

5.7.5. Пост для газовой сварки
Пост
для газовой сварки (рис. 5.26) должен иметь:
сварочный стол 1, армированный
шамотным кирпичом, свариваемые заготовки
2, присадочную сварочную проволоку 3,
горелку 4, гибкие сварочные шланги 5,
баллон с ацетиленом 8 и редуктором 6
(окрашенным в белый цвет, как и баллон),
баллон с кислородом
и редуктором 7 (окрашенным в голубой
цвет, как и баллон).
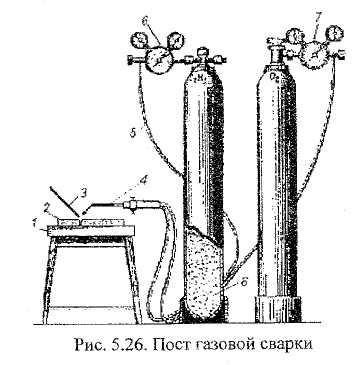
Каждый редуктор оснащен двумя манометрами: один показывает давление газа в баллоне, другой - давление на выходе (в шланге).
5.7. 6. Технико-экономическое обоснование
Преимущества:
Способ обладает большой универсальностью, т. е. позволяет сваривать черные, цветные металлы и их сплавы.
Способ позволяет регулировать температуру в широких пределах.
Сварка возможна во всех пространственных положениях.
4. Возможность производить подогрев свариваемых заготовок перед сваркой, в процессе сварки и после сварки.
Недостатки:
Большая околошовная зона нагрева и, следовательно, большие деформации и коробления.
При увеличении толщины свариваемых листов резко снижается производительность сварки и качество швов.
Взрывоопасность применяемых газов.
Требуется высокая квалификация сварщика.
Применение:
Сварка тонких листов (0,2-2 мм).
Ремонт различных машин и механизмов, заварка дефектов в отливках, в том числе из чугуна и бронзы, монтаж и ремонт сантехнических и теплотехнических коммуникаций.
Наплавка специальных легированных сталей (жаропрочных, износостойких и др.) на конструкционную сталь.
Пайка и резка металлов.
Резка металлов
Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла. Различают механическую (ножницами, пилами, резцами), ударную (рубку) и термическую резку. Термической резкой называют обработку металла (вырезку заготовок, строжку, создание отверстий) посредством нагрева. Паз, образующийся между частями металла результате резки, называют резом. По форме и характеру реза может быть разделительная и поверхностная резка, по шероховатости поверхности реза — заготови-тельная и чистовая. Термическая резка отличается от других видов высокой производительностью при относительно малых затратах энергии и возможностью получения заготовок любого, сколь угодно сложного, контура при большой толщине металла.
Можно выделить три группы процессов термической резки: окислением, плавлением и плавлением-окислением.
При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде, затем сжигают его в струе кислорода, используя образующуюся теплоту для подогрева следующих участков металла. Продукты сгорания выдувают их реза струей кислорода и газов, образующихся при горении. К резке окислением относится газоплазменная (кислородная) и кислородно-флюсовая резка. Газопламенной резкой можно резать железо и углеродистые стали. Для резки чугуна, цветных металлов, высоколегированных сталей, хромоникелевых сплавов применяют кислородно-флюсовую резку. Этот способ резки применяется также для резки бетона и железобетона.
При резке плавлением металл в зоне резки нагревают мощным концентрированным источником тепла выше температуры его плавления и выдувают расплавленный металл из реза с помощью силы давления дуговой плазмы, реакции паров металла, электродинамических и других сил, возникающих при действии источника тепла, либо специальной струей газа. К способам этой группы относятся: луговая, воздушно-дуговая, сжатой дугой (плазменная), лазерная и термогазоструйная резка. Наиболее распространен обеспечивающий высокое качество производительности труда способ плазменной резки (резка сжатой дугой). Для цветных металлов, и в первую очередь алюминия, плазменная резка — один из лучших способов.
При резке плавлением-окислением применяют одновременно оба процесса, на которых основаны две предыдущие группы способов резки. К способам этой группы относятся: кислородно-дуговая, кислородно-плазменная, кислородно-лазерная резка.