

18. Профиль и размеры черновых зубьев в осевом сечении.
Форму стружечной канавки (рис.2) выбирают в зависимости от схемы протягивания (резания), обрабатываемого материала, длины протягиваемого отверстия и т.д. Например, при обработке сталей с большими подачами на зуб (обычно групповая схема резания) предпочтительна форма с криволинейной спинкой зуба, т.к. она способствует завиванию стружки в плотную спираль. Последнее очень важно для толстых стружек
(SZO >0,05 мм), т.к. чем толще стружка тем труднее она сворачивается в плотную спираль.
Для обработки чугунов из-за стружки надлома форма канавки большого значения не имеет, поэтому канавку следует выбирать более простой формы – с прямолинейной спинкой.
А при
обработке длинных отверстий при
образовании стружки надлома – применяют
удлинительную форму, у которой отношение
![]() <0,35
<0,35
Параметры профилей зубьев рассчитывают по следующим формулам:
а) Соответствующий Zmax наименьший шаг
![]() ;
;
б) ширина спинки
q=(0,25÷0,40)t – причем меньшие
значения для удлиненной формы канавки;
в) радиус дна канавки
r=(0,50÷0,75)h;
г) радиус спинки (для формы с криволинейной спинкой)
R=(0,65÷0,70)t;
д) угол спинки (для формы с прямолинейной спинкой и удлиненной)
η =40о ÷60о уточняется при вычерчивании зуба;
ж) ширина ленточки f (технологический показатель, свидетельствующий о том, что размер зуба выдержан) на режущих зубьях допускается не более 0,05 мм, на калибрующих – не более 0,2мм. Отсутствие ленточек на калибрующих зубьях снижает шероховатость обработки поверхностей и уменьшает вероятность получения усадки отверстия – получения размера отверстия меньше размера калибрующих зубьев.
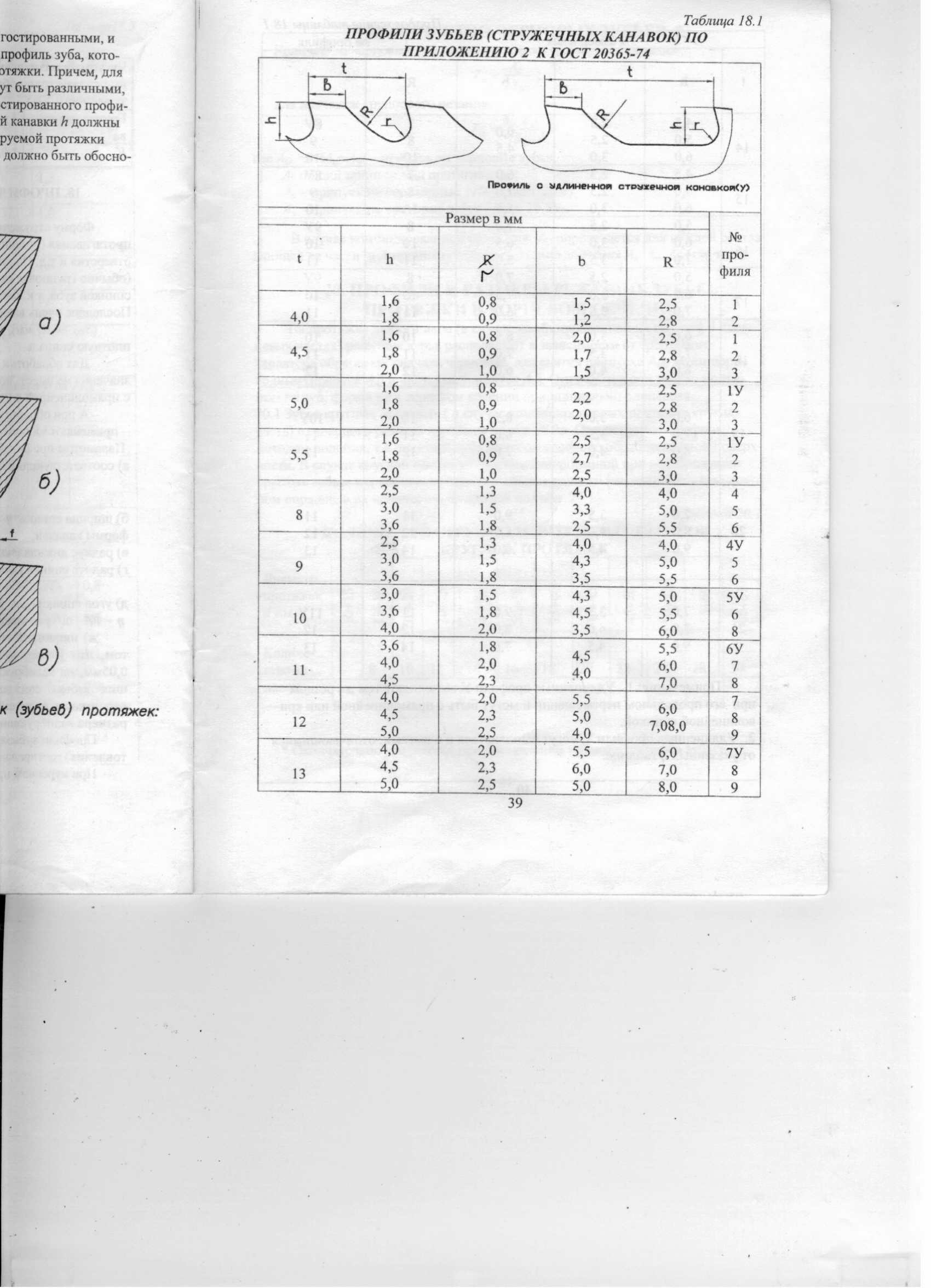
Профили зубьев с целью технологического обеспечения (упрощения изготовления) гостированы. Гостированные размеры зубьев приведены в табл. 20. При курсовом проектировании размеры зубьев (стружечных канавок), полученные расчетным путем (п.18), следует сравнить с гостированными, и выбрать наиболее близкий к расчетному гостированный профиль зуба, который и принимается для дальнейшего проектирования протяжки. Причем для круглых шлицевых и фасочных зубьев эти профили могут различными, если различны SZO. Необходимое условие при выборе гостированного профиля – шаг гостированного профиля t и глубина стружечной канавки h должны быть равны или больше расчетных. Если же для проектируемой протяжки принимаются расчетные размеры профиля зубьев, то это должно быть обосновано – например сокращением длины протяжки.

Рис. 2 Осевое сечение стружечных канавок (зубьев) протяжек
Таблица 20
Профили зубьев (стружечных канавок) по приложению 2 к гост 20365-74
|
|
|
Размер в мм |
№ профиля |
Размер в мм |
№ профиля |
Размер в мм |
№ профиля | ||||||||||||
|
t |
h |
R |
b |
R |
t |
h |
r |
b |
R |
t |
h |
r |
b |
R | |||
|
4,0 |
1,6 1,8 |
0,8 0,9 |
1,5 1,2 |
2,5 2,8 |
1 2 |
8 |
2,5 3,0 3,6 |
1,3 1,5 1,8 |
4,0 3,3 2,5 |
4,0 5,0 5,5 |
4 5 6 |
14 |
4,5 5,0 6,0 |
2,3 2,5 3,0 |
6,0 4,5 |
7 8 10 |
8У 9 10 |
|
4,5
|
1,6 1,8 2,0 |
0,8 0,9 1,0 |
2,0 1,7 1,5 |
2,5 2,8 3,0 |
1 2 3 |
9 |
2,5 3,0 3,6 |
1,3 1,5 1,8 |
4,0 4,3 3,5 |
4,0 5,0 5,5 |
4У 5 6 |
15 |
4,5 5,0 6,0 |
2,3 2,5 3,0 |
6,0 7,0 5,5 |
7 8 10 |
8У 9 10 |
|
5,0
|
1,6 1,8 2,0 |
0,8 0,9 1,0 |
2,2 2,0 |
2,5 2,8 3,0 |
1У 2 3 |
10 |
3,0 3,6 4,0 |
1,5 1,8 2,0 |
4,3 4,5 3,5 |
5,0 5,5 6,0 |
5У 6 8 |
16 |
5,0 6,0 7,0 |
2,5 3,0 3,5 |
7,0 6,5 5,0 |
8 10 11 |
9У 10 11 |
|
5,5
|
1,6 1,8 2,0 |
0,8 0,9 1,0 |
2,5 2,7 2,5 |
2,5 2,8 3,0 |
1У 2 3 |
11 |
3,6 4,0 4,5 |
1,8 2,0 2,3 |
4,5 4,0 |
5,5 6,0 7,0 |
6У 7 8 |
17 |
5,0 6,0 7,0 |
2,5 3,0 3,5 |
7,0 7,5 6,0 |
8 10 11 |
9У 10 11 |
|
6,0 |
1,8 2,0 2,5 |
0,9 1,0 1,3 |
2,7 3,0 2,0 |
2,8 3,0 4,0 |
2У 3 4 |
12 |
4,0 4,5 5,0 |
2,0 2,3 2,5 |
5,5 5,0 4,0 |
6,0 7,08,0 |
7 8 9 |
18 |
6,0 7,0 8,0 |
3,0 3,5 4,0 |
8,5 7,0 6,0 |
10 11 12 |
10 11 12 |
|
7,0
|
2,0 2,5 3,0 |
1,0 1,3 1,5 |
3,5 3,0 2,3 |
3,0 4,0 5,0 |
3У 4 5 |
13 |
4,0 4,5 5,0 |
2,0 2,3 2,5 |
5,5 6,0 5,0 |
6,0 7,0 8,0 |
7У 8 9 |
19 |
6,0 7,0 8,0 |
3,0 3,5 4,0 |
8,5 8,0 7,0 |
10 11 12 |
10У 11 12 |
|
Примечание: 1. Удлиненные профили У выполняют тем же резцом при его продольном перемещении и могут быть с прямолинейной или криволинейной спинкой. 2. Удлиненные профили У могут выполнятся и с шагами, отличающимися от указанных в таблице. | |||||||||||||||||