3. Технологический процесс капиллярного контроля
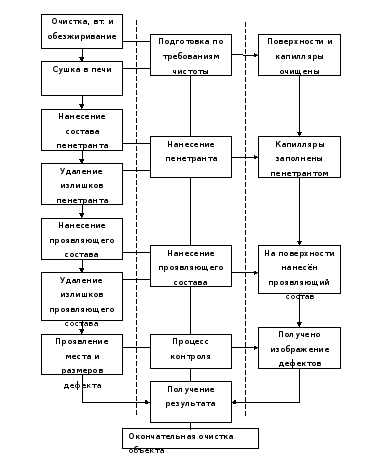
Технологический процесс капиллярного контроля включает операции подготовки поверхностей изделия в соответствии с требованиями промышленной чистоты, нанесения пенетранта и проявляющего состава, выявление дефектов и получение результатов контроля. Основные этапы технологического процесса приведены на рис. 5.4.
После нанесения пенетранта на поверхность изделия необходим определённый промежуток времени для его проникновения в капилляры. Отдельные сведения по минимальной продолжительности контакта с пенетрантом по известным данным [2,3] приведены в табл. 5.2.
Отечественные наборы капиллярной дефектоскопии позволяют обеспечивать разные классы чувствительности в процессе контроля. Такие данные приведены в табл. 5.4 [2.3.4]
Таблица 5.2
Продолжительность с пенетрантом
|
Вид материалов |
Вид детали |
Время , мин. | |
|
При 25 – 80 0С |
При 5 – 25 0С | ||
|
Все металлические материалы |
Термические трещины |
20 – 5 |
20 – 60 |
|
Шлифовальные трещины |
20 – 5 |
20 – 60 | |
|
Установочные дефекты |
20 – 5 |
20 – 60 | |
|
Сварные соединения (алюминий) |
Трещины |
15 – 2 |
15 – 40 |
|
Поры |
10 – 2 |
10 – 20 | |
|
Сварные соединения (сталь) |
Трещины |
15 – 3 |
15 – 40 |
|
Поры |
15 – 2 |
15 – 25 | |
Таблица 5.3
Материалы капиллярной дефектоскопии
|
№ Набора |
Дефектоскопические материалы | |||||
|
Пенетрант |
Проявитель |
Очиститель |
Материал контроля |
Диапазон температур |
Класс чувствительности | |
|
1 |
ЛЖ – 6А |
ПР – 1 |
ОЖ – 1 |
Металлы, пластик, керамика |
15 – 35 |
I |
|
2 |
«К» |
«М» |
|
Металлы, стекло керамика |
-40 – (+40) |
I |
|
3 |
ЛЖ – 6А |
ПР – 4 |
ОЖ – 1 |
Металлы, пластик, керамика |
15 – 35 |
II |
|
4 |
ЛЖ – 1 ЛЖ – 1К |
ПР – 4 |
ОЖ – 1 |
Металлы, пластик, керамика |
15 – 35 |
II |
|
5 |
ЛЖ – 1 ЛЖ – 1К |
Окись магния |
Вода с ПАВ |
Металлы, пластик, керамика |
15 – 35 |
III |
Выявление дефектов в процессе капиллярного контроля проводят визуально или с помощью инструментальных средств. Одна из схем контроля с применением измерителя видимости приведена на рис. 5.4. В соответствии с этой схемой исследователь наблюдает объект через двухприломляющую призму и поляроид. Двухприломляющая призма передаёт в поле зрения два изображения: а и б. Поворотом поляроида VП можно ослабить одно из изображений и одновременно усилить другое. Тем самым можно регистрировать яркость фона объекта ВФ и яркость индикаторного следа дефекта ВД. На принципе схемы на рис. 4. основана конструктивная схема измерителя видимости типа М – 53А. Сведения по отдельным приборам для капиллярного контроля приведены в табл. 5.4.
|
ип |
Страна |
Метод контроля |
Технические характеристики |
Объект контроля |
|
Двулучевой микрофотометр ИФО-У51 |
Россия |
Микрофотометрический |
Точность измерения плотностей 1% Увеличение на экране Х20 Масштабы регистрации 1:1,5:1,10:1,100:1,300:1 |
Фотографическое изображение с представлением индикаторного следа дефекта |
|
Установка с видеокамерой для автоматической обработки изображения |
Россия |
Микрофотометрический |
Длительность кадра 0,5 с. Число разрешаемых элементов 2,5 · 105 Размер экрана 140Х140 мм |
Видеоизображение с представлением индикаторного дефекта |
|
Автоденсидатор |
Англия |
Микрофотометрический двулучевой |
Оценка изображения автоматическая по программе разрешающая способность 1 мкм для плотности до 2г. |
Фотографическое изображение с представлением индикаторного следа дефекта. |
Выбор средств капиллярного контроля проводят с учётом требований к контролируемым объектам и их массовости.