

7.4. Производство труб на агрегате тпа 30-102 с непрерывным оправочным станом
Стан имеет 9 двухвалковых нереверсивных клетей с индивидуальным приводом. Клети расположены под углом 45к горизонту и 90одруг к другу. В каждой клети производится по одному проходу. Раскатку гильзы в черновую трубу ведут на длинной подвижной оправке. Длина оправки 19,5м.
Непрерывная прокатка на длинной оправке получила широкое применение при производстве тонкостенных труб из углеродистых и низколегированных сталей. Основное достоинство процесса – возможность прокатки черновых труб большой длины (до 33 м) с высокой (до 7м/с) скоростью прокатки. Суммарное обжатие на стане – 60-80 %, общий коэффициент вытяжки= 3-7. Трубы имеют хорошее качество наружной и внутренней поверхности, низкую разностенность. Обычно на непрерывных станах прокатывают трубы одного-двух диаметров с различной толщиной стенки, зависящей от диаметра оправки, а получение труб широкого диапазона диаметров и толщин стенок достигается прокаткой на многоклетевом редукционном стане.
На рис. 55 приведена схема продольной прокатки гильзы в черновую трубу на длинной цилиндрической оправке на непрерывном стане, на рис. 56 – схема технологического процесса, на рис. 57 – схема расположения оборудования трубопрокатного агрегата ТПА 30-102 с непрерывным станом.
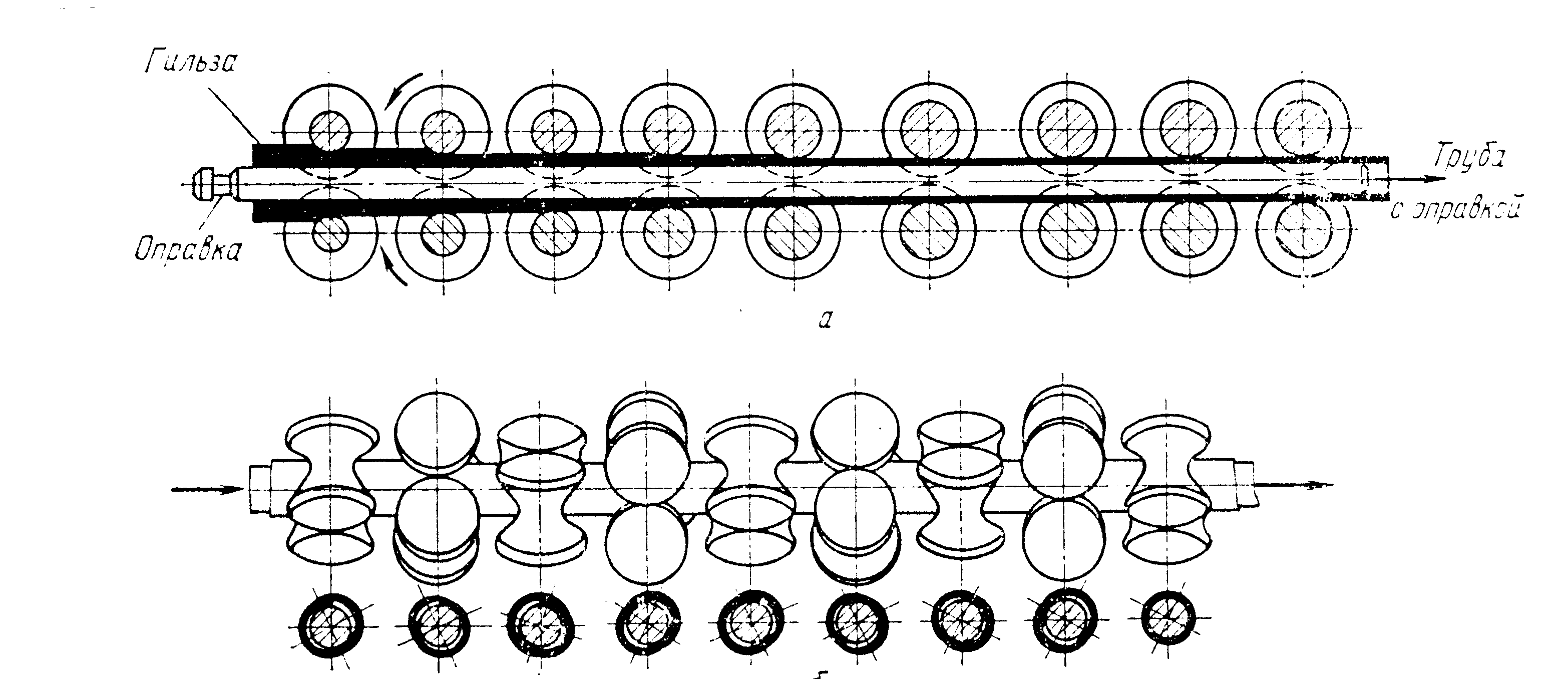
Рис. 55. Схема продольной прокатки гильзы в трубу на длинной цилиндрической оправке на непрерывном стане (а) и положение валков девятиклетевого стана (б)

Рис. 56. Схема технологического процесса производства труб на
агрегате ТПА 30-102 с непрерывным станом:
1 – нагрев заготовок в проходной (или кольцевой) печи; 2 – порезка заготовок; 3 – зацентровка заготовок; 4 – прошивка заготовок; 5 – зарядка оправки в гильзу; 6 – непрерывная прокатка гильзы на длинной оправке; 7 – извлечение оправки; 8 – охлаждение оправок в ванне; 9 – смазка оправки; 10 – отрезка заднего конца трубы; 11 – подогрев трубы в индукторе; 12 – калибровка труб; 13 – редуцирование труб; 14 – отрезка концов труб; 15 – резка труб; 16 – охлаждение труб; 17 – правка труб
Непрерывный стан (рис. 57) имеет следующее оборудование: две кольцевых печи, прошивной стан винтовой прокатки, 9-ти клетевой непрерывный стан, подогревательные индукционные печи, 11-ти клетевой калибровочный стан, 24-х клетевой редукционный стан.

Рис. 57. Схема расположения оборудования трубопрокатного
агрегата ТПА 30-102 с непрерывным станом:
1 – нагревательные кольцевые печи; 2 – зацентровщик; 3 – прошивной стан; 4 – ножницы холодной резки заготовки; 5 – непрерывный 9-клетьевой стан; 6 – оправкоизвлекатель; 7 – ванна для охлаждения оправок; 8 – дисковая пила; 9 – подогревательные индукционные печи; 10 – калибровочный стан; 11 – редукционный стан; 12 – летучие ножницы; 13 – летучая пила; 14 – пила горячей резки; 15 – барабанный сбрасыватель; 16 – холодильник; 17 – правильные машины
Последовательность технологических операций следующая. После нагрева до t= 1170-1250°C круглой заготовки диаметром 140мм, мерной длины 0,6-1,0мее выгружают из кольцевых печей и после зацентровки передают в вводной желоб прошивного стана. На прошивном стане винтовой прокатки заготовка прошивается в гильзу за один проход и затем передается по наклонным стеллажам на задающий рольганг непрерывного стана. На этом рольганге в гильзу автоматическим толкателем вводится предварительно смазанная длинная цилиндрическая оправка. Затем гильзу вместе с оправкой задают в первую клеть непрерывного стана. После прокатки трубу с оправкой передают на сдвоенный оправкоизвлекатель. Извлеченные из труб оправки поступают в ванну для охлаждения от 400° до 150°C и затем к установке для нанесения смазки. Смазанные оправки подают в желоб перед непрерывным станом (рис.56). При извлечении оправки задний конец трубы удерживают в люнете, передний конец оправки захватывается клещами тянущей тележки, которая вытягивает оправку из трубы. После извлечения оправки на ножницах10(рис.56) отрезают задний разлохмаченный конец трубы. Затем трубы диаметром 76-102ммнаправляют для калибрования, трубы диаметром менее 76ммдля прокатки в редукционно-растяжном стане. Перед калиброванием труб или редуцированием предусмотрен нагрев в индукционной печи11(рис. 56) доt= 1000°C. После прокатки на калибровочном стане и на редукционном производится порезка труб на мерные длины их охлаждение. После этого трубы правятся и поступают на отделку.