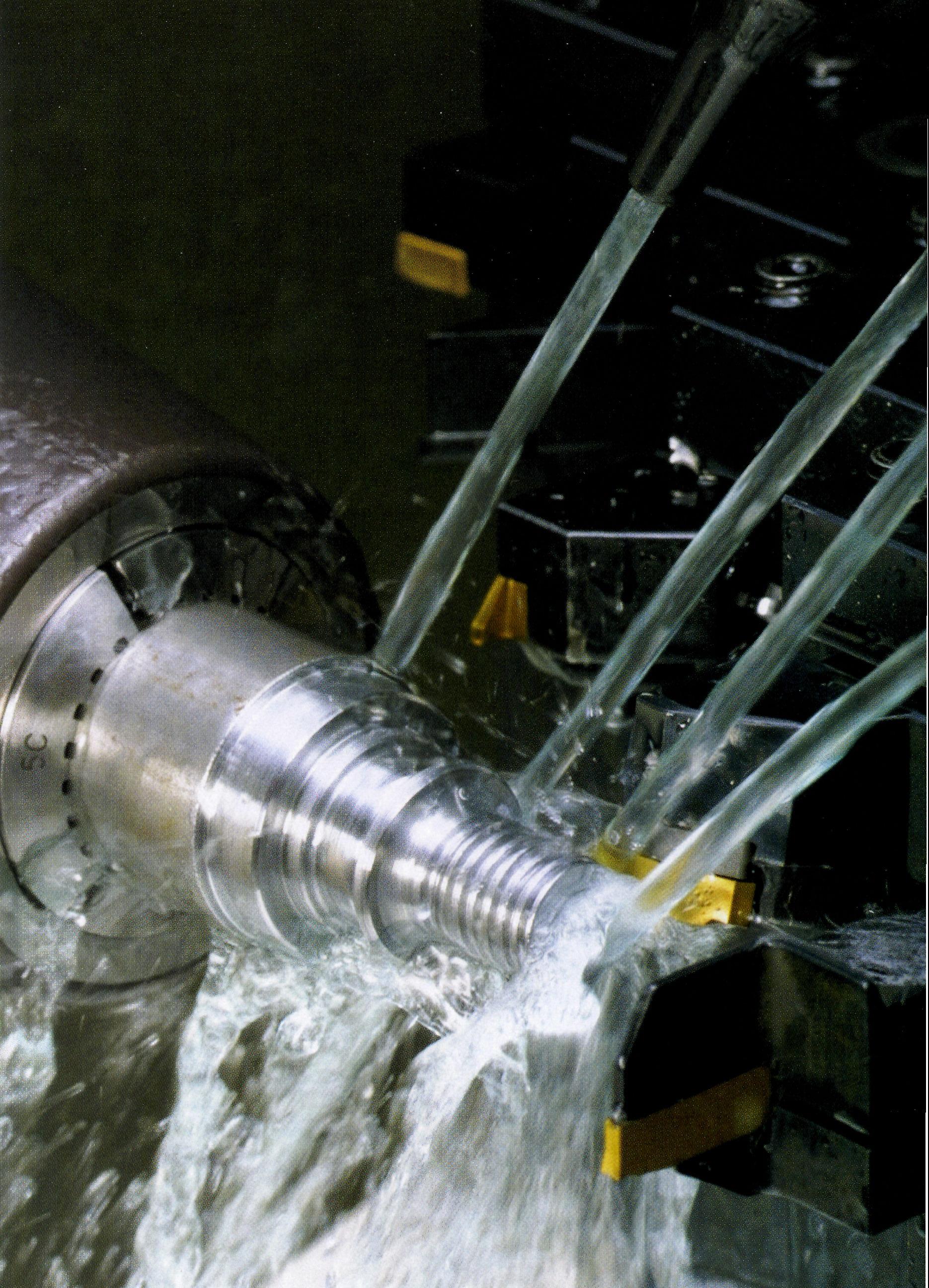
а) б)
а) при фрезеровании; б) при точении
Рисунок 67- Подача СОЖ в зону резания:
При
резании пластичных материалов в условиях
высоких давлений на поверхности резца
частицы материалта затормаживаются,
налипая на резец. В процессе резания
спресованный слой заторможенного
материала возрастает, образуя нарост
на резце (рисунок 68). Нарост появляется
и срывается примерно 200 раз в секунду,
при этом отделившиеся частицы покрывают
обработанную поверхность, ухудшая
чистоту обработки, вызывая вибрацию
технологической системы и волнистость
обработанной поверхности. При образовании
нароста происходит увеличение переднего
угла
![]() резца (рисунок 69), что снижает силу
резания и износ резца, улучшает теплоотвод
от режущей кромки инструмента. Величина
нароста при резании пластичных материалов
зависит главным образом от скорости
резания. При скоростях резания до 10—12
и более 50—70 м/мин величина нароста
незначительна. Однако при скоростях
резания 18—30 м/мин нарост достигает
наибольшего значения и существенно
влияет на качество обработки и процесс
резания. Величину нароста снижают
правильным выбором скорости резания,
применением смазочно-охлаждающей
жидкости, тщательной доводкой передней
поверхности режущего инструмента.
резца (рисунок 69), что снижает силу
резания и износ резца, улучшает теплоотвод
от режущей кромки инструмента. Величина
нароста при резании пластичных материалов
зависит главным образом от скорости
резания. При скоростях резания до 10—12
и более 50—70 м/мин величина нароста
незначительна. Однако при скоростях
резания 18—30 м/мин нарост достигает
наибольшего значения и существенно
влияет на качество обработки и процесс
резания. Величину нароста снижают
правильным выбором скорости резания,
применением смазочно-охлаждающей
жидкости, тщательной доводкой передней
поверхности режущего инструмента.

![]() I-нароста
нет; II-
появление нароста; III-
наибольший нарост; IV-разрушение
нароста
I-нароста
нет; II-
появление нароста; III-
наибольший нарост; IV-разрушение
нароста
Рисунок 68- Схема наростообразования:

Рисунок 69- Схема изменения геометрии резца: