

Федеральное агентство по образованию Бийский технологический институт (филиал)
государственного образовательного учреждения
высшего профессионального образования
«Алтайский государственный технический университет
им. И.И. Ползунова»
В.Н. Беляев, А.М. Фирсов
Лабораторный практикум
Учебное пособие к выполнению лабораторных работ по курсу «Технологические процессы в машиностроении», «Технология конструкционных материалов», «Технология и организация производства продукции и услуг» для студентов специальности 151001 «Технология машиностроения», 160302 «Ракетные двигатели», 170104 «Высокоэнергетические устройства автоматических систем», 190603 «Сервис транспортных и технологических машин и оборудования», 220501 «Управление качеством»
Бийск
Издательство Алтайского государственного технического университета им. И.И.Ползунова
2009
УДК 621.7, 621.9
Б43
Разработано в соответствии с Государственным образовательным стандартом ВПО 2000 г. для направления подготовки 151001, 160302, 170104, 190603, 220501 на основе учебно-методических комплексов «Технологические процессы в машиностроении», «Технология конструкционных материалов», «Технология и организация производства продукции и услуг»
Рецензенты:
доктор технических наук Г.С. Игонин
кандидат технических наук К.Н. Падюков;
Работа подготовлена на кафедре металлорежущих станков и инструментов
Беляев В.Н., Фирсов А.М.
Лабораторный практикум: учебное пособие/ В.Н. Беляев, А.М. Фирсов. – Алт. гос. техн. ун-т, БТИ. – Бийск: Изд-во Алт. гос. техн. ун-та, 2009. – 104 с.
Учебное пособие предназначено для студентов ВУЗов специальностей 151001, 160302, 170104, 190603, 220501 для выполнения лабораторных работ в рамках курсов «Технологические процессы в машиностроении», «Технология конструкционных материалов», «Технология и организация производства продукции и услуг». Содержит описание лабораторных работ по литейному производству, сварке, обработке металлов давлением и резанием. Изложены теоретические основы, методические указанию по выполнению работ, дано описание оборудования и приборов.
Рассмотрено и одобрено на заседании кафедры «Металлорежущие станки и инструменты» Бийского технологического института
Протокол № от 2009 г
|
|
© БТИ АлтГТУ, 2009 |
Учебное издание
Лабораторная работа №1
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА (4 часа)
Цель работы:
Изучение технологии литейного производства и проектирование литейной формы для изготовления отливки.
Задачи работы:
а) изучить принципы проектирования и получения литейной формы;
б) ознакомится с технологией литейного производства;
в) спроектировать эскиз литейной формы по заданному чертежу детали;
г) оформить отчёт о проделанной работе.
Для работы необходимы: линейка, карандаш, чертежи деталей.
1 ОБЩИЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
ЛИТЫХ ДЕТАЛЕЙ
Изготовление деталей машин и других изделий способом литья называется литейным производством, а изделия, полученные этим способом, называются отливками.
Литьё- получение отливок путём заливки расплавленных материалов в литейную форму.
Литейное производство — это изготовление разнообразных металлических изделий путем заливки расплавленного металла в форму, где он затвердевает. Оно является одним из важнейших производств в машиностроении. Изготовление литых деталей в машиностроении составляет 60—80% всех видов технологических процессов. Способ получения деталей отливкой является более дешевым по сравнению с ковкой и штамповкой. Литьем изготовляют детали очень сложной конфигурации, в особенности полые, которые нельзя изготовить ковкой, штамповкой или иной механической обработкой из прокатанного или из прессованного материала. Вес литых деталей не ограничен — от нескольких грамм до сотен тонн.
Точность размеров, шероховатость поверхности и свойства отливки зависят от качества литейной формы и литейных свойств заливаемого металла. Основными литейными свойствами сплавов, которые необходимо учитывать при конструировании и разработке технологии изготовления отливок, являются жидкотекучесть, усадка и ликвация — неоднородность различных частей отливки по химическому составу.
От жидкотекучести сплава зависит выбор толщин стенок и возможная степень сложности отливки. Чем больше жидкотекучесть сплава, тем тоньше может быть стенка отливки.
Усадкой называют уменьшение объема и линейных размеров металлов и сплавов при затвердевании. Линейная усадка может вызывать коробление и образование трещин в отливке. Объемная усадка приводит к появлению усадочной пористости и раковин.
Затвердевание расплавленного металла начинается у поверхности формы и распространяется в перпендикулярном к ней направлении. Поэтому при выборе оптимальной конструкции детали необходимо учитывать расположение кристаллов в отливке. На рисунке 1 показаны правильная и неправильная конструкции детали. При сопряжении поверхностей под углом вследствие неравномерной кристаллизации и неблагоприятного расположения кристаллов в отливке возникают внутренние напряжения и трещины. Поэтому в местах переходов от одной поверхности к другой необходимо предусматривать радиусы закруглений. Минимальный радиус закругления в сопряжениях двух стенок определяется выражением:
![]() ,
,
где
![]() и
и![]() —
толщины стенок, мм;
—
толщины стенок, мм;
К— коэффициент, равный 3 при литье в песчано-глинистые и оболочковые формы и равный 5 при кокильном литье.
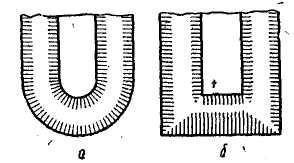
Рисунок 1– Направления кристаллизации при правильной (а) и неправильной (б) конструкции детали
При литье под давлением и по выплавляемым моделям радиус закругления R принимают равным 0,8— 1,0 мм. Радиусы на внешних кромках можно принять в два раза меньшим R. Переходы между стенками различной толщины должны быть плавными (рисунок 2) и соответствовать соотношению:
![]() ,
,
где L — длина переходной части.

а — недопустимый; б — удовлетворительный; в — хороший
Рисунок 2 – Переходы от толстой к тонкой стенке отливки
При охлаждении отливки по мере увеличения толщины слоя затвердевшего металла, уменьшается скорость кристаллизации и увеличивается крупнозернистость структуры, что ухудшает механические свойства отливки.
Для создания равномерной мелкозернистой структуры необходимо предусматривать в отливках по возможности одинаковую толщину стенок. При выборе минимальной толщины необходимо учитывать жидкотекучесть заливаемого сплава, температуру заливки, теплопроводность материала формы.
В таблице 1 приведены рекомендуемые толщины стенок отливок и минимальные диаметры отверстий в отливках для различных методов литья.
Глубокие отверстия (L>3d) в отливках делать не рекомендуется. При необходимости их выполняют с перемычкой.
Таблица 1 – Рекомендуемые толщины стенок и минимальные диаметры отверстий отливок
|
Вид литья |
Толщина стенки отливки, мм |
Минимальный диаметр отверстия, мм | |
|
средняя |
минимальная | ||
|
В песчано-глинистые формы В оболочковые формы По выплавляемым моделям В кокиль Под давлением |
7—10
5-10
2—3
4—8 2—4 |
4,0
2,5
0,3
2,0 0,6 |
10,0
10,0
5,0
10,0 1,5 |
При литье сплавов, склонных к ликвации и имеющих большую усадку, конструкция отливки и технология литья должны обеспечивать направленное затвердевание отливки — снизу вверх. В этом случае усадочная раковина и ликвирующие примеси концентрируются в прибыли.
На необрабатываемых поверхностях отливок, перпендикулярных к плоскости разъема, необходимо предусматривать уклоны или конусность в пределах 0010'—30 в зависимости от метода литья. Внешние поверхности отливки должны иметь по возможности прямолинейные очертания, чтобы обеспечить извлечение модели из формы без устройства отъемных частей и не усложнял конструкцию и технологию изготовления формы.