

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Алтайский государственный технический университет
имени И.И. Ползунова»
Бийский технологический институт (филиал)
Беляев В.Н., Фирсов А.М.
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Методические указания к выполнению лабораторных работ по курсу «Технологические процессы в машиностроении» для студентов специальности 150100 «Технология машиностроения»
В.Н. Беляев, А.М. Фирсов Основы литейного производства: Методическое указание к выполнению лабораторных работ по курсу «Технологические процессы в машиностроении» для студентов специальности 150100 «Технология машиностроения»
Алтайский гос. Техн. Ун-т И.И. Ползунова, БТИ.- Бийск: Изд-во Алт. Гос. Техн. Ун-та, 2007.- 20 с.
Рассмотрены на заседании кафедры металлорежущих станков и инструментов БТИ АлтГТУ Протокол №_______________
Рецензент: к.т.н., доцент Падюков К.Н.
Цель работы:
Ознакомится с основами литейного производства, определить прочность формовочной смеси и изучить влияние состава смеси на её свойства.
Общие принципы конструирования литых деталей
Точность размеров, шероховатость поверхности и свойства отливки зависят от качества литейной формы и литейных свойств заливаемого металла. Основными литейными свойствами сплавов, которые необходимо учитывать при конструировании и разработке технологии изготовления отливок, являются жидкотекучесть, усадка и ликвация — неоднородность различных частей отливки по химическому составу.
От жидкотекучести сплава зависит выбор толщин стенок и возможная степень сложности отливки. Чем больше жидкотекучесть сплава, тем тоньше может быть стенка отливки. Жидкотекучесть – способность металла в расплавленном состоянии заполнять литейную форму и воспроизводить контуры и грани отливки.
Усадкой называют уменьшение объема и линейных размеров металлов и сплавов при затвердевании. Линейная усадка может вызывать коробление и образование трещин в отливке. Объемная усадка приводит к появлению усадочной пористости и раковин.
Затвердевание
расплавленного металла начинается у
поверхности формы и распространяется
в перпендикулярном
к ней направлении. Поэтому при выборе
оптимальной конструкции детали необходимо
учитывать расположение
кристаллов в отливке. На рисунке 1
показаны правильная и неправильная
конструкции детали. При сопряжении
поверхностей под углом вследствие
неравномерной
кристаллизации и неблагоприятного
расположения
кристаллов в отливке
возникают внутренние напряжения и
трещины. Поэтому в местах переходов
от одной поверхности к другой необходимо
предусматривать радиусы
закруглений. Минимальный
радиус закруг ления
в сопряжениях двух стенок определяется
выражением
ления
в сопряжениях двух стенок определяется
выражением
![]()
где
![]() и
и![]() —
толщины стенок, мм;
—
толщины стенок, мм;
К— коэффициент, равный 3 при литье в песчано-глинистые и оболочковые формы и равный 5 при кокильном литье.
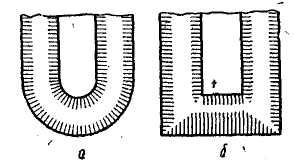
Рисунок 1 - Направления кристаллизации при правильной (а) и неправильной (б) конструкции детали
При литье под давлением и по выплавляемым моделям радиус закругления R принимают равным 0,8— 1,0 мм. Радиусы на внешних кромках можно принять в два раза меньшим R. Переходы между стенками различной толщины должны быть плавными (рисунок 2) и соответствовать соотношению:
![]()
где L — длина переходной части.

Рисунок 2 – Переходы от толстой к тонкой стенке отливки: а — недопустимый; б — удовлетворительный; в — хороший
При охлаждении отливки по мере увеличения толщины слоя затвердевшего металла, уменьшается скорость кристаллизации и увеличивается крупнозернистость структуры, что ухудшает механические свойства отливки.
Для создания равномерной мелкозернистой структуры необходимо предусматривать в отливках по возможности одинаковую толщину стенок. При выборе минимальной толщины необходимо учитывать жидкотекучесть заливаемого сплава, температуру заливки, теплопроводность материала формы.
В таблице 1 приведены рекомендуемые толщины стенок отливок и минимальные диаметры отверстий в отливках для различных методов литья.
Глубокие отверстия (L>3d) в отливках делать не рекомендуется. При необходимости их выполняют с перемычкой.
Таблица 1 – Рекомендуемые толщины стенок и минимальные диаметры отверстий отливок
|
Вид литья |
Толщина стенки отливки, мм |
Минимальный диаметр отверстия, мм | |
|
среняя |
минимальная | ||
|
В песчано-глинистые формы В оболочковые формы По выплавляемым моделям В кокиль Под давлением |
7—10
5-10
2—3
4—8 2—4 |
4,0
2,5
0,3
2,0 0,6 |
10,0
10,0
5,0
10,0 1,5 |
При литье сплавов, склонных к ликвации и имеющих большую усадку, конструкция отливки и технология литья должны обеспечивать направленное затвердевание отливки — снизу вверх. В этом случае усадочная раковина и ликвирующие примеси концентрируются в прибыли.
На необрабатываемых поверхностях отливок, перпендикулярных к плоскости разъема, необходимо предусматривать уклоны или конусность в пределах 0010'—30 в зависимости от метода литья. Внешние поверхности отливки должны иметь по возможности прямолинейные очертания, чтобы обеспечить извлечение модели из формы без устройства отъемных частей и не усложнял конструкцию и технологию изготовления формы.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Формовочные материалы должны обладать главным образом огнеупорностью, газопроницаемостью, прочностью и пластичностью.
Огнеупорностью формовочного материала называется способность его не сплавляться и не спекаться при соприкосновении с расплавленным металлам. Наиболее доступным и дешевым формовочным материалом является кварцевый песок (SiO2), достаточно огнеупорный для отливки самых тугоплавких металлов и сплавов. Из примесей, сопровождающих SiO2, особенно нежелательны щелочи, которые, действуя на SiO2, как флюсы, образуют с ним легкоплавкие соединения (силикаты), пригорающие к отливке и затрудняющие ее очистку. При плавке чугуна и бронзы вредные примеси в кварцевом песке не должны превышать 5—7%, а для стали 1,5—2%.
Газопроницаемостью формовочного материала называется его способность пропускать газы. При плохой газопроницаемости формовочной земли в отливке могут образовываться газовые раковины (обычно сферической формы) и вызвать брак отливки. Раковины обнаруживаются во время последующей механической обработки отливки при снятии верхнего слоя металла. Газопроницаемость формовочной земли зависит от ее пористости между отдельными зернами песка, от формы и величины этих зерен, от их однородности и от количества в ней глины и влаги.
Песок с округленными зернами обладает большей газопроницаемостью, нежели песок с остроугольными зернами. Мелкие зерна, располагаясь между крупными, также уменьшают газопроницаемость смеси, снижая пористость и создавая мелкие извилистые каналы, затрудняющие выход газов. Глина, имея чрезвычайно мелкие зерна, закупоривает поры. Излишек воды также закупоривает поры и, кроме того, испаряясь при соприкосновении с залитым в форму горячим металлом, увеличивает количество газов, которые должны пройти через стенки формы.
Прочность формовочной смеси заключается в способности сохранять приданную ей форму под действием внешних усилий (сотрясения, удар струи жидкого металла, статическое давление залитого в форму металла, давление газов, выделяющихся из формы, и металла при заливке, давление от усадки металла и т.д.).
Прочность формовочной смеси возрастает при повышении содержания влаги до определенного предела. При даленейшем повышении количества влаги прочность повышается. При наличии в формовочном песке примеси глины («жирный песок») прочность повышается. Жирный песок требует большего содержания влаги, чем песок с малым содержанием глины («тощий песок»). Чем мельче зерно песка и чем угловатее его форма, тем больше прочность формовочной смеси. Тонкая связующая прослойка глины между отдельными зернами песка достигается тщательным и продолжительным перемешиванием песка с глиной
Пластичностью формовочной смеси называется способность легко воспринимать и точно сохранять форму модели. Пластичность особенно необходима при изготовлении художественных и сложных отливок для воспроизведения мельчайших подробностей модели и сохранения отпечатков их во время заливки формы металлом. Чем мельче зерна песка и чем равномернее они окружены прослойкой глины, тем лучше они заполняют мельчайшие детали поверхности модели и сохраняют форму. При излишней влажности связующая глина разжижается и пластичность резко снижается.
ДЕФЕКТЫ ЛИТЬЯ И ИХ ПРЕДУПРЕЖДЕНИЕ
Раковины
Виды раковин. Наиболее частым видом литейного брака являются всевозможные раковины. Они являются большей частью только в процессе механической обработки отливок.
Раковины бывают газовые, усадочные (рыхлость и пористость), песочные, шлаковые.
Раковины газовые. Отличительные признаки. Газовые раковины — это сферические или округленные пустоты с гладкой блестящей (у закрытых) или окисленной (у открытых) поверхностью, расположенные или снаружи отливки или внутри ее.
Газовые раковины, образовавшиеся за счет плохого качества металла, чаще всего имеют малые размеры и разбросаны по всей массе отливки. Газовые раковины, образовавшиеся за счёт дефектов формы и неправильной технологии заливки, концентрируются чаще всего на отдельных определенных участку формы и находятся на небольшой глубине от поверхности отливки или стержня.
Причины образования. Причины образования газовых раковин следующие.
1. Выделение газов из металла, вследствие уменьшения pастворимости их в металле при его кристаллизации. Пузырьки газа стремятся всплыть на поверхность, часть их не успевает уйти за пределы отливки и остается в ней в виде газовых раковин.
2. Конструкция формы с такими поверхностями, которые затрудняют удаление скопившихся газов. Это вызывает образование раковин на поверхности отливки.
3.Плохая газопроницаемость формовочной смеси, в частности для стержней, при большом газообразовании.
4.Неудачный состав переплавляемой шихты, загрязненной ржавчиной, серой, водородом, исходным металлом, уже насыщенным газом, замасленной стружкой, а также присутствие в шихте влаги и чрезмерное содержание серы в коксе, в нефти (в мазуте) и в сланцевом масле, если они служат топливом.
5. Неправильное ведение плавки, вызывающее насыщение металла газом в процессе плавки, если металл плохо раскислен.
6.Слишком большая скорость заливки форм. Когда скорости заполнения формы металлом больше скорости отвода из нее газов, оставшиеся газы вызывают в отливках образование газовых раковин. Чем меньше скорость заливки, тем больше остается времени для удаления газов и воздуха через поры и вентиляционные каналы формы. При этом отпадает опасность прохождения газов через жидкий металл.
7.Неудачный способ заполнения формы — заливка прерывающейся струей. При быстрой заливке металла в форму сверху образуются брызги; они окисляются и при отливке чугуна и стали могут вызвать появление раковин за счет выделения окиси углерода при восстановлении окислов железа углеродом. Алюминиевая бронза и алюминиевые сплавы при заливке форм сверху вспениваются. Это также вызывает в отливке газовые раковины.
8. Недостаточное сечение или неправильное расположение выпора.
9. Насыщение чугуна в вагранке газами при избыточном количестве влаги в воздухе, подаваемом в вагранку.
Недостаточно горячий металл может содержать газовые пузыри, не успевающие выделиться при охлаждении металла.
Разливка металла в плохо высушенный и недостаточно нагретый ковш. Носок ковша должен быть особенно хорошо высушен перед разливкой.
Излишняя влажность формовочной смеси в отдельных местах, если форму приходится исправлять после выемки модели.
Чрезмерное уплотнение земли и заглаживание формы, уменьшающие газопроницаемость.
Ржавая поверхность холодильников и кокилей, которая при соприкосновении с жидким чугуном реагирует с углеродом металла, образуя окись углерода (СО).
Неправильная конструкция литниковой системы, при которой возможно засасывание воздуха или неспокойное поступление металла в форму, разрыв струи, образование вихрей и неправильное вентилирование газов из стержней (направленное вниз или навстречу поступающему в форму жидкому металлу).
Заливка струей с большой высоты, когда происходит засасывание воздуха, вспенивание и разбрызгивание металла (с образованием «корольков»).
17. Газы, выделяющиеся вследствие химической реакции в самом металле. Сернистый газ (SO2) обычно вступает в реакцию с медью, образуя закись меди (Си2О) и сернистую медь (Cu2S):
SO2
+ 6Cu
![]() Cu2S
+ 2Cu2O.
Cu2S
+ 2Cu2O.
Реакция эта, однако, может идти в обоих направлениях, в зависимости от концентрации участвующих веществ. От взаимодействия сернистой меди с закисью меди может выделяться сернистый газ, нерастворимый в металле и дающий крупные пузыри. Такие случаи нередко имеют место в заводской практике и особенно опасны при разливке красной меди. На рисунке 3 изображен разрезанный слиток меди весом около 3 кг, забракованный из-за газовых раковин внутри слитка, вызвавших его «рост».
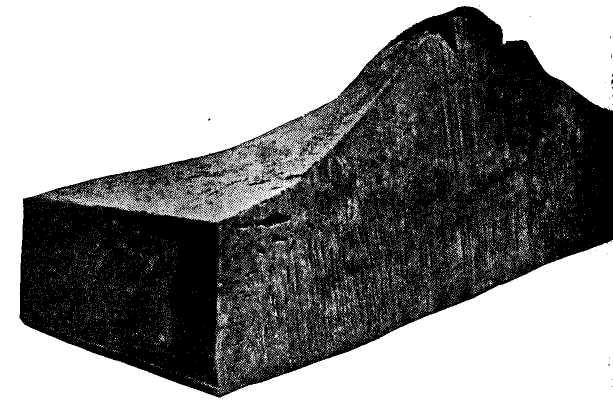
Рисунок 3 – Газовые раковины в красной меди
Мелкие газовые пузырьки могут получиться на поверхности отливки из бронзы с примесью свинца. Это газовая пористость происходит при окрашивании формы краской, содержащей графит. Окислы свинца в бронзе восстанавливаются графитом с выделением окиси углерода на поверхности отливки, соприкасающейся с графитовой краской.
При замене графита тальком (3MgO-4SiO2-H2O) источком газовой пористости может явиться кристаллизационная вода, выделение которой при температуре бронзы, залитой форму, вызывает повышенную пористость на поверхности отливки. Предварительное прокаливание талька до 1000° обеспечивает удаление кристаллизационной воды. Тогда газовой пористость на поверхности отливки не получится.
Раковины усадочные (рыхлость и пористость). Отличительные признаки. Усадочные раковины имеют вид углублений и пустот неправильной формы, образующихся р тех местах отливки, где металл затвердевает в последнюю очередь. Иногда вместо концентрированных усадочных раковин наблюдается местная рыхлость и пористость, вследствие которой отливки не выдерживают давления при гидравлическом испытании и бракуются.
Причины образования. Основной причиной образования усадочных раковин является уменьшение объема металла при затвердевании и дальнейшем охлаждении. Размер усадочных раковин зависит от степени (величины) усадки и от температуры заливки метала в форму (высокая температура заливки увеличивает объем усадочных раковин), а также от конструкции и размеров отливки и от скорости заполнения формы.
Меры предупреждения. В тех частях отливок, где следует ожидать образования раковин, в формах устраивают соответствующие прибыли, из которых в период усадки отливка питается жидким металлом. Металл в прибыли должен затвердевать в последнюю очередь. Для устранения пористости применяют холодильники, ускоряющие затвердевание металла в соответствующих зонах (рисунок 4).
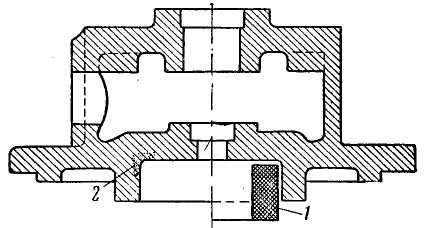
Рисунок 4 – Постановка холодильника во избежание усадочной раковины: 1— холодильник; 2 — усадочная рыхлость
Раковины песочные. Отличительные признаки. Песочные раковины — это закрытые или открытые раковины неправильной формы в различных частях отливки, заполненные частично или полностью формовочным материалом (рисунок 5).
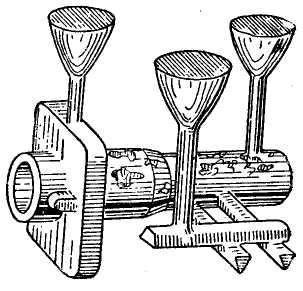
Рисунок 5 – Песочные раковины
Причины образования. Образование песочных раковин вызывают следующие причины.
1. Повреждение песочной формы при извлечении из нее модели я при сборке формы (накладывании верхней опоки).
Разрушение частей формы струей металла при заполнении формы.
Размывание металлом слабо набитых мест формы или пережженных в сушиле.
Механическое засорение готовой формы.
Неправильные формовочные уклоны модели.
Отсутствие галтелей (закруглений в углах модели) необходимой величины (вследствие чего земля с углов осыпается).
Несоответствие размеров и конструкций опоки размерам модели (в тесной опоке тонкий слой земляной формы может осыпаться от удара струи жидкого металла).
Применение неисправных опок, вызывающих повреждение формы.
Неудовлетворительное качество формовочных материалов, разрушаемых в форме металлом.
10.Неравномерное уплотнение в форме формовочной смеси.
Раковины шлаковые. Отличительные признаки.
Шлаковые раковины имеют неправильную форму и шероховатую поверхность. Полость раковины бывает заполнена шлаком полностью или частично.
Размеры, количество и расположение шлаковых раковин разнообразны и зависят от причин, вызвавших их образование
Причины образования. Основной причиной образования шлаковых раковин является попадание шлака в форму вместе с металлом при заливке вследствие:
плохой очистки металла от шлака;
недостаточного заполнения литниковой чаши во время заливки;
неправильной литниковой системы;
недостаточной жидкотекучести металла;
5)перерыва струи металла при заливке.
Меры предупреждения. Для борьбы со шлаковыми раковинами необходимо обеспечить повышенную температуру при плавлении металла с целью увеличить его жидкотекучесть и понизить вязкость, а также улучшить условия всплывания шлака при выдерживании металла в ковше перед заливкой. Шлак необходимо счищать с поверхности металла счищалками. Для облегчения снятия жидкий шлак следует присыпать чистым сухим песком, который делает его более густым.
БОРЬБА С БРАКОМ В ЛИТЕЙНЫХ ЦЕХАХ
Предупреждение брака. Литейный брак приносит огромнейший ущерб, даже при условии использования забракованного литья в качестве шихтового возврата.
Этот ущерб велик, особенно, если учесть потери дефицитного цветного металла. Только понимание сущности производства может помочь при всех условиях находить истинную причину брака и пути к его устранению. Глубокое понимание технологии дает возможность изменять устаревшие способы производства и вводить новые.
Борьба с браком может быть успешной только в том случае когда выявлены причины его и найдены способы устранения брака.
Способы снижения брака в литейном производстве следующие:
тщательное контролирование исходных материалов (шихты, формовочных земель и других видов сырья);
выбор правильной технологии (формовки, плавки заливки и т. д.);
детальный инструктаж исполнителей с применением авторегулировки и контрольной аппаратуры (пирометров и пр.);
4) строгая
технологическая и организационная
дисциплина;
5) правильная организация технического контроля отливок;
6) тщательный анализ и изучение видов и предполагаемых причин брака;
7) широкое внедрение различных методов исправления дефектов отливок;
8) совместная работа литейщиков и конструкторов, так как литейный брак нередко зарождается еще на столе конструктора.
Способы исправления литейного брака. Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие.
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150—180° или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
3. Газовая или электродуговая заварка пороков отливки после удаления дефектной части металла. Этот способ в последнее время применяется чаще других.
ПРАВИЛА КОНСТРУИРОВАНИЯ МОДЕЛЕЙ
Конструктор отливок должен учитывать процесс образования структуры при затвердевании отливки, процесс усадки, внутренние напряжения, основные приемы формовки, способы заливки и приемы очистки литья и т. п. При конструировании модели необходимо стремиться к получению отливки с (минимальными внутренними напряжениями. Конструктор моделей для отливок Должен избегать острых углов, так как в них преимущественно и концентрируются рыхлость и усадочные раковины. Углы необходимо округлять, обеспечивая равномерное остывание.
Нужно модель так сконструировать, чтобы толщина стенок отливки оказалась равномерной и чтобы конструкция отливки обеспечивала возможность питания металлом наиболее горячих мест, создавая направленное затвердевание отливки. Для сплавов, обладающих большой усадкой (сталь, белый чугун, алюминиевая бронза и др.), это требование имеет особенное значение.
Достижение равномерного затвердевания и последующего охлаждения отливки является основным условием уменьшения брака и основной задачей для борьбы с вредными напряжениями в отливке.
Очертания, размеры и толщина стенок отливки должны подобраны так, чтобы полностью была исключена возможность получения брака по вине неудачной конструкции.
Изготовление сложных цельных моделей (не составных) очень дорого. Такие модели осложняют формовку и увеличивают вероятность получения брака. Дальнейшая механик обработка сложных отливок бывает обычно затруднительно
Составная конструкция значительно упрощает изготовление модели. Она облегчает формовку и последующую отливку и обработку на станках, т. е. снижает себестоимость изделия. Поэтому конструктор должен учитывать не только назначение отливки, но и возможность более легкой установки ее на станках для механической обработки. Для этого он в соответствующих местах предусматривает выступы или приливы.