

1.3 Визначення типів термічної обробки сплаву заданої хімічної сполуки з використанням фазових перетворень.
Нормалізація – це різновид відпалу (термічної обробки, при якій сталь нагрівають вище Ac3 (повний відпал) або Ac1 (неповний відпал) з послідуючим повільним охолодженням). При нормалізаціїї охолодження проводять на спокійному повітрі, що створює декілька більш швидке охолодження, ніж при звичайному відпалі.
Відпал та нормалізація являються початковими операціями термічної обробки, мета яких – або усунути деякі дефекти попередніх операцій гарячої обробки, або підготувати структуру до наступних технологічних операцій (гартуванню). Проте досить часто гартування являється і кінцевою термічною обробкою, якщо після неї виходять задовільні з точки зору експлуатації деталі властивості і немає потреби в подальшому покращенні за допомогою гартування та відпуску.
Якщо ТО направлена на отримання нерівновагого стану фаз, то такий вид ТО називається гартування (у нашому випадку – гартування на мартенсит). Гартування підрозділяється на:
повне;
неповне.
Якщо гартування проходить з початковою фазою А, то воно має назву повного. А коли із двох фазових областей (у нашому випадку А+Ц) – неповне. [1].
Зазвичай для доевтектоїдних сталей застосовують повне гартування.
Після гартування на мартенсит використовують стабілізуючу ТО – відпускання, що складається з нагрівання загартованого сплаву до визначеної температури, проте не вище лінії NIE (солідус) на діаграмі стану сплавів Fe+C (рис.1).
Усі можливі види ТО для сталі Fe+0,25%C зводимо в таблицю 3.
Таблиця 3 - Можливі види термічної обробки сплаву Fe+0,25%C і використані при цьому фазові перетворення.
|
№п/п |
Вид термічної обробки |
Використані фазові перетворення | |
|
при нагріві |
при охолодженні | ||
|
1 |
Нормалізація |
Аустенізація грубої сітки вторинного цементиту. |
Ф і Ц (без цементаційної сітки) |
|
2 |
Повне гартування |
Ферит і цементит. |
Мартенсит |
|
3 |
Низький відпуск |
Стабілізація фаз мартенситу і цементиту. |
Зняття внутрішніх напружень мартенситу і цементиту. |
1.4 Визначення параметрів режимів термічної обробки призначених типів.
Параметрами ТО призначених видів являються відповідні значення температур (t) і часу (τ). Температура дає термодинамічну можливість для перетворення. Кінетика τ – часову можливість перетворення, приймає участь у зміні швидкості температурного нагріву чи охолодження [3].
Спочатку призначають граничні значення температур при нагріванні, витримці і охолодженні.
Приймаємо, що температура (t) нагрівання для видів ТО має визначатися за формулою:
tн(в)=tфр+(30..50); °C (1)
де tн(в) – відповідна температурна витримки, нагрівання, °C.
tфр – температура фазової рівноваги, °C.
tн(в)=840+50=890 °C
Температурами кінця охолодження приймаємо tохл=20 °C.
У тих випадках, коли для деяких сплавів температура кінця мартенситного перетворення лежить нижче 20°C (як у заданому сплаві Fe+0,25%C), то температуру охолодження, tохл, визначається згідно рис.2. по формулі:
tохл.г.м.=Мк−(20...30); °C (2)
де Мк – температура кінця мартенситного перетворення.
Відпуск являється кінцевою ТО, яка складається з нагрівання виробу нижче лінії PSK на рис.1. (лінія Аc1), з наступним охолодженням для надання відповідних механічних характеристик.
Для доевтектоїдних сталей (Fe+0,25%C) застосовують низький відпуск. При якому нагрівання виробу йде до температур 180-200°C.
Часові характеристики режимів визначаються виходячи із режимів ТО.

Рис. 5 - Схематичне зображення побудови графіків режимів термічної обробки.
На стадії нагрівання швидкість нагрівання не регламентується.
Вироби із заданого хімічного сплаву (Fe+0,25%C) приймаємо термічно тонкими тілами (відсутність додаткового часу на прогрівання та вирівнювання температури по перерізу), τст.
tв – значення повинно бути додатнім для виконання заданого ФП, тобто, час структурної витримки.
tохл – час охолодження
νреал.охл.відп. – реальна швидкість охолодження при відпалі, визначається для заданої концентрації вуглецю=0,25%С по νкрвідп з рис.4. за формулою (3):
νреал.охл.відп.= νкрвідп ∙(0,8..0,9) (3)
νкрвідп визначаємо наступним чином з рис.4., для цього проводимо концентраційну лінію ІІІ-ІІІ, яка відповідає 0,25%С, до її перетину з лінією, яка показує залежність νкрвідп від вмісту вуглецю в сплавах Fe-C, з утвореної точки проводимо перпендикуляр до вісі швидкості (зелена лінія), точка, в якій вони перетинаються має значення 10 град/сек, що і є νкрвідп для сталі Fe+0,25%C. Звідси:
νреал.охл.відп.=10∙0,9=9 град/сек.
Для гартування визначаємо νреал.охл.гарт. , по формулі (4):
ν реал.охл.гарт.=(1,1..1,5)∙ ν кргарт (4)
для визначення ν кргарт необхідно скористатися рис.5., на якому показано вплив вмісту вуглецю на ν кргарт чистих Fe-C сплавів в залежності від вмісту в них С [3].
ν реал.охл.гарт.=1,5∙780=1170 град/сек.
Після гартування час ТО не регламентується.
Визначені таким чином параметри ТО зводяться в таблицю 4
Таблиця 4 - Параметри режимів призначених видів термічної обробки сплаву Fe+0,25%C.
|
№п/п |
Вид термічної обробки |
Параметри режимів | ||||
|
tн; °C |
ν нагр; град/сек |
τв; год |
tохл; °C |
ν охл; град/сек | ||
|
1 |
Нормалізація |
890 |
Не регламентується, значення береться з огляду потужності печі для ТО |
Не регламент., повинно забезпеч. максимально повне протікання ФП |
20 |
9 |
|
2 |
Повне гартування |
890 |
280 |
1170 | ||
|
3 |
Низький відпуск |
200 |
20 |
Не реглам. | ||
1.5 Графіки-схеми режимів призначених типів термічної обробки.
У цьому підрозділі представлені графічні описи призначених видів термічної обробки відповідно до таблиці 4.
Графіки режимів термічної обробки наведені на рисунках .

Рис. 6 - Графік-схема режиму термічної обробки – нормалізація сталі 30ХГТ.
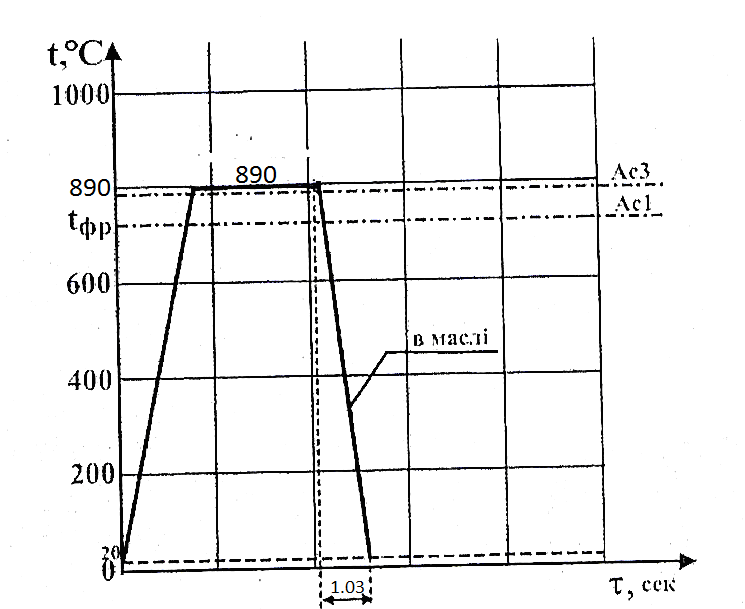
Рис. 7 - Графік-схема режиму термічної повне гартування на мартенсит.
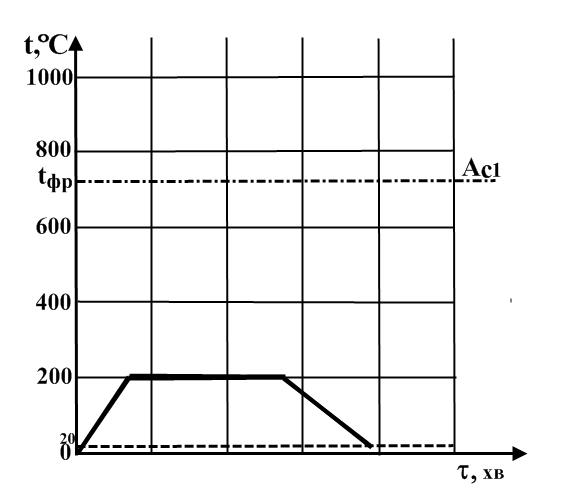
Рис. 8 - Графік-схема режиму термічної обробки низький відпуск.
Теоретичне обґрунтування призначених типів термічної обробки і параметрів цих режимів.
У ході курсової роботи по визначенню типів і параметрів термічної обробки сплаву Fe+0,25%C було з’ясовано, що для конструкційної, доевтектоїдної сталі У7 (яка відповідає заданому складу) найбільш оптимальні такі види ТО: повне відпалювання ІІ роду, повне гартування та низький відпуск.
Параметри для проходження зазначених видів ТО визначені і обґрунтовані у попередніх розділах. Кінцеві дані зведені у таблицю 4, по якій побудовані графіки-схеми для всіх видів ТО сталі складу Fe+0,25%C (рис.6-8).
Для доевтектоїдних сталей широко використовують нормалізацію з нагріванням вище точок Ac3, чи Acm і наступним охолодженням на спокійному повітрі.. Нормалізацію найчастіше використовують, як покращення структури сталі перед гартуванням. Під нормалізацією розуміють таку ТО, за якої охолодження на повітрі призводить до розпаду А в температурному інтервалі перлітного перетворення [4].
Підготовлену таким чином сталь складу Fe+0,25%C піддають гартуванню з поліморфним перетворенням. А так, як ця термічна обробка сплаву під головною операцією розуміє мартенситне перетворення високотемпературної фази, то її звичайно називають гартуванням на мартенсит [4]. При цьому проходить перебудова кристалічної решітки без виділення вуглецю і зміни його концентрації:
γ-Fe+0,25%C →α-Fe+0,25%C.
Мартенсит у сталях – це перенасичений твердий розчин вуглецю в α-Fe, з такою же концентрацією, що і у початкового А[1].
Відпуск – це термічна обробка загартованої на мартенсит сталі, при якому головним процесом являється розпад і (або) повернення і рекристалізація мартенситу [4].
Для заданого складу сплаву Fe+0,25%C потрібно застосовувати низький відпуск, тому що низький відпуск на відпущений мартенсит (120-250°C) широко застосовують після гартування інструментів.
Мета високого відпуску – зменшення залишкових гартованих напружень; температуру низького відпускання обирають такою, щоб твердість і зносостійкість не знизилась або знизилась слабо. Витримка при температурі високого відпускання не перевищує 1-3 години, з подальшим збільшенням витримки залишкові напруження зменшуються не значно [4].
Температура фазової рівноваги 723 °C (996 К).
Маючи запис фазової реакції, знаючи тип кристалічної решітки фаз і концентрацію в них вуглецю, визначаємо в них тип фазового перетворення як концентраційно-геометричний: змінюється концентрація вуглецю у фазах (0,25% в аустеніті, 0,025% у фериті, 6,67% у цементиті), тому – концентраційний; змінюється тип кристалічної решітки (γ-Fe – ГЦК, α-Fe – ОЦК, Fe3C – складна орторомбічна), тому геометричний.
ВИСНОВКИ
Курсова робота полягає в визначенні видів структурної та термічної обробки, визначення параметрів та можливих структурних перетворень.
Для заданого сплаву Fe+0,25%C були виявлені контактуючі фази, їх перетворення при зміні температури, температури фазової рівноваги, на діаграмі стану Fe-Fe3C. По відношенню до евтектоїдного вмісту вуглецю сталь відносять до доевтектоїдних.
Фазові перетворення, які протікають під час зміни температури (при охолодженні від 1470 до 20 °C), Аустеніт + Цементит → Ферит + Цементит. При цьому відбувається поліморфне перетворення Аустеніта в Ферит.
Визначені види можливих обробок: нормалізація, гартування повне, низьке відпускання.
Було побудовано графіки – схеми можливих термічних обробок та обґрунтування їх доцільності, можливі зміни структурного стану.
Визначено з довідкової літератури область застосування сплаву Fe+0,25%C в промисловості.