

7.5. Волочение труб
Волочением производят трубы из стали и сплавов от 0,2 ммдо 765ммс толщиной стенки от 0,015ммдо 40-50мм, длиной более 50м.
Применяют различные способы оправочного и безоправочного холодного волочения труб (рис. 58). Оправочное волочение предназначено для уменьшения диаметра и толщины стенки трубы.
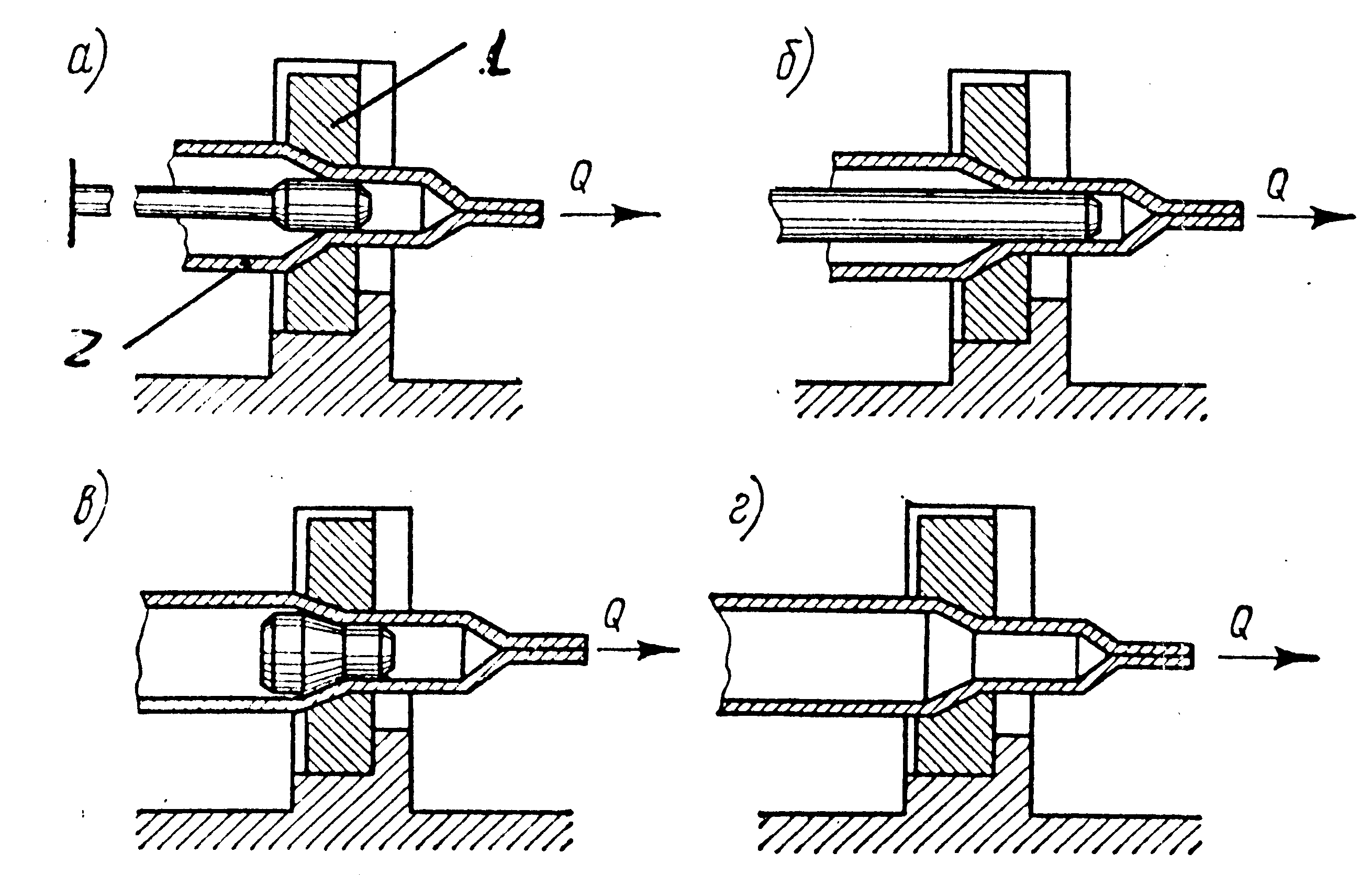
Рис. 58. Способы волочения труб:
а– на короткой оправке;б–на длинной оправке;в–на плавающей оправке;г–без оправки;1– волока;2– труба;Q– сила волочения
Используют следующие способы оправочного и безоправочного волочения.
Волочение на неподвижной короткой цилиндрической оправке, закрепляемой на стержне, является наиболее распространенным способом (рис. 58,а). Его применяют для волочения труб диаметром более 8-10мм, когда нужно уменьшить одновременно диаметр и толщину стенки трубы. Волочение этим способом труб меньшего диаметра ограничивается прочностью выходящей трубы, к концу которой приложено тянущее усилие волоченияQи малым диаметром стержня, к которому крепится оправка.
Волочение на длинной подвижной оправке, перемещающейся вместе с трубой, применяют для получения особотонкостенных труб диаметром менее 8-10ммс высокой точностью геометрических размеров и высоким качеством внутренней и наружной поверхности (рис. 58,б). Этот способ является единственным для получения труб диаметром менее 3мми капиллярных труб из нержавеющей стали диаметром менее 1,0ммс толщиной стенки от 0,2 до 0,015мм. Недостатком этого способа, ограничивающего его широкое применение, является трудность извлечения оправки из труб, особенно тонкостенных. Труба плотно охватывает оправку и требуется применение специальных операций, облегчающих извлечение оправки.
Волочение труб на самоустанавливающейся оправкеприменяют в основном для изготовления труб большой длины до 100ми более при барабанном волочении, когда нужно уменьшить одновременно диаметр и толщину стенки. Вытяжка за проход составляет 1,2-1,8. Оправка выбирается такой формы, чтобы силы, действующие на оправку в процессе волочения, втягивали бы ее в очаг деформации, поэтому не требуется закрепление оправки на стержне (рис. 58,в). Самоустанавливающуюся оправку называют иногда плавающей.
Безоправочное волочениеиспользуют в тех случаях, когда нужно уменьшить только диаметр трубы (рис. 58,г). Безоправочное волочение также применяют в качестве заключительной операции после прокатки на станах ХПТ или после оправочного волочения. Вытяжка при этом способе волочения не превышает 1,5 и ограничивается прочностью выходящей трубы и устойчивостью поперечного сечения в очаге деформации (не должно быть смятия трубы).
Волочением получают трубы круглого сечения и профильные трубы: квадратные, прямоугольные, шестигранные, овальные и других форм.
Основные технологические операции при волочении труб: забивка концов труб перед волочением; травление горячекатанных труб для удаления окалины с поверхности трубы; нанесение подсмазочного слоя (омеднение, фосфотирование, желтение и др.) для лучшего удержания смазки на трубе при волочении; отжиг для снятия упрочнения металла. Отжиг может быть как заключительной операцией волочения, так и промежуточным между циклами волочения; правка труб на валковом правильном стане и обрезка концов труб; испытание гидравлическим давлением.