

3.3 Размещение основного оборудования. Характеристика основного оборудования, специализированных инструментов, диагностических систем и приборов
Расстановка оборудования на посту выполнена с учетом необходимых требований техники безопасности, удобства обслуживания и монтажа оборудования при соблюдении нормативных расстояний между оборудованием, между оборудованием и элементами зданий. Все оборудование расставлено по периметру поста. В соответствии с этим принимаем расстояние между боковыми и тыльными сторонами оборудования - 500 мм, как показано на рисунке 3.4.
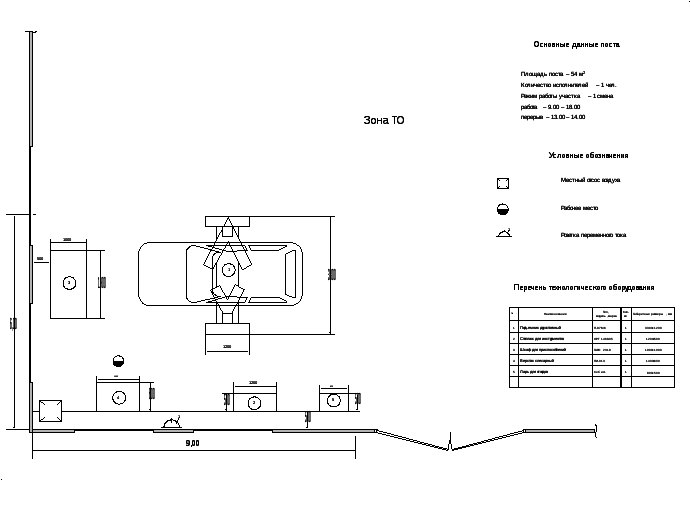
Рисунок 3.4 – Расположение оборудования на посту тюнинга в зоне ТО
Подбор основного технологического оборудования, технологической и организационной оснастки для объекта проектирования осуществляется с учётом рекомендаций типовых проектов рабочих мест.
Компоновка технологического оборудования, выбор технологической оснастки и расстановка рабочих мест на объекте проектирования должны учитывать требования «Строительных норм и правил предприятий по ремонту автомобилей».
Таблица 3.1 – Ведомость оборудования и инструмента
|
Наименование |
Модель |
Производитель |
Параметры |
Кол-во, шт. |
Цена, руб. |
|
Грузоподъёмное оборудование: | |||||
|
Двухстоечный подъёмник |
П-97МК Лидер |
ООО «Лидер-М» |
Размеры 3300х1200, мощность 2,0 кВт |
1 |
95000 |
|
Оборудование для хранения инструментов, приспособлений: | |||||
|
Стеллаж для инструментов |
ОРГ 1468-05 |
Собст. изгот. |
1200х500 |
1 |
2500 |
|
Шкаф для приспособлений |
ГAPO 2318 |
ОАО «ГАРО» |
1200х750 |
1 |
2800 |
|
Технологическое оборудование: | |||||
|
Съемник рулевых тяг универсальный |
TJG B1963 |
TJG, Тайвань |
настольный |
1 |
8600 |
|
Инструменты: | |||||
|
Комплект инструментов слесаря-монтажника |
Licota |
Швейцария |
настольный |
1 |
2100 |
|
Набор электроинструмента |
MasterMax |
Австрия |
настольный |
1 |
5600 |
|
Организационная оснастка | |||||
|
Верстак |
ПИ 013 |
|
1400х800 |
1 |
1800 |
Компоновка оборудования должна удовлетворять требованиям технологического процесса и обеспечения выполнения работ с минимальными затратами времени, энергии исполнителей, при этом должна обеспечиваться безопасность выполнения работ и соответствующая культура производства.
3.4 Перечень оказываемых услуг. Характеристика и анализ процесса предоставления типовой услуги
Основой организации и управления на автомобильном транспорте при проведении технического обслуживания и ремонта автомобилей является производственный процесс. Рационально организованные производственные процессы создают условия для применения наиболее прогрессивных и эффективных принципов, методов, форм и рациональных организационных структур управления, которые обеспечивают оптимальное сочетание децентрализованных и централизованных процессов управления и обеспечивают максимальную эффективность управления. В основу организации производства проектируемого СЦ положена единая для всех автосервисных предприятий принципиальная схема технологического процесса обслуживания и ремонта автомобилей (рис.3.5).
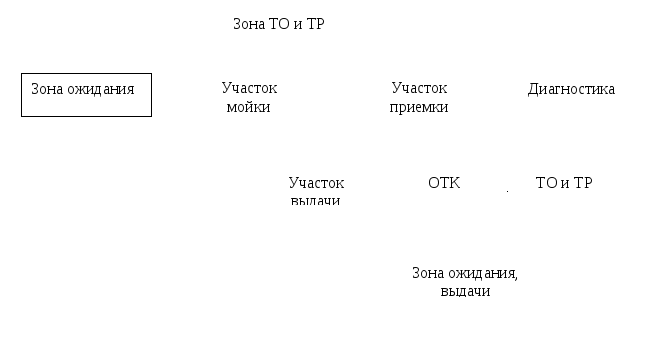
Рисунок 3.5 – Схема производственного процесса полнообъемного ТО
Учитывая право владельца автомобиля заказать на СЦ выполнение работ любого вида или выборочного комплекса работ, составлены наиболее характерные варианты сочетания видов и комплексов работ по ТО и ТР автомобилей и их рациональной организации.
Вариант 1 – ТО в полном объеме. Автомобиль поступает в зону ТО и ТР на тупиковый пост, где в определенной последовательности согласно технологическим картам выполняются работы (крепежные, регулировочные по системе питания, по системе электрооборудования, смазочные), предусмотренные объемы ТО-1 или ТО-2;
Вариант 2 – выборочные работы ТО. Автомобиль поступает в зону ТО и ТР на тупиковый пост, где выполняются выборочные виды или комплекс работ, согласованных с заказчиком.
Вариант 3 – ТО в полном объеме и ТР. Автомобиль поступает в зону ТС и ТР, или на автомобиле-место специализированных производственных участков (агрегатно-механического, участка регулировки углов установки управляемых колёс). В зоне ТО и ТР производится диагностирование. После диагностирования автомобиль проходит ТО, которое проводится согласно технологическим картам.
Вариант 4 – выборочные работы ТО и ТР. Автомобиль поступает в зону ТО и ТР, а затем проводится диагностирование в зоне ТО для проведения выборочных комплексов работ из объема ТО, которые заказаны владельцем автомобиля.
Вариант 5 – ТО в полном объеме и работы ТР, необходимость проведения которых была выявлена при диагностировании. Автомобиль поступает на участок диагностирования, затем на пост ТР, или ТО, где оно проводится в полном объеме.
Вариант 6 – выборочные работы ТО и работы ТР, необходимость проведения которых была выявлена при диагностировании. Последовательность выполнения работ такая же, как и при варианте 5, но на постах ТО выполняются только заявленные комплексы работ.
Вариант 7 – работы ТР по заявке владельца. Автомобиль поступает на свободный пост ТО и ТР, где согласно технологическим картам выполняются заявленные владельцем работы.
Вариант 8 – работы ТР, необходимость проведения которых выявлена при диагностировании. После диагностирования и уточнения объема работ с заказчиком автомобиль поступает на пост ТО и ТР, где согласно технологическим картам выполняются необходимые виды работ.
В процессе проведения обслуживания может оказаться, что пост, на который должен направляться автомобиль для очередного воздействия, занят, в этом случае автомобиль ставится на автомобиле-место ожидания и по мере освобождения постов направляется на них согласно соответствующему варианту схемы.