

Шпонкові з’єднання
Елементами шпонкового з’єднання є вал, шпонка, колесо. Шпонка призначена для передачі крутного моменту і осьового зусилля від вала до колеса або навпаки.
Розрізняють призматичні, клинові та сегментні шпонки.
Найбільш широко застосовують призматичні шпонки: нормальної висоти в трьох виконаннях. Розміри перерізу шпонки залежать від діаметра вала, а довжина – від крутного моменту.
 Приклад
позначення:Шпонка
2 – 18х11х100 ГОСТ 23360-78,
де 2 – виконання (один торець скруглений,
другий - прямий); 18х11 – переріз; 100 –
довжина шпонки.
Приклад
позначення:Шпонка
2 – 18х11х100 ГОСТ 23360-78,
де 2 – виконання (один торець скруглений,
другий - прямий); 18х11 – переріз; 100 –
довжина шпонки.
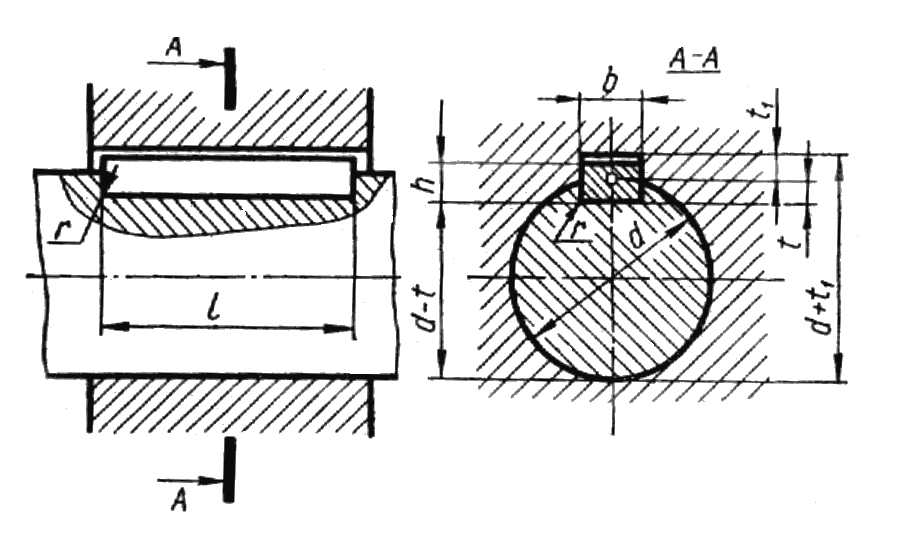
Рис. 6.13
Шпонкове з’єднання звичайно зображують у двох проекціях (рис 6.13).
Умовності при зображенні шпонкових з’єднань полягають у тому, що зазор між верхніми неробочими поверхнями дещо збільшують порівняно з дійсними його розмірами.
Таблиця 6.1
Розміри шпонокових з’єднань
|
d |
b x h |
t |
t1 |
l |
rmin |
rmax |
|
Від 17 до 22 |
6 х 6 |
3,5 |
2,8 |
14-70 |
0,16 |
0,25 |
|
Св. 22 до 30 |
8 х 7 |
4,0 |
3,3 |
18-90 | ||
|
Св. 30 до 38 |
10 х 8 |
5,0 |
22-110 |
0,25 |
0,4 | |
|
Св. 38 до 44 |
12 х 8 |
28-140 | ||||
|
Св. 44 до 50 |
14 х 9 |
5,5 |
3,8 |
36-160 | ||
|
Св. 50 до 58 |
16 х 10 |
6,0 |
4,3 |
45-180 | ||
|
Св. 58 до 65 |
18 х 11 |
7,0 |
4,4 |
50-200 | ||
|
Св. 65 до 75 |
20 х 12 |
7,5 |
4,9 |
56-220 |
0,4 |
0,5 |
|
Св. 75 до 85 |
22 х 14 |
9,0 |
5,4 |
63-250 | ||
|
Довжину шпонки потрібно вибрати з ряду: 6; 8; 10; 12; 14; 16; 18; 20; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм. | ||||||
6.3 Нерознімні з’єднання деталей Зварні з’єднання
Зварні з’єднання є найбільш поширеними нерознімними з’єднаннями. Вони утворюються при розплавленні металу в зоні стику і його подальшому затвердінні. Метал, що затвердів після розплавлення, називають зварним швом.
Зварні шви класифікують за такими ознаками:
за способом взаємного розміщення зварюваних деталей (рис. 6.14 а…г ) – стикові (С), кутові (У), таврові (Т), внапусток (Н);
за формою підготовки кромок – без скосу кромок (рис. 6.15 а ); з відбортуванням (рис. 6.15 б, в); з різноманітними скосами кромок (рис. 6.15 г);
за характером виконання – суцільні, переривчасті, точкові, однобічні й двобічні.
Зварні шви на кресленнях зображують умовно за правилами ГОСТ 2.312-72, а саме:
незалежно від способу зварювання видимі шви зображують суцільною товстою основною лінією, а невидимі – штриховою (рис. 6.16 а );
видиму одиничну зварну точку умовно показують знаком +, виконаним суцільною товстою основною лінією, невидимі одиничні точки не зображують (рис. 6.16 б).
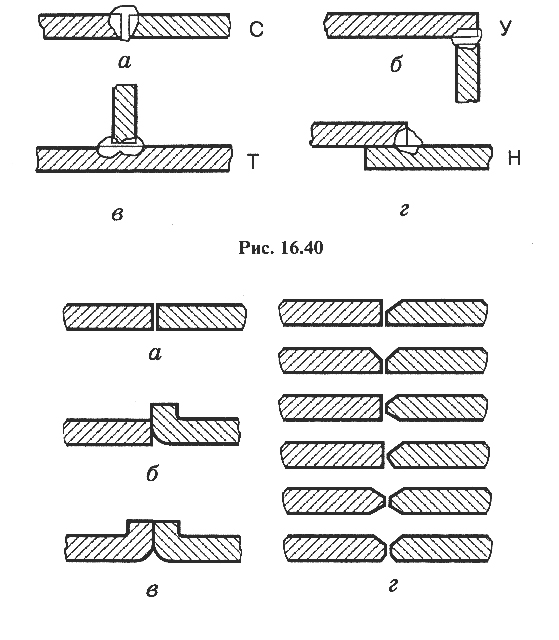
Рис. 6.14
Р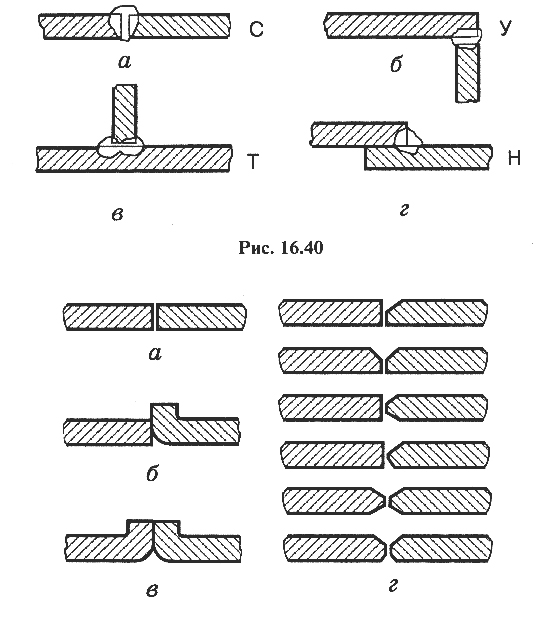 ис.
6.15
ис.
6.15
Р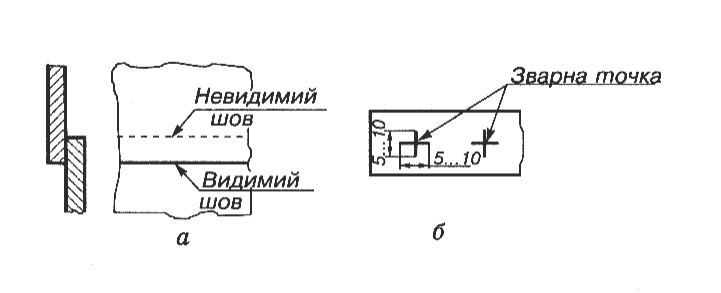 ис.
6.16
ис.
6.16
Для позначення типу зварного шва від його зображення проводять лінію-виноску, що починається односторонньою стрілкою. Для видимого шва над поличкою, а для невидимого – під поличкою записують необхідні параметри стандартного зварного шва:
номер стандарту на тип і конструктивні елементи зварного шва;
літерно-цифрове позначення шва за цим стандартом (беруть з таблиць);
спосіб виконання зварювання (можна не зазначати);
знак і розмір катета шва;
знак і параметри переривчастих швів.
Н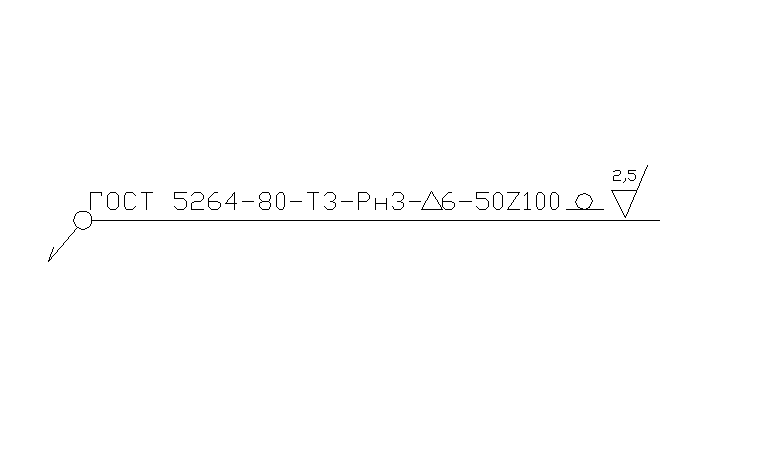 априклад,
позначення
априклад,
позначення
О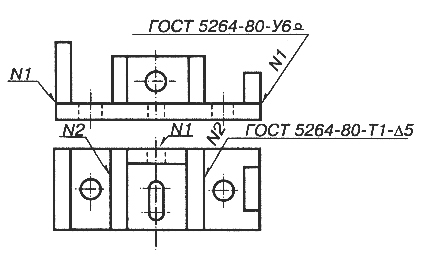 значає
шов, виконаний по периметру (знак,
ще є знак
- монтажний шов відповідно до ГОСТ
5264-80); Т3 – тавровий двобічний без скосу
кромок; Рн3 – спосіб зварювання (можна
не позначати); 6 – катет шва, мм; 50Z100 –
переривчастий шаховий шов; 50 – відстань
між швами; 100 – крок шва;
о .
– підсилення шва зняти (є ще знак –
напливи та нерівності шва обробити з
плавним переходом до основного металу).
значає
шов, виконаний по периметру (знак,
ще є знак
- монтажний шов відповідно до ГОСТ
5264-80); Т3 – тавровий двобічний без скосу
кромок; Рн3 – спосіб зварювання (можна
не позначати); 6 – катет шва, мм; 50Z100 –
переривчастий шаховий шов; 50 – відстань
між швами; 100 – крок шва;
о .
– підсилення шва зняти (є ще знак –
напливи та нерівності шва обробити з
плавним переходом до основного металу).
Якщо у виробі є кілька однакових зварних швів, то їх позначають одним номером. На одному зі швів наносять повне його позначення, а на решті – присвоєний номер (рис. 6.17).
Рис. 6.17