

Припуск на переходные зубья, число зубьев (групп для протяжек группового резания) и распределение припуска по переходным зубьям (группам)
|
Подъем на черновых зубьях на сторону SZO |
Припуск на диаметр Ап мм |
Число переходных зубьев (групп при групповой схеме резания) |
Распределение припуска Ап по зубьям (группам) подъем на зуб или группу | ||
|
Первый зуб (группа) |
Второй зуб (группа) |
Третий зуб (группа) | |||
|
0,04-0,06 |
0,04 |
1 |
Ап |
--- |
--- |
|
0,07-0,10 |
0,14 |
2 |
0,57Ап |
0,43Ап |
--- |
|
0,11-0,15 |
0,16 |
2 |
0,67Ап |
0,33Ап |
--- |
|
0,16-0,20 |
0,34 |
3 |
0,53Ап |
0,33Ап |
0,17Ап |
|
Примечание: Величина Ап корректируется в зависимости от остатка полученного при распределении припуска Ао между черновыми зубьями | |||||
20.6 Чистовые зубья
Чистовые зубья предназначены для удаления дефектного слоя, (припуск Ач, табл. 25), остающегося после прохода черновых и переходных зубьев, и уменьшения шероховатости обработанной поверхности. Ими, главным образом, определяется качество протянутой поверхности. Чистовые зубья работают обычно по одинарной схеме резанья, но у протяжек группового резания иногда могут работать по групповой сZC=2. Количество чистовых зубьев величину подъема на зубSzчи припуск на них выбирают по табл. 25.
Таблица 25
ПодъемЫ чистовых зубьев, припуск, число чистовых и калибрующих зубьев
|
Группа качества |
Число чистовых зубьев при Szч, мм /зуб |
Общее чисто чистовых зубьев Zч |
Припуск на чистовую часть на диаметр Ач, мм |
Чисто калибрующих зубьев Zч | ||
|
Szч=0,02 |
Szч=0,01 |
Szч=0,005 | ||||
|
1 |
2 |
2 |
2 |
6 |
0,14 |
7 |
|
2 |
1 |
2 |
2 |
5 |
0,10 |
6 |
|
3 |
1 |
2 |
--- |
3 |
0,08 |
5 |
|
4 |
1 |
1 |
--- |
2 |
0,06 |
4 |
Размер и профиль чистовых зубьев определяют принципиально так же как для черновых и переходных зубьев.
При выборе диаметров чистовых зубьев надо исходить из того, что диаметры двух последних чистовых зубьев должны быть равны диаметру калибрующих зубьев. Для того, чтобы размеры чистовых зубьев состыковать с размерами переходных зубьев, допустима их корректировка в сторону увеличения.
Разделение стружки (при одинарной схеме) производится либо стружкоделительными канавками (п. 20.1 и табл. 21), либо выкружками, расположенными в шахматном порядке (рис. 4).
Число выкружек:
![]() ,
а
,
а
ширина :
![]() мм *
мм *
Радиус выкружек чистовых зубьев Rвпринимают так же как и для черновых зубьев.
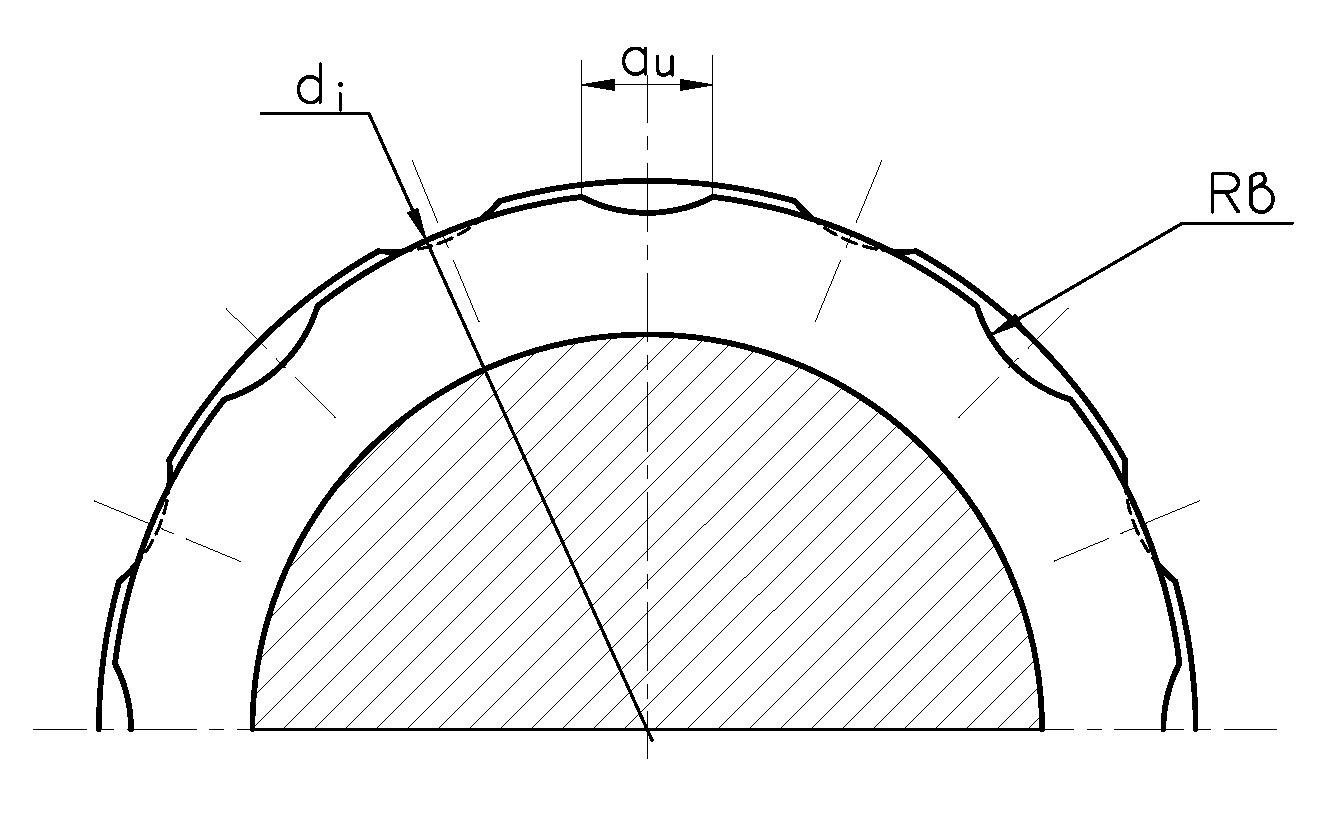
Рисунок 4 - Торцевий переріз (по западині) круглих чистових зубців протяжок.
Шаг чистовых зубьев с целью повышения качества протягивания и уменьшения длины протяжки принимают tч=(0,5 ÷0,7)t,причем пропорционально должны быть уменьшены все параметры стружечной канавки. Если точность протягиваемой поверхности нижеН11или шаг черновых зубьевt<10мм, tчто в целях технологичностиtч=t.С целью гашения вынужденных колебаний (вибрации) и снижения шероховатости шаг чистовых зубьев рекомендуют делать переменным.