

Линии изготовления отливок на базе трехпозиционной челночной формовочной установки. Модели нл453с, нл453с1 и нл454с Линии предназначены для изготовления стальных отливок в сырых п – г формах.
Технологический цикл аналогичен с технологическим циклом линии Л651А.
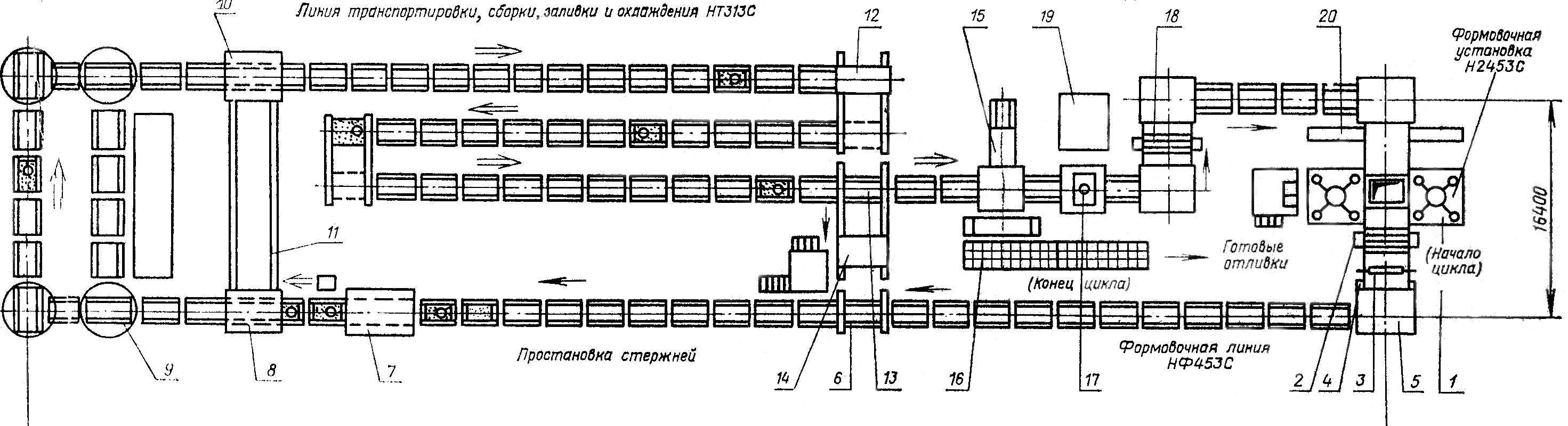
Рис. 8. Модель НЛ453С
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Установка формовочная |
1 |
|
2 |
Кантователь полуформ |
1 |
|
3 |
Механизм срезания излишка смеси |
1 |
|
4 |
Механизм фрезерования литниковой чаши |
1 |
|
5 |
Перестановщик полуформ и опок |
4 |
|
6 |
Механизм установки нижних полуформ на поддон |
1 |
|
7 |
Сборщик форм |
1 |
|
8 |
Укладчик грузов |
1 |
|
9 |
Поворотный стол |
4 |
|
10 |
Съемщик грузов |
1 |
|
11 |
Эстакада для передачи грузов |
1 |
|
12 |
Передаточная тележка |
2 |
|
13 |
Механизм съема форм с поддона |
1 |
|
14 |
Механизм очистки поддонов |
1 |
|
15 |
Пресс выбивки |
1 |
|
16 |
Виброгрохоты |
2 |
|
17 |
Механизм очистки опок |
1 |
|
18 |
Кантователь нижних опок |
1 |
|
19 |
Центральный пульт управления линией |
1 |
|
20 |
Устройство для смены модельных комплектов |
1 |
Техническая характеристика
|
|
НЛ453С |
НЛ453С1 |
НЛ454С |
ПАЛ6 |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии (Кисп. = 0,65), т
|
19000 |
12000 |
25000 |
34500 |
|
Размер опок, мм: в свету высота |
1600 х 1200 1600 х 1300 500 |
2200 х 1200 600 |
1600 х 1200 200 | |
|
Производительность (цикловая), форм/ч |
25 |
14 |
25 |
60 |
|
Средняя масса отливок, кг |
300 |
600 |
150 | |
|
Количество операторов, обслуживающих линию в одну смену |
6
|
6 |
6 |
6 |
|
Формовочная смесь |
Единая песчано – глинистая | |||
|
Метод уплотнения |
Встряхивание с последующим одновременным встряхиванием и прессованием | |||
|
Метод распределения плотности в объеме полуформ |
Прессование дифференциальной многоплунжерной головкой | |||
|
Расход формовочной смеси, м3/ч |
60 - 65 |
40 - 45 |
120 - 130 |
26 |
|
Время охлаждения форм, мин. |
210 |
150 |
25 – 40 | |
|
Метод выбивки форм |
Выдавливание горелого кома с последующим отделением отливок на выбивной решетке. | |||
|
Установленная мощность, кВт |
580 |
510 |
600 |
400 |
|
Габарит, мм |
109200 х х 21400 х х 10300 |
99600 х х 21400 х х 10300 |
109200 х х 21400 х х 10700 |
56500 х х 16500 х х 11270 |
|
Масса комплекта оборудования, т |
1550 |
1350 |
1500 |
530 |
Комплексно – механизированные линии изготовления отливок на базе серийно выпускаемых машин
Линия предназначена для изготовления стального и чугунного литья. Для изготовления форм используются пневматические встряхивающие формовочные машины с перекидным столом и вытяжным механизмом, обеспечивающие получение полуформ, требующих глубокой вытяжки.
Технологический цикл:
формовка на машинах;
передача изготовленных полуформ на приемные рольганги;
установка нижних полуформ на поддоны;
сборка, заливка форм и охлаждение.
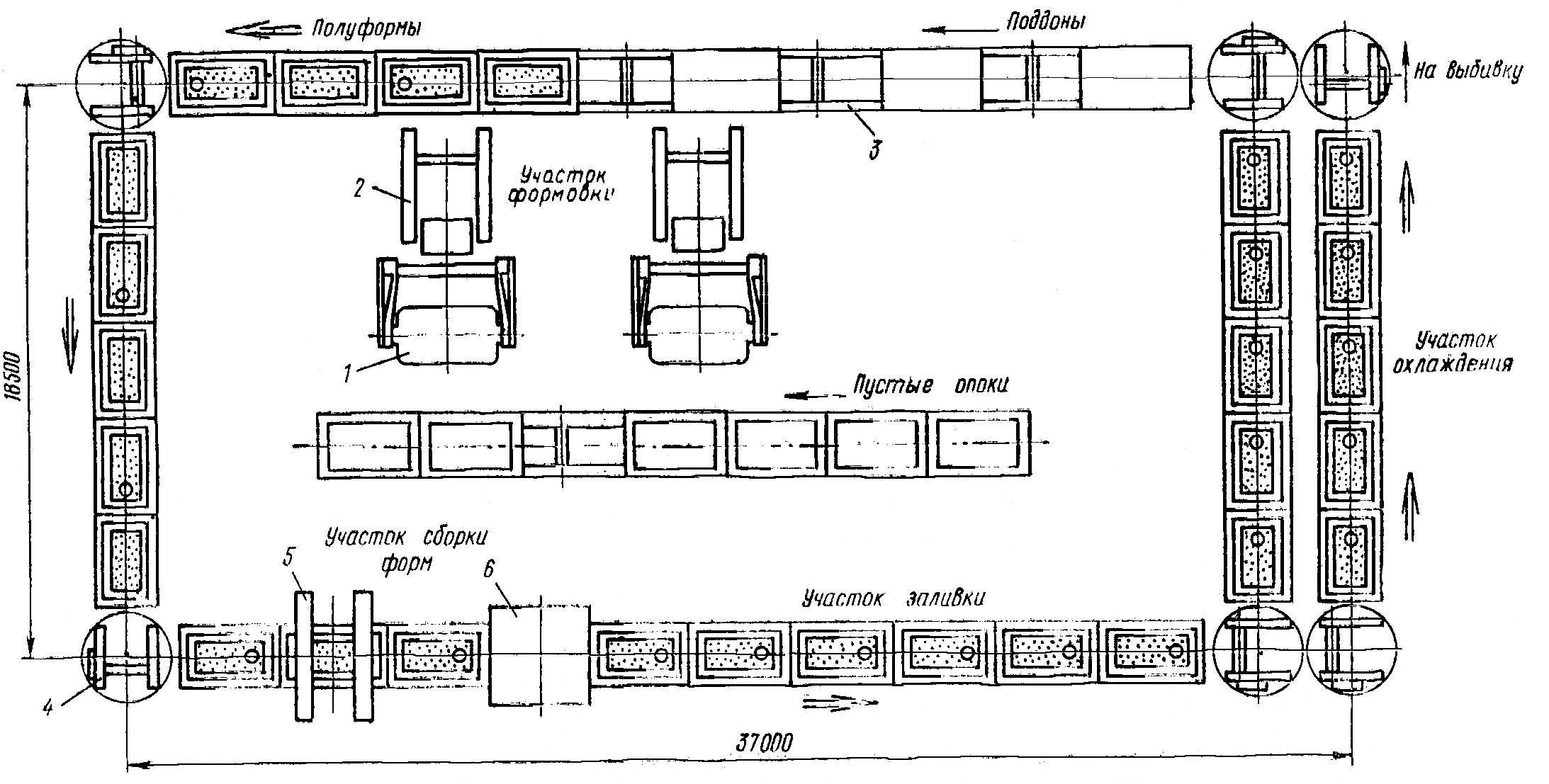
Рис. 9. Модель Л 013
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Машина формовочная |
2 |
|
2 |
рольганг |
2 |
|
3 |
рольганг |
42 |
|
4 |
Стол поворотный |
6 |
|
5 |
Кантователь полуформ « верха » |
1 |
|
6 |
Сборщик форм |
1 |
Техническая характеристика
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии ( Кисп. = 0,65 ), т |
10000 |
|
Размер опок, мм: в свету |
1600 х 1200 |
|
высота |
500 |
|
Производительность (цикловая), форм/ч |
10 |
|
Средняя масса отливок, кг |
300 |
|
Количество рабочих, обслуживающих линию в одну смену |
9 |
|
Расход формовочной смеси, м3/ч |
10 |
|
Время охлаждения форм, мин. |
100 |
|
Установленная мощность, кВт |
130 |
|
Масса, т |
260 |
Комплексно – механизированная линия изготовления отливок. Модель ЛН 218
Линии этой модели предназначены для изготовления крупных отливок из различных смесей в зависимости от модификаций. В зависимости от этого различается и метод уплотнения смеси. Так, например для изготовления отливок на линиях моделей ЛН218А и ЛН218Г применяется облицовочная и наполнительная П–Г смесь, уплотняемая пескометом.
Технологический цикл таких линий включает следующие операции:
установка подмодельных плит и спаривание их с опоками;
засыпка облицовочной смеси;
- набивка наполнительной смеси;
срезание излишков смеси;
поворот полуформ и вытяжку моделей;
отделку и поверхностную подсушку полуформ;
сборку форм;
заливка и охлаждение.
На линиях моделей ЛН218Б и ЛН218В применяют жидкую самотвердеющую смесь с органическим связующим (ОЖСС) и жидкую самотвердеющую смесь соответственно. Такие смеси уплотняются наливом.
Технологический цикл:
приготовление ОЖСС или ЖСС;
установку модельных плит и спаривание их с опоками;
заливку смеси;
твердение и полимеризацию смеси;
поворот полуформ и вытяжку моделей;
отделку и сушку полуформ;
сборку форм их заливку и охлаждение.
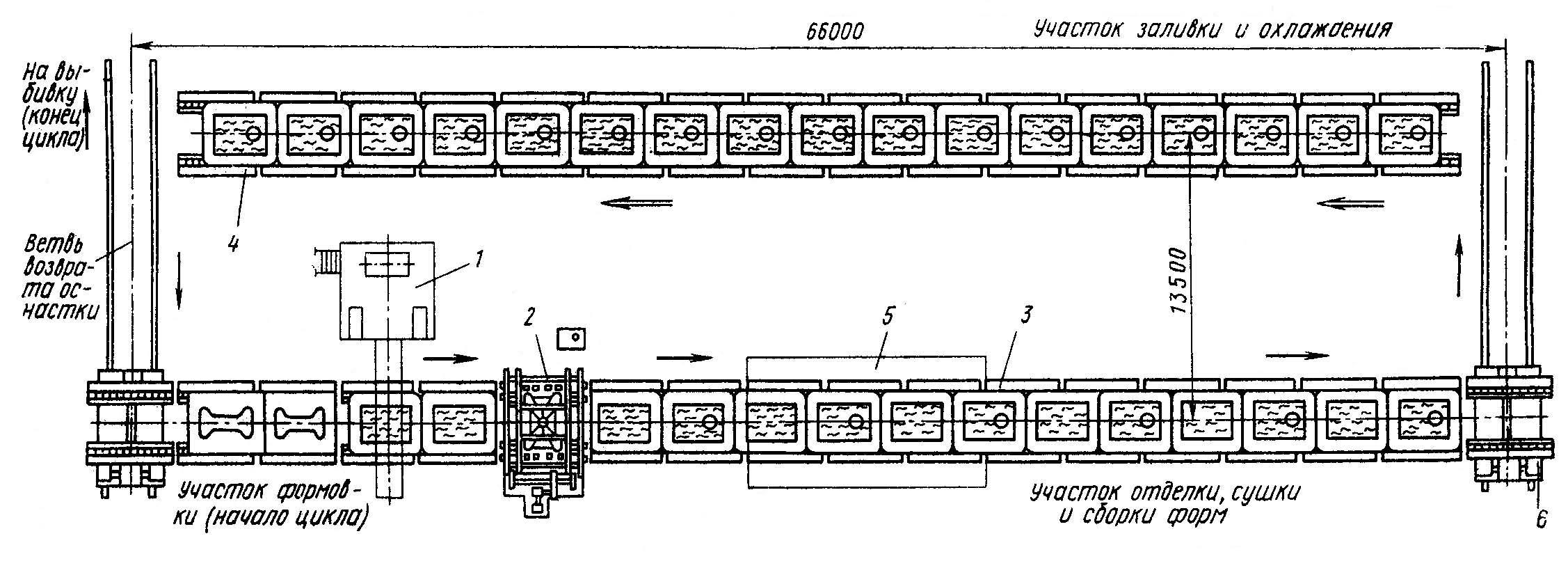
Рис.10. Модель ЛН218Б
|
Позиция |
Наименование оборудования |
|
1 |
Установка ОЖСС |
|
2 |
Поворотно-вытяжная машина |
|
3 |
Рольганг |
|
4 |
Рольганг |
|
5 |
Сушильная камера |
|
6 |
Передаточная тележка |
Техническая характеристика
|
|
ЛН218А |
ЛН218Б |
ЛН218В |
ЛН218Г |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии ( Кисп. = 0,65 ), т |
30000 |
20000 | ||
|
Размер опок, мм: в свету |
3000 х 2500 | |||
|
высота |
300 – 900 | |||
|
Производительность (цикловая), форм/ч |
5 | |||
|
Средняя масса отливок, кг |
3000 - 4000 |
2000 | ||
|
Количество рабочих, обслуживающих линию в одну смену |
11 | |||
|
Расход формовочной смеси, м3/ч |
50 | |||
|
Время охлаждения форм, мин. |
120 | |||
|
Установленная мощность, кВт |
320 |
135 |
240 |
400 |
|
Габарит, мм |
83000 х х25640 х4750 |
70000 х х26200 х4750 |
92500х х26800 х6450 |
184500х х38185 х4900 |
|
Масса, т |
370 |
240 |
326 |
587 |
Комплексная автоматическая линия изготовления отливок. Модель НЛ672С ( 1Л665 )
Предназначена для изготовления чугунных отливок в формах из жидких самотвердеющих смесей (ЖСС).
Технологический цикл:
подготовка модельных комплектов и установка пустых опок;
заливка ЖСС и уплотнение вибрацией;
предварительное отвердение смеси;
вытяжка моделей;
установка полуформ на поддоны;
продувка СО2;
простановка стержней;
сборка, заливка и охлаждение форм;
выдавливание кома и разъединение комплекта опок;
передача брикетов на выбивку и отделение отливок от смеси;
очистка внутренних поверхностей опок от остатков смеси;
кантование нижних опок и подачу опок на формовку.
В линии предусмотрена ветвь возврата модельной оснастки.

Рис. 11. Модель НЛ67ЛС
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Установка ЖСС |
1 |
|
2 |
Вибростол |
1 |
|
3 |
Кантователь |
1 |
|
4 |
Механизм срезания излишков смеси |
1 |
|
5 |
Рольганг |
13 |
|
6 |
Рольганг |
58 |
|
7 |
Механизм установки полуформ на поддоны |
1 |
|
8 |
Камера продувки СО2 и сушки полуформ |
1 |
|
9 |
Кантователь верхних полуформ |
1 |
|
10 |
Сборщик форм |
1 |
|
11 |
Устройство вытяжки |
1 |
|
12 |
Устройство продувки СО2 |
1 |
|
13 |
Укладчик грузов |
1 |
|
14 |
Эстакада для передачи грузов |
1 |
|
15 |
Подъемный стол |
13 |
|
16 |
Механизм съема грузов |
1 |
|
17 |
Механизм съема форм с поддона и очистки поддонов |
1 |
|
18 |
Эстакада передачи поддонов |
1 |
|
19 |
Установка выбивная |
1 |
|
20 |
Виброгрохот |
1 |
|
21 |
Механизм очистки опок |
1 |
|
22 |
Кантователь нижних опок |
1 |
|
23 |
Распаровщик |
1 |
Техническая характеристика
|
|
Л637С |
Л665 |
Л666 ( НЛ536) |
НЛ672С |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии (Кисп. = 0,65), т |
25000 |
20000 |
12000 |
10000 |
|
Размер опок, мм: в свету |
5000х700 |
2250х1600 |
2500х2000 |
1400х1100 |
|
высота |
350(max) 200(min) |
600(max) 300(min) |
700 |
450 |
|
Производительность (цикловая), форм/ч |
12 |
10 |
2 |
25 |
|
Металлоемкость формы, кг. |
1500 - 2000 |
1000 |
1500 |
400 - 500 |
|
Средняя масса отливок, кг |
2000 |
1200 |
1500 |
2000 |
|
Наибольшая масса формы, кг |
15000 |
6000 |
7000 |
1200 |
|
Количество рабочих, обслуживающих линию в одну смену |
3 |
5 |
9 |
6 |
|
Формовочная смесь |
Облицовочная и наполнитель-ная с повы-шенной сырой прочностью |
Холоднотвер-деющая смесь (ХТС) |
Жидкая самотверде-ющая смесь (ЖСС0 |
Жидкая самотвердеющая смесь (ЖСС) |
|
Метод уплотнения смеси |
пескометный |
наливом |
наливом |
виброуплотнение |
|
Расход формовочной смеси, м3/ч |
50 |
30 |
30 - 35 |
30 - 32 |
|
Время охлаждения форм, мин. |
120 |
120 |
80 - 120 |
25 – 40 |
|
Установленная мощность, кВт |
190 |
130,5 |
290 |
418 |
|
Габарит, мм |
42400х х14000 х5100 |
41600х х15500 х6450 |
80200х х15655 х6000 |
69200х х23000 х8500 |
|
Масса , т |
182 |
156 |
410 |
705 |
Поточные механизированные формовочные линии модели ЛН240 и ее модификации.
Линии моделей ЛН240А, ЛН240Б, и ЛН240Р предназначены для изготовления форм в чугунолитейных цехах серийного и единичного производства.
Линии моделей ЛН240Е и ЛН240М предназначены для изготовления крупных стальных отливок.
Для изготовления форм на этих линиях используется метод пескометной формовки с применением облицовочной и наполнительной смеси.
Технологический цикл :
подготовка модельных комплектов;
обдув и опрыскивание модельных комплектов;
установка опок с помощью крана на подмодельные плиты;
нанесение облицовочной смеси с помощью пескосыпной головки;
набивку опок наполнительной смесью;
срезание излишков смеси;
поворот полуформ и вытяжку моделей;
передачу полуформ на плац для сборки и заливки;
возврат модельных комплектов на ветвь формовки.
Линии моделей ЛН240Т и ЛН240Т1 предназначены для изготовления стальных и чугунных отливок.
Для набивки полуформ наполнительной смесью применяется метод пескометной формовки. В качестве облицовочной смеси используется пластинчатая самотвердеющая смесь (ПСС) для модели ЛН240Т, а жидкая самотвердеющая смесь (ЖСС) – для модели ЛН240Т1. Для их приготовления и нанесения предусмотрены установки ПСС и ЖСС.
Технологический цикл :
подача и установка краном модельного комплекта;
подача краном пустых опок и спаривание их с модельными коплектами;
приготовление ПСС и ЖСС и нанесение
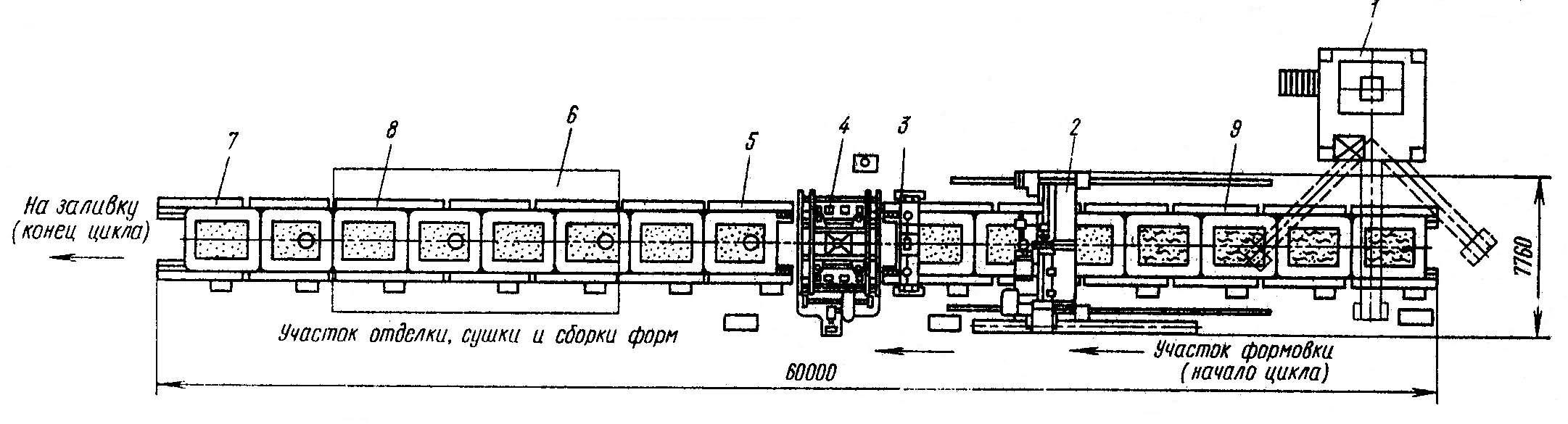
Рис. 12. Модель ЛН240Т
1 – установка ПСС;
2 – пескомет;
3 – механизм срезания;
4 – поворотно-вытяжная машина;
5 – рольганг;
6 – сушило;
7 – рольганг;
8 – рольганг;
9 – приемный рольганг
Техническая характеристика
|
|
ЛН240А, ЛН240Б, ЛН240Е, ЛН240М |
ЛН240Т |
ЛН240Т1 |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии (Кисп. = 0,65), т |
30000 - 32000 |
30000 - 32000 |
20000 |
|
Размер опок, мм: в свету |
3000 х 2500 |
3000 х 2500 | |
|
высота
|
300 - 900 |
300 – 900 | |
|
Производительность (цикловая), форм/ч |
5 |
5 |
5 |
|
Средняя масса отливок, кг
|
3000 |
3000 |
2000 |
|
Количество рабочих, обслуживающих линию в одну смену |
5 |
3 | |
|
Время охлаждения форм, мин. |
120 | ||
|
Установленная мощность, кВт |
70, 90, 90 |
270 | |
|
Габарит, мм |
39100х12800х7130; 43500х18100х7130; 102200х14000х5280; 41100х30000х5280 |
|
|
|
Масса , т |
160, 180, 203, 200 |
150 |
148 |
II. Автоматические формовочные безопочные линии
Эти линии являются новым прогрессивным и перспективным оборудованием в литейном производстве. Безопочные линии по сравнению с опочными имеют преимущества:
отсутствие дорогостоящей специальной опочной оснастки,
высокая производительность; стабильность и более точные размеры форм и получаемых отливок;
отсутствие ударных нагрузок и шума при работе,
высокий уровень автоматизации,
меньшая потребность в производственной площади.
В настоящее время освоен выпуск 2 моделей безопочной линии.
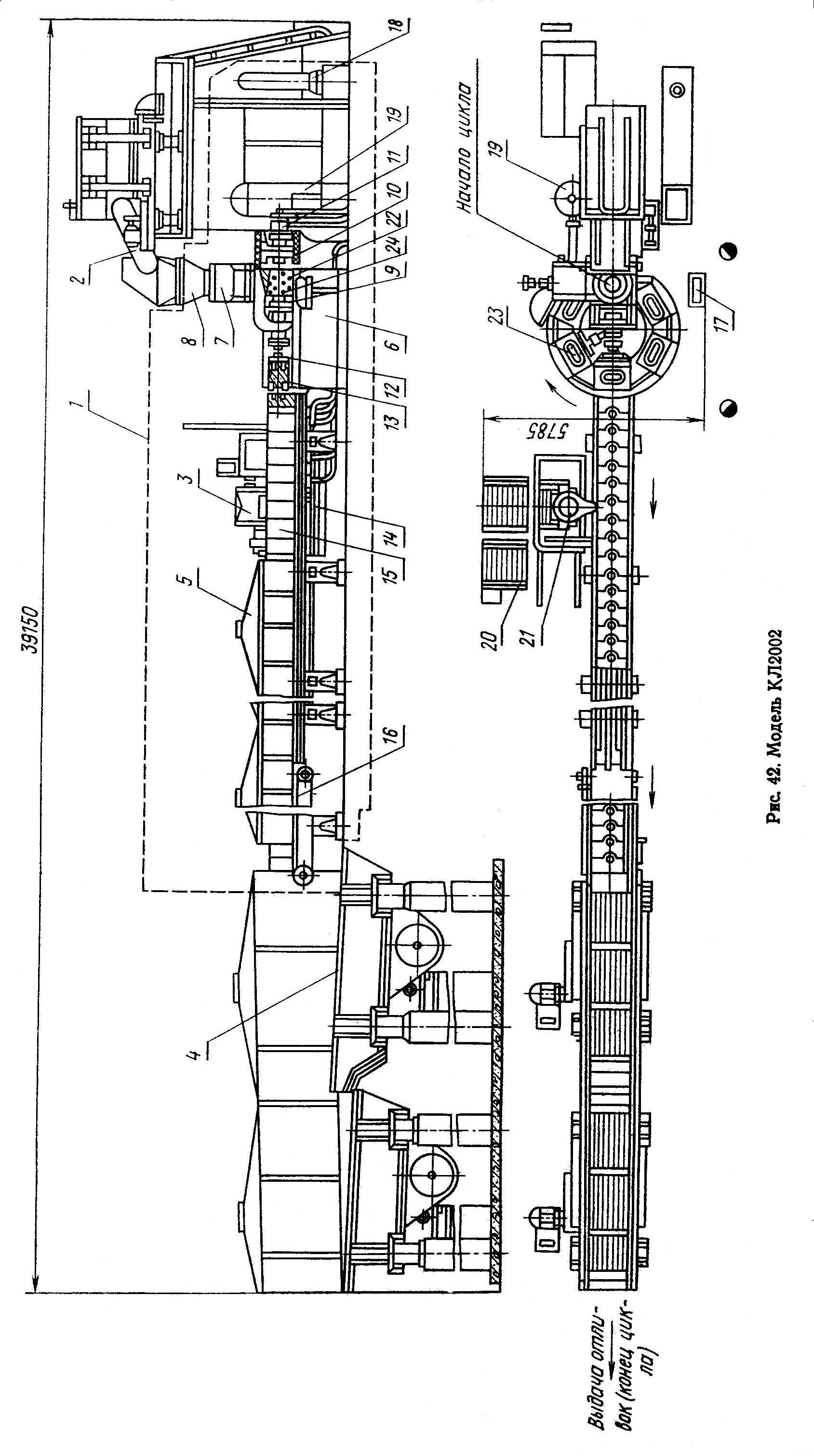
Модель КЛ2002
Предназначена для изготовления мелких и средних стержневых и бесстержневых отливок из черных и цветных сплавов при наибольшей металлоемкости формы до 25кг. в крупносерийном и массовом производстве.
Для изготовления форм применяется метод безопочной формовки с предварительным пескодувным уплотнением смеси в формовочной камере и последующим прессованием под высоким давлением. Спрессованная форма прижимается к ранее изготовленным формам, в результате чего образуется горизонтальная стопка безопочных форм с вертикальной плоскостью разъема. Применяемая смесь единая с повышенной сырой прочностью.
Технологический цикл:
подача и дозирование формовочной смеси в бункер;
засыпку дозы смеси в гильзу пескодувной головки;
обдув и опрыскивание модельного комплекта;
надув смеси в формовочную камеру;
двухстороннее прессование;
вытяжка моделей;
осмотр формы и простановку стержней;
выталкивание формы и сборка горизонтальной стопки;
заливка форм;
охлаждение, транспортирование к выбивной решетке;
выбивка отливок.
Линия модели Ал 23714 предназначена для изготовления стержневых и бесстержневых отливок при наибольшей металлоемкости формы до 80кг.
Эта линия является модификацией линии моделей КЛ2002.
Технологический цикл изготовления отливок аналогичен технологическому циклу линии модели КЛ2002.
Техническая характеристика
|
|
КЛ2002 |
АЛ23714 |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии (Кисп. = 0,7), т |
10000 | |
|
Габарит форм (брикетов),мм |
600х400х180-300 |
800х600х250-400 |
|
Производительность (цикловая), форм/ч |
300 | |
|
Количество рабочих, обслуживающих линию в одну смену |
2 |
3 |
|
Формовочная смесь |
Единая песчано – глинистая | |
|
Метод уплотнения смеси |
Пескодувно – прессовый | |
|
Габарит формовочной камеры,мм |
600х450х400 |
800х600х500 |
|
Простановка стержней |
вручную |
Вручную, в стержневой укладчик и далее автоматически в форму |
|
Время охлаждения отливок,мин. |
10 – 20 | |
|
Метод заливки |
С помощью заливочной машины | |
|
Емкость ковша, кг. |
500 | |
|
Метод выбивки форм |
Вибрационный на инерционных решетках |
Выбивающий барабан проходной |
|
Установленная мощность,кВт |
138,6 |
261 |
|
Габарит, мм |
39150х5785х5540 |
54000х4700х6500 |
|
Масса комплекта, тн |
57 |
111,25 |
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Автоматическая линия безопочной горизонтально-стопочной формовки и сборки |
1 |
|
2 |
Дозатор ленточный |
1 |
|
3 |
Машина заливочная |
1 |
|
4 |
Решетка выбивающая вибрационно-инерционная |
2 |
|
5 |
Кожух системы охлаждения |
5-8 |
|
6 |
Формовочный автомат |
1 |
|
7 |
Пескодувная головка |
1 |
|
8 |
Бункер |
1 |
|
9 |
Модель |
2 |
|
10 |
Прессующая плита |
2 |
|
11 |
Силовой прессовый гидроцилиндр |
2 |
|
12 |
Сборщик форм |
1 |
|
13 |
Поворотный стол |
1 |
|
14 |
Шаговый конвейер |
1 |
|
15 |
Горизонтальная стопка форм |
1 |
|
16 |
Ленточный конвейер |
1 |
|
18 |
Гидроаккумулятор |
1 |
|
19 |
Ресивер |
1 |
|
20 |
Рольганг заливочной машины |
2 |
|
21 |
Заливочный ковш |
1 |
|
22 |
Формовочная камера |
6 |
|
23 |
Вдувное окно формовочной камеры |
1 |
|
24 |
Венты |
|
АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕЗОПОЧНОЙ ФОРМОВКИ, СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ. Модель АЛ 23714
Линия предназначена для изготовления стержневых и бесстержневых отливок из черных и цветных сплавов при наибольшей металлоемкости формы до 80 кг в крупносерийном и массовом производстве.
Линия является модификацией линии модели КЛ2002.
Технологический цикл изготовления отливок на данной линии аналогичен технологическому циклу линии модели КЛ2002.
Управление дистанционное, сосредоточено на центральном пункте. Электрическая система управления технологическим оборудованием выполнена на бесконтактных элементах.
III. Автоматические, комплексно – механизированные и поточные линии изготовления литейных стержней.
Стержневые линии предназначены для производства стержней массой от 15кг до 2000кг из песчаных смесей с различными крепителями, а также из жидких самотвердеющих смесей в мелкосерийном, серийном и массовом производстве.
Для производства стержней массой 16,40кг и 100кг из песчаных смесей служат линии моделей Л9128Б5, Л9128Б7, Л9128Б9. На их базе изготовляется гамма линий предназначенная для производства стержней из песчаных смесей на жидкостекольном связующем с последующим их отверждением путем продувки через них углекислого газа.
Линии имеют различную планировку и расположение. Применительно к конкретным условиям литейных цехов на базе линий моделей 1Л9128Б9, Л9128Б9 изготовлены линии моделей ЛП013, ЛП051 с развитой системой транспортных роликовых конвейеров и участками отверждения и сушки стержней.
Для изготовления стержней массой до 100кг. из ХТС служат комплексные линии моделей ЛП031, ЛП048, ЛП053, ЛП060. и др.
Для производства крупных стержней из ХТС массой до 250кг. и 600кг. предназначены линии моделей ЛП059 и 1468.
Для производства крупных стержней массой до 600кг. из ЖСС предусмотрены полуавтоматические и комплексно – механизированные линии моделей ЛП011, ЛП034, ЛП036, 1334, 794МА. Линии выполнены на базе серийных и специальных установок приготовления и раздачи ЖСС.
Для изготовления особо крупных стержней массой до 1000кг. и 2000кг. из ЖСС служат комплексно – механизированные линии моделей ЛП052 и ЛП037.
Типовые базовые автоматические линии изготовления стержней из песчано-глинистых смесей.
Автоматические линии модели Л9128Б5, Л9128Б7 и Л9128Б9
Предназначены для изготовления стержней пескодувным способом из песчаных смесей с различными крепителями, подвергающимися тепловой сушке.
Модель Л9128Б5 предназначены для изготовления стержней массой до 16кг. ; модель Л9128Б7 – до 40кг; модель Л9128Б9 – до 100кг. Линии имеют одинаковую структуру, компоновку, номенклатуру технологического оборудования и принцип работы.
Отличаются типоразмерами стержневого полуавтомата, установки для продувки стержней углекислым газом и стержневой поворотно-вытяжной машины.
Технологический цикл:
подготовка стержневого ящика;
подача его на позицию надува стержневого полуавтомата;
надув и уплотнение смеси;
подача стержневого ящика на позицию поворотно – вытяжной машины;
поворот стержневого ящика;
вытяжка стержня и укладка его на сушильную плиту;
транспортировка стержня на тепловую сушку;
возврат пустого стержневого ящика и подача его к месту подготовки.
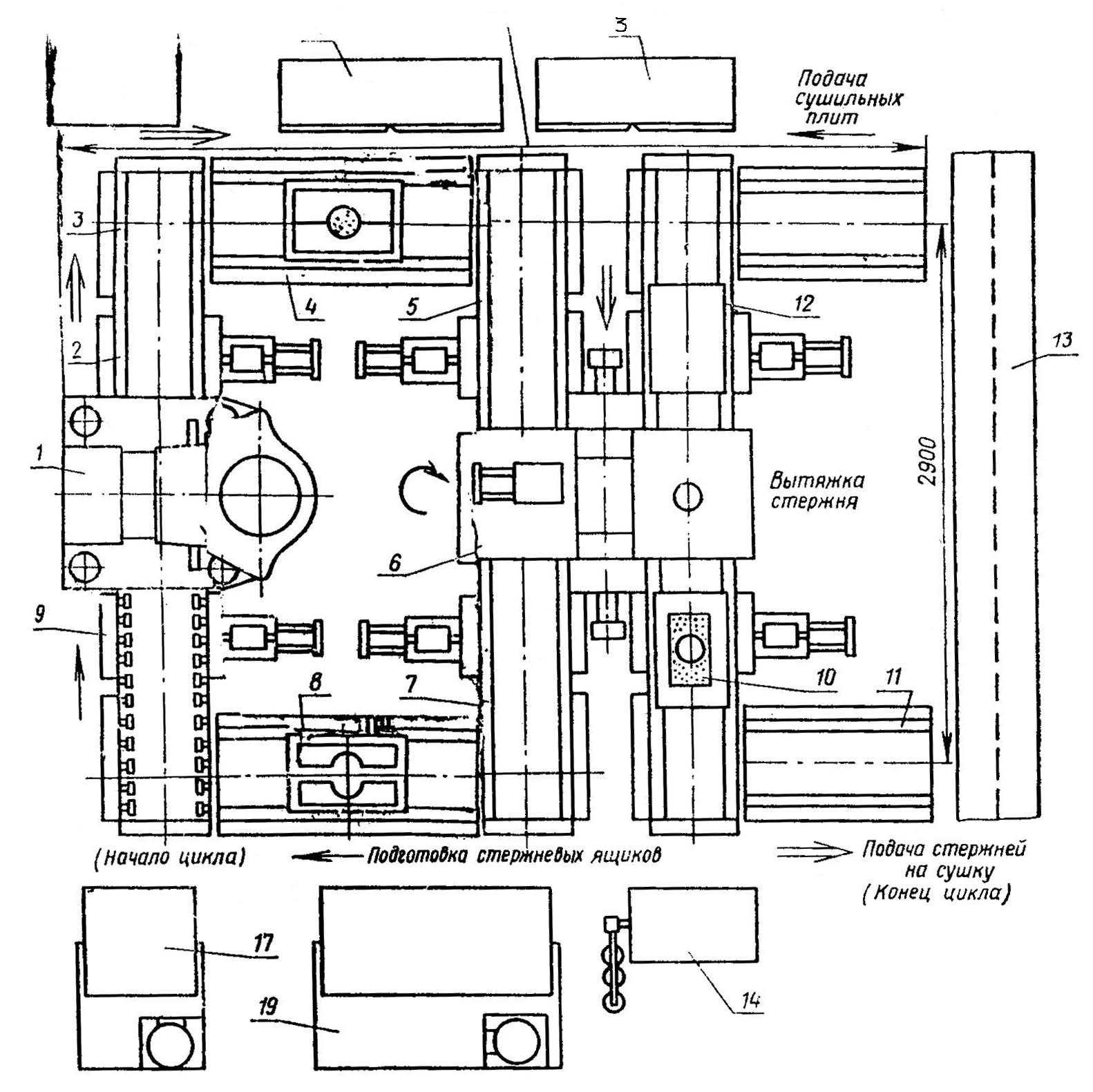
Рис.14. Модель Л9128Б5
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Стержневой пескодувный полуавтомат |
1 |
|
2 |
Приемный рольганг |
1 |
|
3 |
Стол передаточный |
6 |
|
4 |
Промежуточный рольганг подачи стержневых ящиков к поворотно-вытяжной машине |
1 |
|
5 |
Приемный рольганг с досылателем |
1 |
|
6 |
Стержневая поворотно-вытяжная машина |
1 |
|
7 |
Приемный рольганг |
1 |
|
8 |
Промежуточный рольганг подготовки стержневых ящиков |
1 |
|
9 |
Передающий рольганг с досылателем |
1 |
|
10 |
Приемный рольганг |
1 |
|
11 |
Промежуточный малый рольганг |
2 |
|
12 |
Передающий рольганг |
1 |
|
13 |
Транспортер сушильных плит |
1 |
|
14 |
Пневмошкаф поворотно-вытяжной машины |
1 |
|
15 |
Пульт управления |
1 |
|
16 |
Пневмошкаф стержневого полуавтомата |
1 |
|
17 |
Гидростанция стержневого полуавтомата |
1 |
|
18 |
Электрошкаф |
1 |
|
19 |
Гидростанция поворотно-вытяжной машины |
1 |
Комплексно – механизированные линии изготовления стержней
Модели ЛП013 и ЛП051
Предназначены для комплексного изготовления стержней массой до 16кг. пескодувным методом из П-Г смесей с последующей тепловой сушкой в вертикальных двух и четырех ходовых сушилах.
Линии выполнены на основе типовых базовых автоматизированных линий изготовления стержней моделей Л9128Б5 и Л9128Б9.
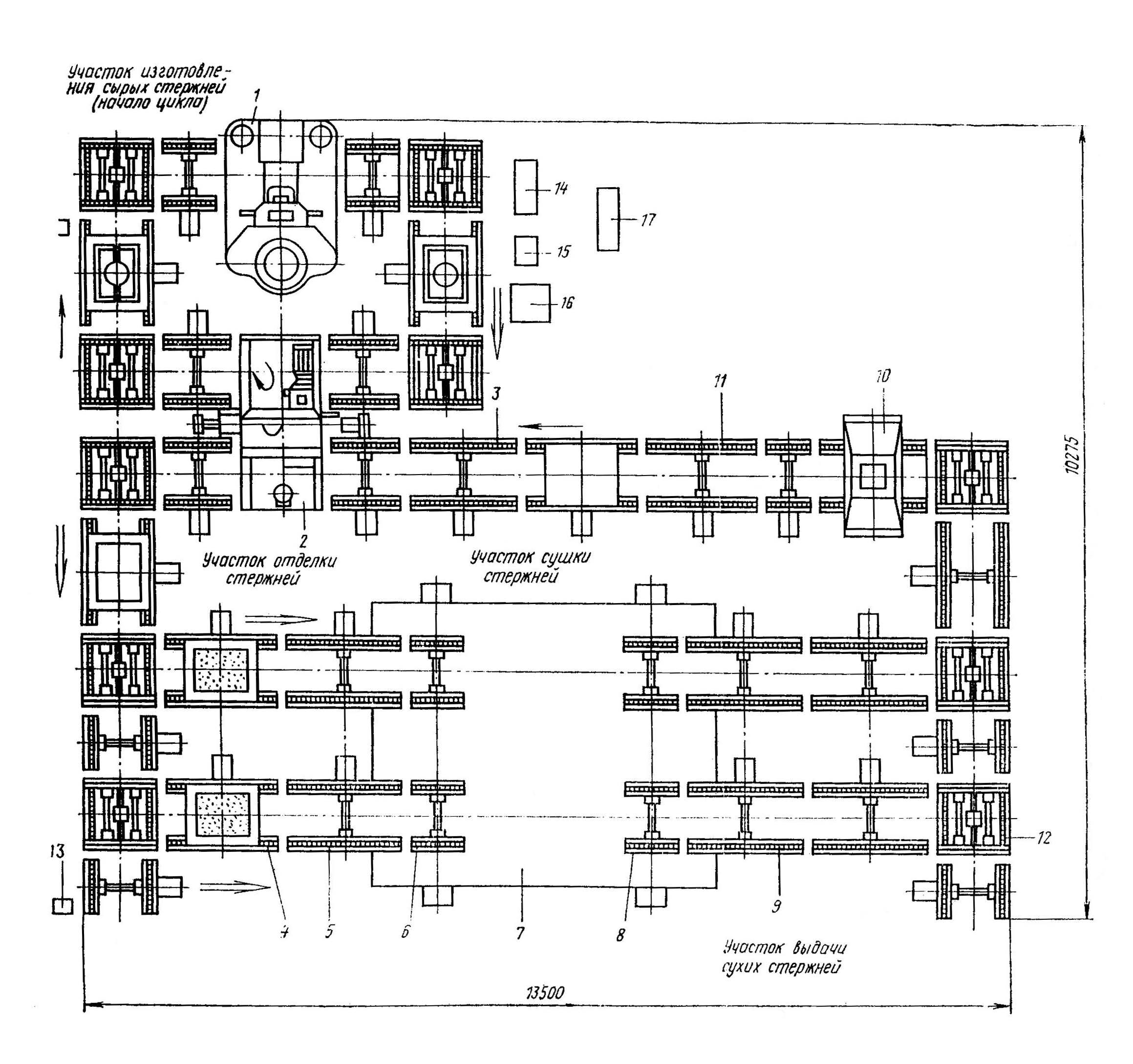
Рис. 15. Модель ЛП051
1 – автоматизированная линия изготовления стержней массой до 100 кг; 2 – поворотно-вытяжная машина; 3 – рольганг разворота; 4 – рольганг; 5 – рольганг загрузки в сушило; 6 – приемный стол; 7 – четырехходовое вертикальное сушило; 8 – стол выдачи; 9 – рольганг; 10 – камера очистки; 11 – рольганг промежуточный; 12 – стол передаточный; 13 – пульт управления; 14 – гидростанция пескодувной машины; 15 – пневмошкаф; 16 – гидростанция поворотно-вытяжной машины; 17 – гидростанция.
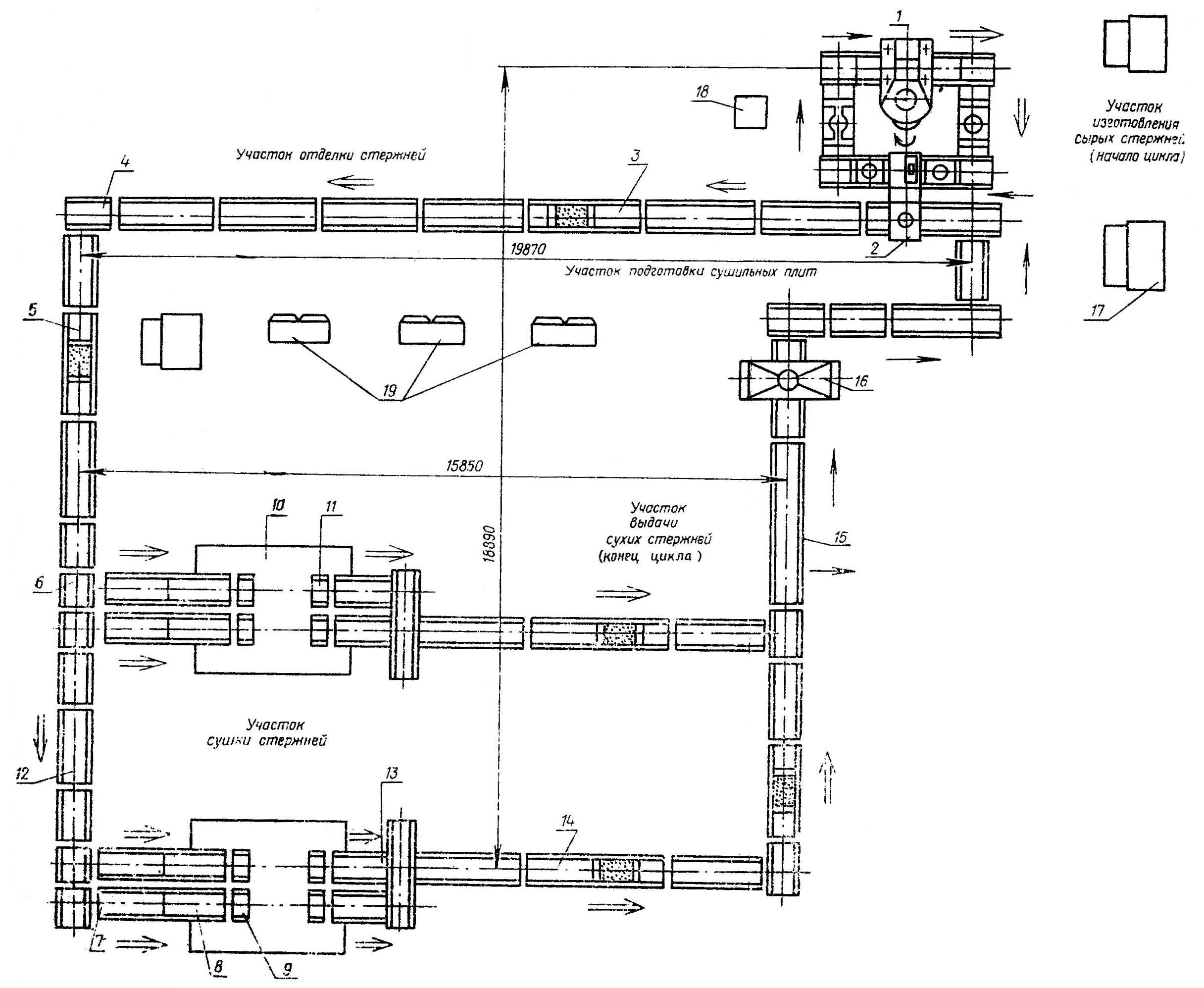
Рис.16. Модель ЛП013
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Типовая базовая автоматизированная линия изготовления стержней массой до 16 кг |
1 |
|
2 |
Стержневая поворотно-вытяжная машина |
1 |
|
3 |
Промежуточный рольганг |
13 |
|
4 |
Передаточный стол |
5 |
|
5 |
Рольганг разворота |
1 |
|
6 |
Передаточный стол |
8 |
|
7 |
Промежуточный рольганг |
9 |
|
8 |
Рольганг загрузки в сушило |
4 |
|
9 |
Приемный стол |
4 |
|
10 |
Вертикальное двухходовое сушило |
2 |
|
11 |
Стол выдачи |
4 |
|
12 |
Промежуточный рольганг |
3 |
|
13 |
Приемный рольганг |
4 |
|
14 |
Промежуточный рольганг |
3 |
|
15 |
Рольганг разворота |
1 |
|
16 |
Камера очистки плит |
1 |
|
17 |
Гидростанция |
3 |
|
18 |
Пульт управления |
1 |
|
19 |
Электрошкаф |
3 |
Техническая характеристика
|
|
Л9128Б5 |
Л9128Б7 |
Л9128Б9 |
ЛП013 |
ЛП051 | ||
|
Годовой выпуск отливок при двухсменном режиме работы, т |
5000 |
7500 |
10000 |
5000 |
10000 | ||
|
Наибольшая масса стержня, кг. |
16 |
40 |
100 |
16 |
100 | ||
|
Габарит стержневого ящика, мм |
630х500х 300-445 |
800х630х 320-495 |
1000х800х 380-555 |
630х500х 300-445 |
1000х800х 380-555 | ||
|
Производительность (цикловая) расчетная, съемов/ч |
120 |
100 |
90 |
90 |
60 | ||
|
Производительность (фактическая), съемов/ч |
25 |
23 | |||||
|
Количество рабочих обслуживающих линию в одну смену |
4 |
5 |
6 | ||||
|
Время сушки стержней, мин. |
30 | ||||||
|
Расход стержневой смеси, м3/ч |
2,1 |
4,1 |
6,5 |
2,1 |
6 | ||
|
Установленная мощность, кВт |
31 |
32,8 |
91,7 |
60 | |||
|
Габарит, мм |
5100х4100х3110 |
6050х4300 х3330 |
7000х4820 х3530 |
20500х19620х3110 |
14000х10500 х3530 | ||
|
Масса комплекта, т |
18,7 |
21 |
27,3 |
69 |
47 | ||
Автоматизированные линии изготовления стержней из ПГС на жидкостекольном связующем
Автоматизированные линии изготовления стержней с продувкой их углекислым газом. Модели 1Л9128Б5, 1Л9128Б7 и 1Л9128Б9
Выполнены на базе серийно выпускаемой типовой базовой автоматизированной линии модели 9128Б5, содержат то же технологическое оборудование и установку для продувки стержней углекислым газом.
Технологический цикл:
подготовка стержневого ящика и подача его на позицию надува стержневого полуавтомата;
надув и уплотнение смеси газом и отверждение стержня;
подача стержневого ящика;
вытяжка стержня и укладка его на сушильную плиту;
транспортировка стержня на сушильной плите, его дополнительное отверждение;
съем готового стержня;
возврат пустого стержневого ящика к месту подготовки.
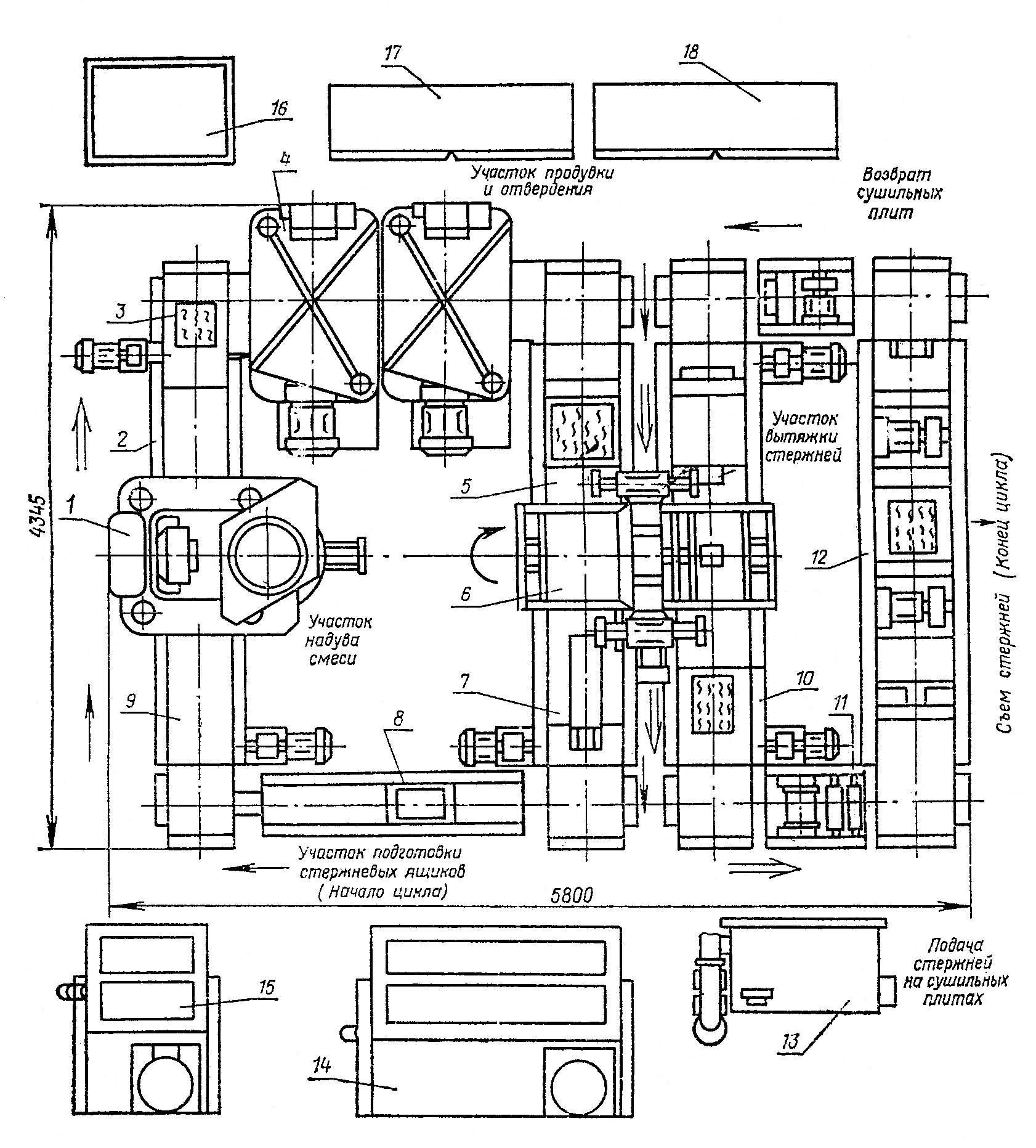
Рис.17. Модель1Л9128Б5
К рис. 17
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Стержневой пескодувный полуавтомат |
1 |
|
2 |
Приемный рольганг |
1 |
|
3 |
Стол передаточный |
8 |
|
4 |
Установка для продувки стержней углекислым газом |
1 |
|
5 |
Приемный рольганг с досылателем |
1 |
|
6 |
Стержневая поворотно-вытяжная машина |
1 |
|
7 |
Приемный рольганг |
1 |
|
8 |
Промежуточный рольганг подготовки стержневых ящиков |
1 |
|
9 |
Передающий рольганг с досылателем |
1 |
|
10 |
Приемный рольганг |
1 |
|
11 |
Промежуточный малый рольганг |
2 |
|
12 |
Рольганг |
2 |
|
13 |
Пневмошкаф поворотно-вытяжной машины |
1 |
|
14 |
Гидростанция поворотно-вытяжной машины |
1 |
|
15 |
Гидростанция стержневого полуавтомата |
1 |
|
16 |
Пневмошкаф стержневого полуавтомата |
1 |
|
17 |
Пульт управления |
1 |
|
18 |
Электрошкаф |
1 |
Линия изготовления стержней и облицовочных неметаллических полуформ с продувкой их углекислым газом. Модель ЛП043
Предназначена для изготовления стержней пескодувным способом в разъемных ящиках и облицовки металлических полуформ с последующим отверждением путем продувки углекислым газом.
Технологический цикл:
подготовка стержневого ящика и подача его на стержневой полуавтомат;
передача на позицию продувки стержня;
передача ящика с отвердевшим стержнем на позицию кантовки;
кантовка и протяжка стержня с верхом стержневого ящика;
выдача стержня на верхней части стержневого ящика;
извлечение стержня из верха ящика;
подача пустого верха стержневого ящика на промежуточный рольганг, простановку каркаса;
подача на кантователь для сборки с низом ящика;
сборка и возврат на позицию заполнения стержневой смесью.
Техническая характеристика
|
|
1Л9128Б5 |
1Л9128Б7 |
1Л9128Б9 |
ЛП043 |
|
Годовой выпуск отливок при двухсменном режиме работы, т |
5000 |
7500 |
10000 |
10000 |
|
Наибольшая масса стержня, кг |
16 |
40 |
100 | |
|
Габарит стержневого ящика, мм |
630х500х300-445 |
800х630х320-495 |
1000х800х380-555 |
1250х1060х630-850 |
|
Производительность (цикловая) расчетная, съемов/ч. |
120 |
100 |
90 |
90 |
|
Производительность (фактическая), съемов/ч |
25 |
23 | ||
|
Количество рабочих, обслуживающих линию в одну смену |
4 |
5 | ||
|
Расход стержневой смеси, м3/ч |
2,1 |
4,5 |
6,7 |
6 |
|
Установленная мощность, кВт |
24,5 |
37,6 |
40 |
42 |
|
Габарит , мм |
5800х4345х3110 |
6680х4530х3530 |
8040х5130х3870 |
12270х7450х3870 |
|
Масса комплекта, т |
24 |
25,5 |
32,5 |
41,5 |
Комплексные линии изготовления стержней из холоднотвердеющих смесей массой до 40кг
Модель ЛП046, ЛП061
Линии предназначены для комплексного изготовления стержней с уплотнением вибрацией из ХТС на основе синтетических смол.
Технологический цикл:
подготовка и комплектация стержневых ящиков;
подача стержневых ящиков на вибростол;
изготовление ХТС, заливка ее в ящики и уплотнение;
подача стержневых ящиков на позицию поворотно – вытяжной машины;
поворот стержневого ящика, вытяжка стержня и укладка его на сушильную плиту.
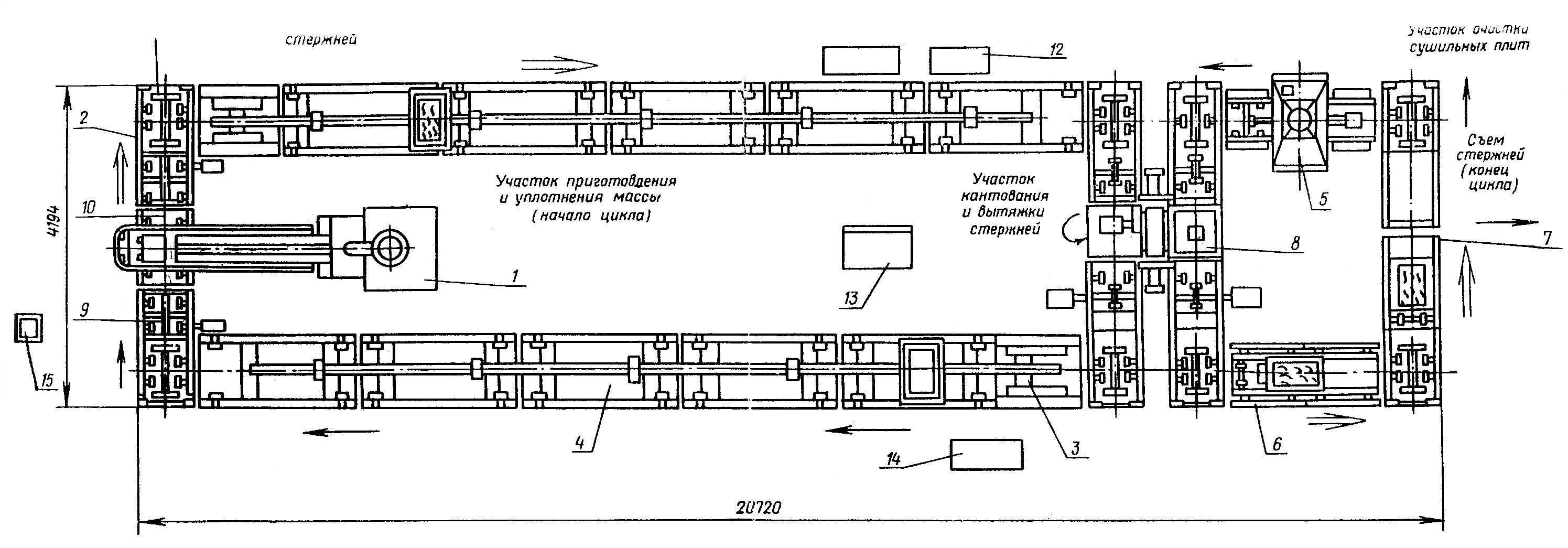
Рис. 19
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Смеситель |
1 |
|
2 |
Рольганг промежуточный |
1 |
|
3 |
Рольганг промежуточный |
2 |
|
4 |
Штанговый конвейер |
2 |
|
5 |
Камера очистки сушильных плит |
1 |
|
6 |
Рольганг промежуточный |
2 |
|
7 |
Рольганг промежуточный |
2 |
|
8 |
Поворотно-вытяжная машина |
1 |
|
9 |
Рольганг промежуточный |
1 |
|
10 |
Вибростол |
1 |
|
11 |
Стол передаточный |
8 |
|
12 |
Электрооборудование |
1 |
|
13 |
Гидростанция |
1 |
|
14 |
Пневмошкаф |
1 |
|
15 |
Пульт управленмя |
1 |
Техническая характеристика
|
|
ЛП046 |
ЛП061 |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии ( Кисп. = 0,7 ), т |
4500 |
6000 |
|
Наибольшая масса стержней, кг. |
16 |
40 |
|
Габарит стержневого ящика, мм |
630х500х300-445 |
830х630х320-495 |
|
Производительность (цикловая ), съемов/ч. |
90 |
50 |
|
Производительность (фактическая), съемов/ч. |
25 |
20 – 23 |
|
Количество рабочих, обслуживающих линию в одну смену |
5 | |
|
Установленная мощность, кВт |
40 |
45 |
|
Габарит линии, мм |
20720х4200х3230 |
23000х4600х3230 |
|
Масса комплекта, т |
27,8 |
45 |
Комплексные линии изготовления стержней из ХТС массой до 100, 250 и 600кг
Модели ЛП031, ЛП032, ЛП047, ЛП048, ЛП053, ЛП053А и ЛП060
Линии предназначены для комплексного изготовления стержней массой до 100кг. с уплотнением вибрацией из ХТС на основе синтетических смол.
Технологический цикл изготовления стержней идентичен предыдущим линиям.
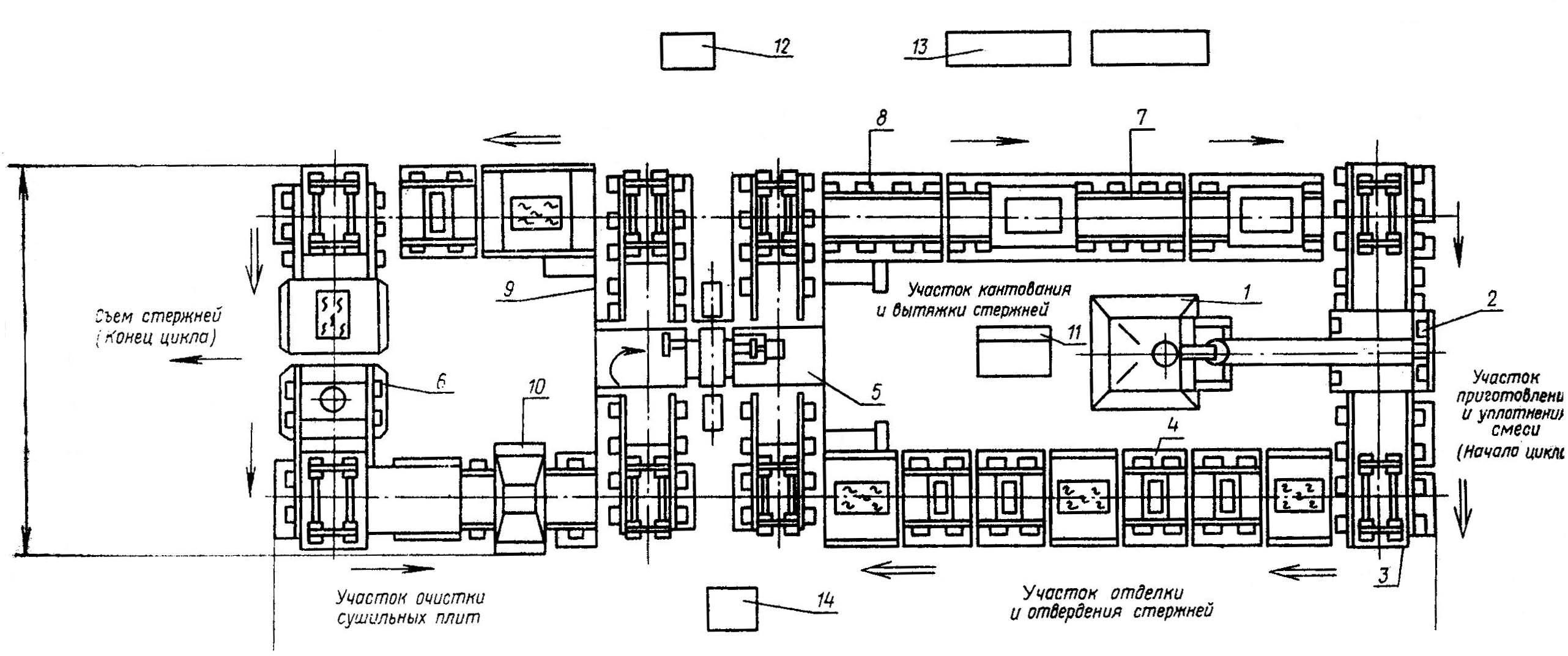
Рис. (20)
К рис. 20
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Смеситель |
1 |
|
2 |
Вибростол |
1 |
|
3 |
Стол передаточный |
8 |
|
4 |
Рольганг промежуточный малый |
9 |
|
5 |
Поворотно-вытяжная машина |
1 |
|
6 |
Рольганг с подъемно-поворотным столом |
2 |
|
7 |
Рольганг промежуточный |
2 |
|
8 |
Рольганг промежуточный |
2 |
|
9 |
Рольганг досылателя |
4 |
|
10 |
Камера очистки сушильных плит |
1 |
|
11 |
Гидростанция |
1 |
|
12 |
Пневмошкаф |
1 |
|
13 |
Электрооборудование |
1 |
|
14 |
Пульт управления |
1 |
Автоматизированная линия изготовления стержней из ХТС
Модель ЛП059
Линия предназначена для комплексного изготовления стержней массой до 250кг. в вытряхных ящиках из ХТС в мелкосерийном и индивидуальном производстве.
Технологический цикл аналогичен предыдущим моделям.
Механизированная линия изготовления стержней из ХТС
Модель 1468
Предназначены для изготовления стержней массой до 600кг. с уплотнением вибрацией из ХТС в мелкосерийном и индивидуальном производствах.

Рис (21)
К рис. 21
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Рольганг приводной |
2 |
|
2 |
Рольганг приводной |
3 |
|
3 |
Смеситель непрерывного действия |
1 |
|
4 |
Рольганг не приводной |
4 |
|
5 |
Рольганг не приводной |
2 |
|
6 |
Тележка передаточная |
1 |
|
7 |
Вибростол |
1 |
Техническая характеристика
|
|
ЛП031, ЛП048, ЛП053, ЛП060 |
ЛП053А |
ЛП032, ЛП047 |
ЛП059 |
1468 |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии (Кисп.= 0,7),т |
6200 |
12000 |
6200 |
6700 |
12000 |
|
Масса стержней, т |
100 |
250 |
600 | ||
|
Габарит стержне-вого ящика, мм |
1000 х 800 х 380 - 555 |
1250х1058 х380 - 555 |
1600х1250 х600 | ||
|
Производительность (расчетная),съемов/ч |
30 |
60 |
30 |
15 |
20 |
|
Количество рабочих, обслужи-вающих линию в одну смену |
8 |
5 |
8 |
7 |
8 |
|
Габарит сушильных плит, мм |
1000 х 800 х 80 |
1250х1058 х80 |
1600х1250 х80 | ||
|
Количество сушиль-ных плит, мм |
8 |
9 |
51 |
|
20 |
|
Установленная мощность, кВт |
50 |
60 |
55,8 |
50 |
25,3 |
|
Габарит линии, мм |
19060х5300 х3300 |
19200х5300 х3400 |
19200х5300 х3300 |
17790х13200 х3300 |
55500х18000 х3300 |
|
Масса комплекта, т |
60 |
52 |
67 |
60 |
60 |
Комплексно – механизированные линии изготовления стержней из жидких самотвердеющих смесей массой от 40 до 600кг
Модель ЛП011, ЛП034, ЛП035, ЛП036 и 794МА
Линии ЛП011 и 794МА выполнены на базе установки для приготовления ЖСС производительностью 6 т/ч и состоит из 6-ти технологических установок. Участки подготовки стержневых ящиков, приготовление и заливки ЖСС; затвердевания и вытяжки стержней, отделки и окраски стержней, передачи и загрузки в сушило.
Технологический цикл идентичен. Отличие состоит в том, что на линии модели ЛП011 отсутствует вторичная сушка стержней.
Сушило в модели ЛП011 – вертикальное конвейерное, которое выполняет двойную операцию: технологическую, т.е. осуществляет сушку стержней и транспортную передачу стержней со второго этажа на первый ; а в модели 794МА, ЛП035 – два проходных горизонтальных сушила.
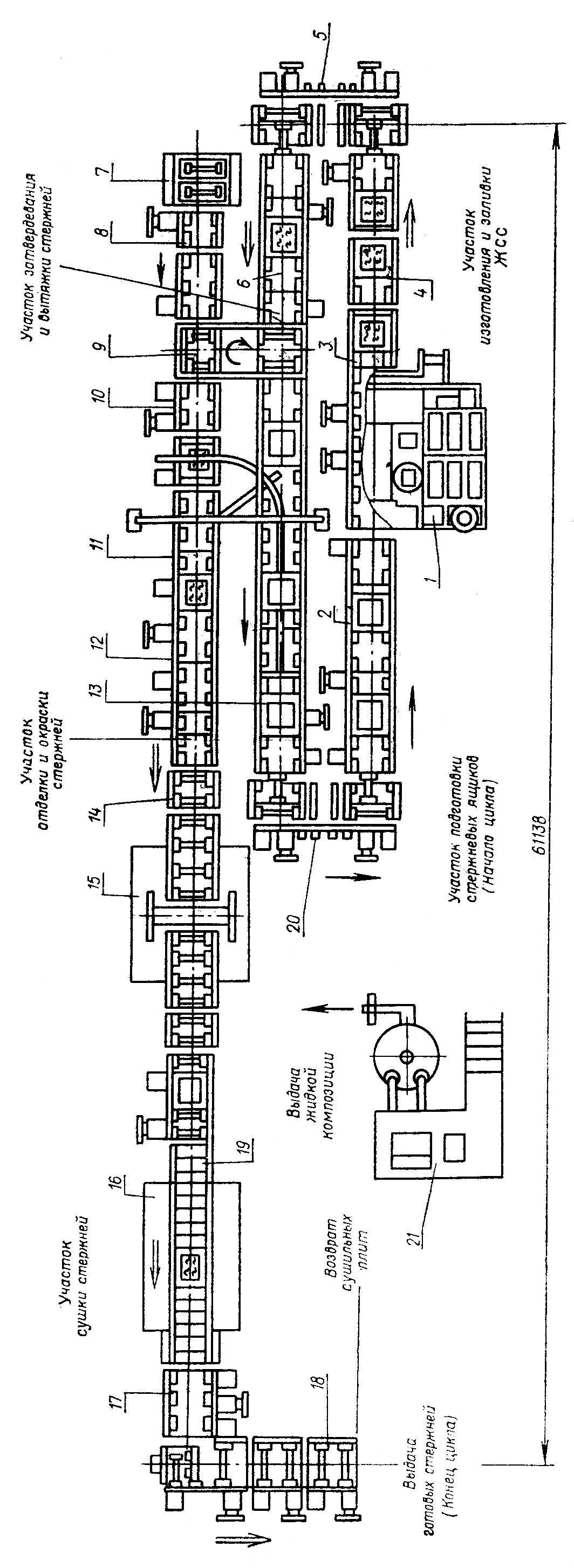
Рис. 22. ЛП034
К рис. 21
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Установка для приготовления жидких самотвердеющих смесей |
1 |
|
2 |
Рольганг участка заливки |
3 |
|
3 |
Рольганг участка заливки |
2 |
|
4 |
Рольганг участка отверждения |
3 |
|
5 |
Рольганг с подъемным мостиком |
1 |
|
6 |
Рольганг |
8 |
|
7 |
Укладчик сушильных плит |
1 |
|
8 |
Рольганг |
2 |
|
9 |
Машина поворотно-вытяжная |
1 |
|
10 |
Рольганг |
2 |
|
11 |
Монорельс с электросталью |
1 |
|
12 |
Рольганг с подъемно-поворотным столом |
1 |
|
13 |
Рольганг |
7 |
|
14 |
Рольганг с отсекателем |
1 |
|
15 |
Механизм передачи стержней |
1 |
|
16 |
Проходное горизонтальное сушило |
1 |
|
17 |
Рольганг с отсекателем |
1 |
|
18 |
Рольганг |
3 |
|
19 |
Конвейер пластинчатый |
1 |
|
20 |
Рольганг с подъемным мостиком |
1 |
|
21 |
Установка для приготовления жидкой композиции |
1 |
Технологический цикл:
подготовка и комплектация стержневых ящиков;
подача исходных компонентов и приготовление замеса ЖСС;
заливка ЖСС в ящики и уплотнение вибрацией;
срезание излишков смеси;
затвердевание смеси;
вытяжка стержней и укладка их на сушильные плиты;
отделка и сушка стержней с последующей подачей на комплектацию.
Техническая характеристика
|
|
ЛП011 |
ЛП034 |
ЛП035 |
ЛП036 |
1334 |
794М |
|
Годовой выпуск стержней при двухсменном режиме работы, т |
8000 |
12000 |
7000 |
11500 |
14000 | |
|
Масса изготовляемых стержней, кг: наибольшая |
600 | |||||
|
средняя |
170 |
250 |
120 |
250 | ||
|
наименьшая |
40 |
100 |
40 |
100 | ||
|
Габарит стержневого ящика с унифицированным основанием, мм: наибольший |
1500 х 1200 х 750
|
1750 х 1200 х 620 |
1500 х1200 х750 | |||
|
наименьший |
1500 х 1200 х 450 |
1200 х 1000 х 450 | ||||
|
Габарит стержне-вого ящика, зак-репленного на транспортной плите,мм: наибольший |
1500 х 1200 х 750 |
|
| |||
|
наименьший |
600 х 500 х 450 |
|
| |||
|
Производительность (цикловая) по коли-честву стержней средней массы, съемов/ч |
12,5 |
15
|
11 |
16 | ||
|
Производительность (весовая) по средней массе стержней, т/ч |
4
|
3 - 4 |
4 | |||
|
Метод уплотнения |
Наливом с последующим отверждением |
Наливом с виброуплот-нением на вибростоле |
Наливом с последующим отверждением | |||
|
Количество рабо-чих, обслужива-ющих линию в одну смену |
11 |
12 |
11 |
10 |
11 | |
|
Габарит плиты, мм: сушильной |
1500 х 1200 х 90 | |||||
|
транспортной |
1500 х 1200 х 70 | |||||
|
Время сушки стержня, мин.: первичная |
30 |
22 |
30 |
22 |
30 |
30 |
|
вторичная |
- |
- |
25 |
- |
- |
30 |
|
t сушки, С0 |
250 - 300 | |||||
|
Установленная мощность, кВт |
136 |
148,1 |
140 |
155 |
143 |
118,3 |
|
Габарит линии, мм: на I этаже |
13750 х4690 х1600 |
36000 х9000 х6800 |
50350 х18750 х6800 |
58850 х11300 х7500 |
48300 х17500 х7500 |
55200 х21100 х7000 |
|
на II этаже |
32750 х16200 х6330 |
37650 х12400 х2500 |
- |
- |
- |
- |
|
Масса комплекта, т |
205 |
196,5 |
170 |
210 |
178 |
213,5 |
Комплекты оборудования для изготовления мелких стержней из ХТС – УС-6
Предназначен для изготовления стержней из сыпучих самотвердеющих смесей для производства отливок из черных и цветных сплавов в мелкосерийном и серийном производствах.
Очистку и сборку стержневых ящиков, нанесение разделительного покрытия, засыпку и уплотнение смеси, разработку стержневых ящиков, извлечение и отделку стержней выполняют вручную на каруселях, являющихся межоперационным транспортом. Стержневые ящики засыпают из смесителя ХТС, смесительная камера которого с окном выдачи смеси может поворачиваться на 1900. Дозирование песка и регенерата в любом заданном соотношении проводят дифференциальным затвором.
Техническая характеристика
|
Масса стержня наибольшая, кг. |
6 |
|
Размеры стержневого ящика, мм |
200 х 400 х 150 |
|
Производительность, т/ч |
До 1 |
|
Размеры комплекта в плане, мм |
11800 х 8500 |
|
Масса комплекта, кг |
9700 |

Рис.23. УС-6
IV. Автоматические и поточные линии для получения отливок в металлических формах (кокилях)
Линии предназначены для производства широкой номенклатуры стальных и чугунных отливок в необлицованных и облицованных кокилях в серийном и массовом производстве.
Для получения отливок в необлицованных кокилях служит поточная линия модели А117, состоящая из 5 однопозиционных кокильных машин с вертикальной плоскостью разъема, связанных между собой системой транспортных рольгангов.
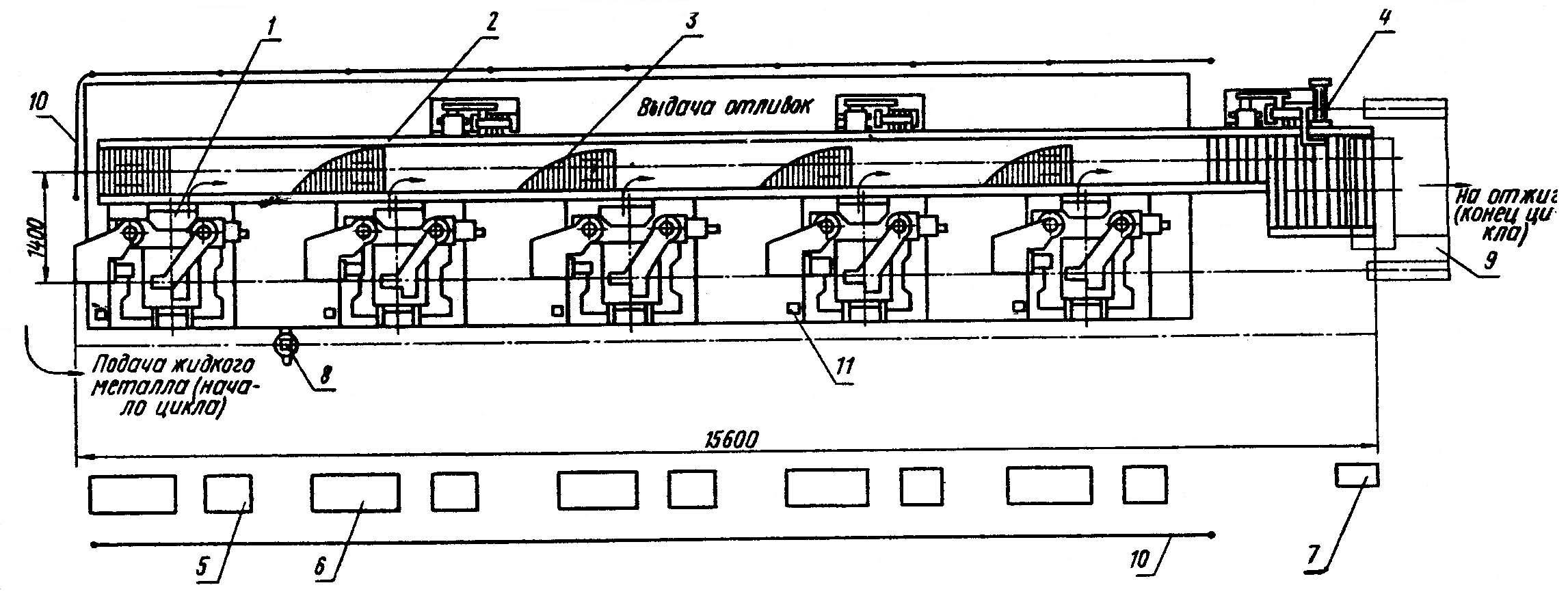
Рис. (24)
К рис. 24
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Машина кокильная однопозиционная |
5 |
|
2 |
Транспортный рольганг |
1 |
|
3 |
Приемный стол |
5 |
|
4 |
Толкатель |
1 |
|
5 |
Пульт управления кокильными машинами |
5 |
|
6 |
Шкаф управления гидроагрегатом |
5 |
|
7 |
Пульт управления системой рольгангов и толкателем |
1 |
|
8 |
Цеховой монорельс подачи жидкого металла |
1 |
|
9 |
Печь отжига |
1 |
|
10 |
Ограждение |
2 |
|
11 |
Ножной выключатель |
5 |
Технологический цикл:
смазка полостей полукокилей и металлических стержней;
сборка кокиля;
заливка жидкого металла;
выдержка отливки на период кристаллизации;
размыкание кокиля;
извлечение отливок;
транспортировка отливок в печь отжига.
Для получения отливок в облицованных кокилях предназначены автоматические линии моделей А82М, А96, А120. Линии конструктивно подобны. В качестве облицовочной смеси применяется песчаная смесь.
Нанесение облицовочного слоя производится надувом смеси в промежуток между полостью кокиля и моделью.
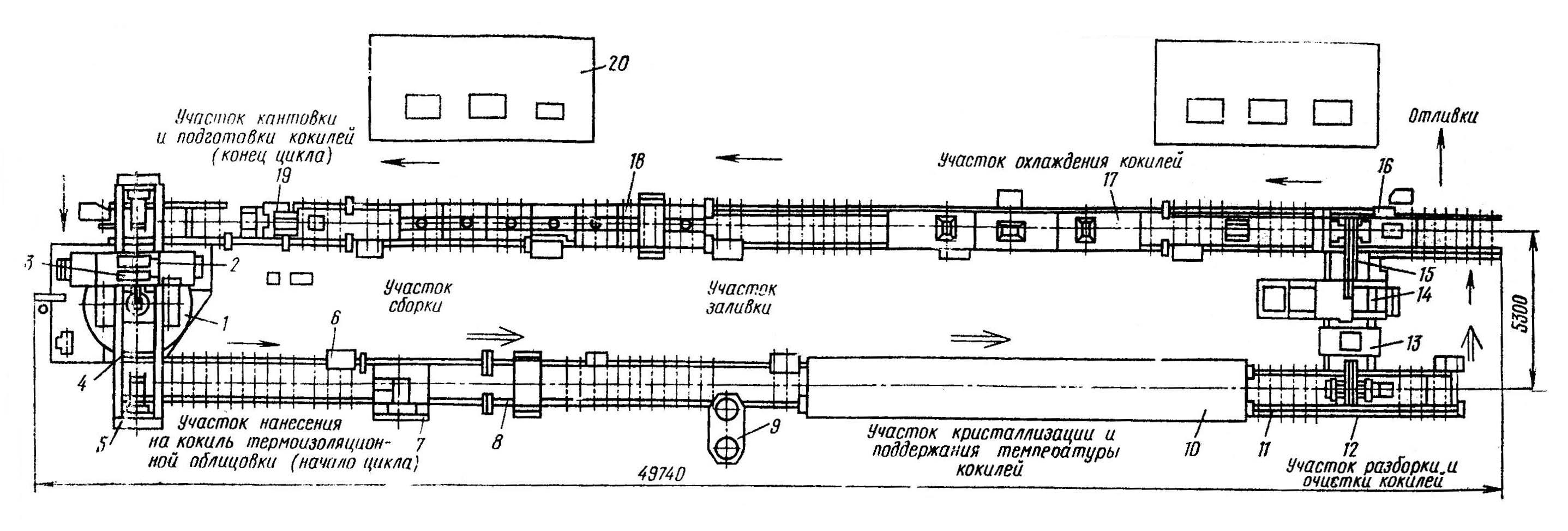
Рис. 25
К рис. 25
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Карусельно-пескодувный агрегат |
1 |
|
2 |
Манипулятор загрузки кокилей |
1 |
|
3 |
Подъемник загрузки кокилей |
1 |
|
4 |
Манипулятор съема кокилей |
1 |
|
5 |
Подъемник съема кокилей |
1 |
|
6 |
Механизм очистки надувных отверстий |
1 |
|
7 |
Манипулятор сборки |
1 |
|
8 |
Рольганг |
16 |
|
9 |
Заливочная машина |
1 |
|
10 |
Термостат |
1 |
|
11 |
Рольганг |
12 |
|
12 |
Сталкиватель |
2 |
|
13 |
Подъемный стол |
1 |
|
14 |
Манипулятор разборки кокилей |
1 |
|
15 |
Манипулятор прошивки низа |
1 |
|
16 |
Приемный стол |
1 |
|
17 |
Устройство очистки кокилей |
1 |
|
18 |
Камера охлаждения |
1 |
|
19 |
Кантователь |
1 |
|
20 |
Гидрооборудование учатсков |
3 |
Технологический цикл:
обдув и опрыскивание модельного комплекта и полукокилей;
надув слоя облицовки;
вытяжка моделей;
полимеризация и отверждение облицовочного слоя;
сушка и окончательное отверждение облицовочного слоя;
визуальный контроль качества нанесенного слоя и установка стержней;
сборка кокилей;
заливка;
охлаждение отливок в кокилях;
раскрытие кокилей;
промывание вдувных отверстий и извлечение отливок;
очистка полукокилей;
охлаждение и дополнительная очистка полукокилей;
нанесение разделительного слоя и подготовка под очередной технологический цикл.
Отличие линии модели А120 состоит в том, что она обеспечивает одновременное изготовление в кокилях двух отливок.
Техническая характеристика
-
А117
А82М
А96
А120
Годовой выпуск отливок при двухсменном режиме работы и коэф-фициенте использования линии (К=0,8),т
3000
12000 - 14000
12000 - 15000
12000 – 16000
Габарит полукокиля, мм
640х630х450
1000х1000
х200
1400х1200
х250
1000х1000
х250
Производительность (цикловая), циклов/ч
60
45
60
45 – 50
Наибольшая метал-лоемкость кокилей,кг
40
100
250
150
Наибольший расход облицовочной смеси, кг/ч
480
2500
480
Наибольшее время отверждения,с
90
30
90
Емкость ковша заливочной машины,кг
300-350
-
630
Время охлаждения,мин
отливки в кокиле
8,3
16
9
полукокиля
11,6
10
11,6
в т.ч. принудительное
6
4
6
Метод извлечения отливки из кокиля
Выдавливанием с прошивкой
Метод очистки частей полукокиля от остатков облицовки:
ленточки смыкания
Механическим скалыванием
сгоревшей облицовки
Обдувкой сжатым воздухом
знаковых частей и болванов
При прошивке надувных отверстий
Количество рабочих, обслуживающих линию в одну смену
3
8
Установленная мощность,кВт
74
450
822
485
Габарит линии, мм
15600х3060
х2800
51300х9660
х6280
82300х13400
х8460
49600х10000
х6400
Масса комплекта, т
64
230
500
266
V. Автоматические линии для изготовления керамических блоков при литье по выплавляемым моделям
Линии предназначены для изготовления мелких стальных и чугунных отливок массой 1 – 5кг сложной конфигурации.
Основные процессы по изготовлению керамических блоков осуществляется на автоматических линиях модели 6Б60 и 668. Весь технологический цикл по изготовлению блоков производится на подвесном цепном конвейере.
Модельные блоки, собранные на участке сборки, навешиваются на подвески. Далее в ванных последовательно наносится трех-, шестислойное покрытие огнеупорной суспензии, которое затем в пескосыпах обсыпается кварцевым песком. После нанесения каждого слоя блоки сушатся на воздухе ( в линии модели 668) или в воздушно – аммиачной смеси (в линии модели 6Б60). Выплавка состава происходит в ваннах выплавки.
Обе линии конструктивно подобны. Отличия состоит в размерах блоков, количестве наносимых слоев огнеупорного покрытия, составах для сушки и выплавки.

Рис. 26
К рис. 26
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Установка воздушно-аммиачной сушки блоков |
1 |
|
2 |
Автомат нанесения огнеупорного покрытия |
5 |
|
3 |
Установка выплавки модельного состава |
1 |
|
4 |
Горизонтально-замкнутый конвейер транспортирования модельных блоков |
3 |
Техническая характеристика
|
|
668 |
6Б60 |
|
Годовой выпуск керамических блоков при двухсменном режиме работы, т |
400 |
2000 |
|
Наибольшие размеры блока, мм длина |
500 | |
|
диаметр: |
| |
|
при шаге блоков на конвейере, мм 320 |
200 | |
|
640 |
400 | |
|
480 |
250 | |
|
Наибольшая масса модельного блока с керамикой, кг |
6.5 | |
|
Количество наносимых слоев огнеупорного покрытия |
3 - 6 |
5 |
|
Количество рабочих, обслуживающих линию в одну смену |
2 |
7 |
|
Метод нанесения огнеупорного покрытия |
Последовательным погружением вращающегося блока в огнеупорную суспензию и в «кипящий слой» кварцевого песка. | |
|
Время сушки одного слоя, мин |
Не менее 130 |
67, 100, 133 |
|
Метод выплавки модельного состава |
В воде; в модельном составе |
В воде; в модельном составе, комбинированный |
|
Время выплавки ,мин. |
Не менее 15 |
Не менее 12 |
|
Установленная мощность, кВт |
13,85 |
35,75 |
|
Габарит линии, мм |
15750х9050х2000 |
34350х19000х5000 |
|
Масса комплекта, т |
47,8 |
150 |
VI. Комплекты автоматизированного оборудования и линии для изготовления отливок методом литья под давлением
Комплекты моделей А71107, А71108, А711А09 и линии моделей АЛ711Б08, АЛ711А09 служат для изготовления отливок массой 2 – 6кг. из алюминиевых сплавов методом литья под давлением. Комплекты и линии созданы на базе машин для литья под давлением с горизонтальными холодными камерами прессования и оснащены средствами автоматизации и механизации окаломашинных операций : дозаторами для заливки жидкого металла, манипуляторами для извлечения отливок на охлаждение и далее под обрубной пресс.
Применение средств механизации и автоматизации позволяет повысить производи-тельность труда в 1,5 – 2,5 раза по сравнению с ручным обслуживанием; позволяет одному оператору обслуживать от двух до трех машин одновременно.
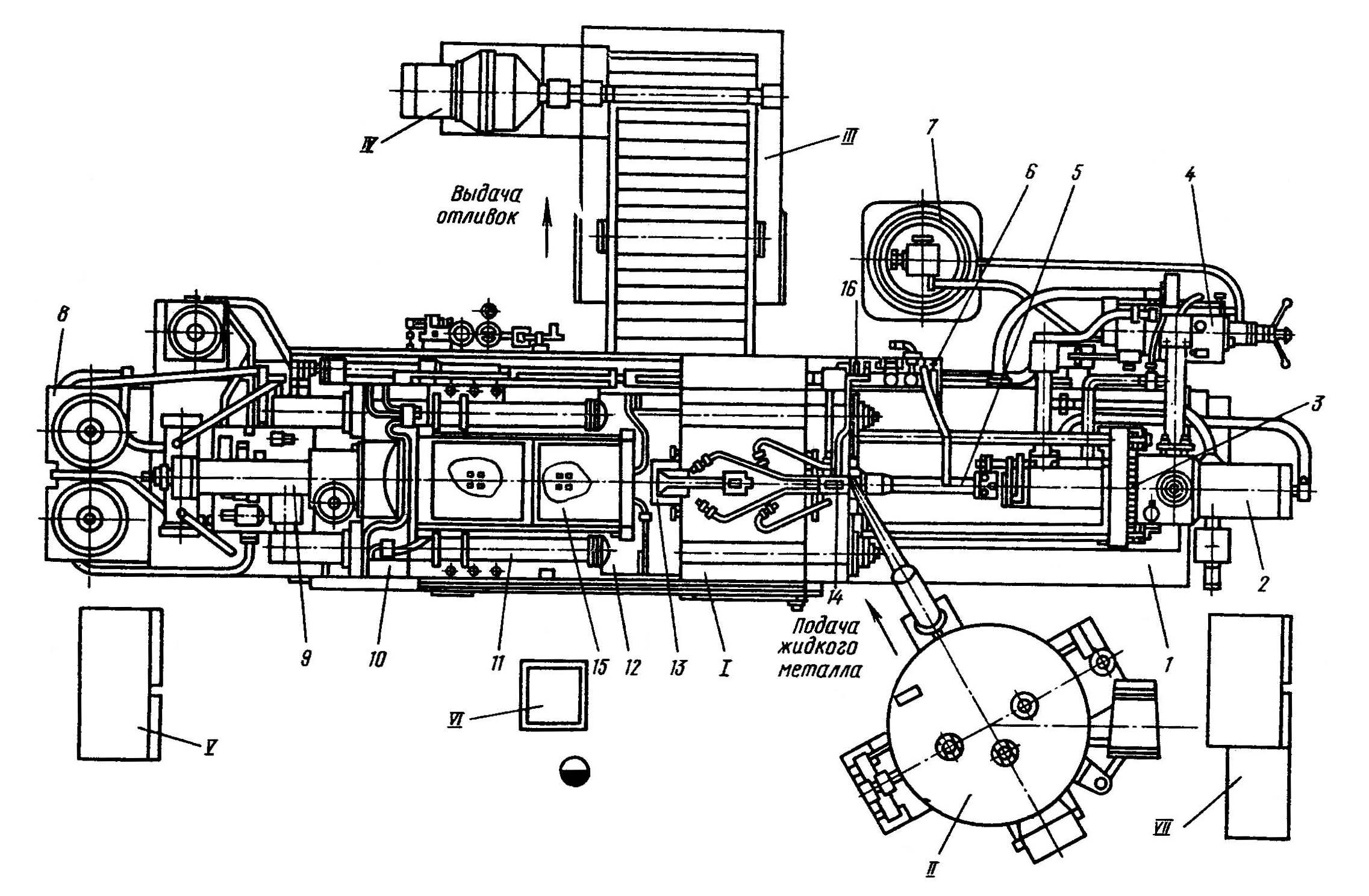
Рис. 27
К рис. 27
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Станина |
|
|
2 |
Гидроцилиндр механизма прессования |
|
|
3 |
Механизм прессования |
|
|
4 |
Агрегат впрыска |
|
|
5 |
Пресс-плунжер |
|
|
6 |
Система охлаждения |
|
|
7 |
Аккумулятор |
|
|
8 |
Насосная установка |
|
|
9 |
Гидроцилиндр механизма запирания |
|
|
10 |
Неподвижная плита |
|
|
11 |
Колонна |
|
|
12 |
Механизм запирания |
|
|
13 |
Механизм сброса отливок |
|
|
14 |
Система смазки форм |
|
|
15 |
Ограждение |
|
|
16 |
Заливочный стакан |
|
|
Позиция |
Наименование оборудования |
Количество |
|
I |
Машина для литья под давлением |
1 |
|
II |
Дозатор алюминиевых сплавов |
1 |
|
III |
Транспортер отливок |
1 |
|
IV |
Мотор-редуктор |
1 |
|
V |
Электрошкаф |
1 |
|
VI |
Пульт управления |
1 |
|
VII |
Шкаф электро- и пневмооборудования дозатора |
2 |
Технологический цикл:
смазка формы, ее закрытие;
дозирование и заливка жидкого металла;
прессование;
кристаллизация металла;
раскрытие формы и отвод пресс – плунжера;
выталкивание отливки;
захват отливки зажимным органом робота – манипулятора;
ориентация в пространстве;
транспортирование отливки на охлаждение в охлаждающей жидкости, а затем к обрубному прессу;
укладка в матрицу обрубного штампа.
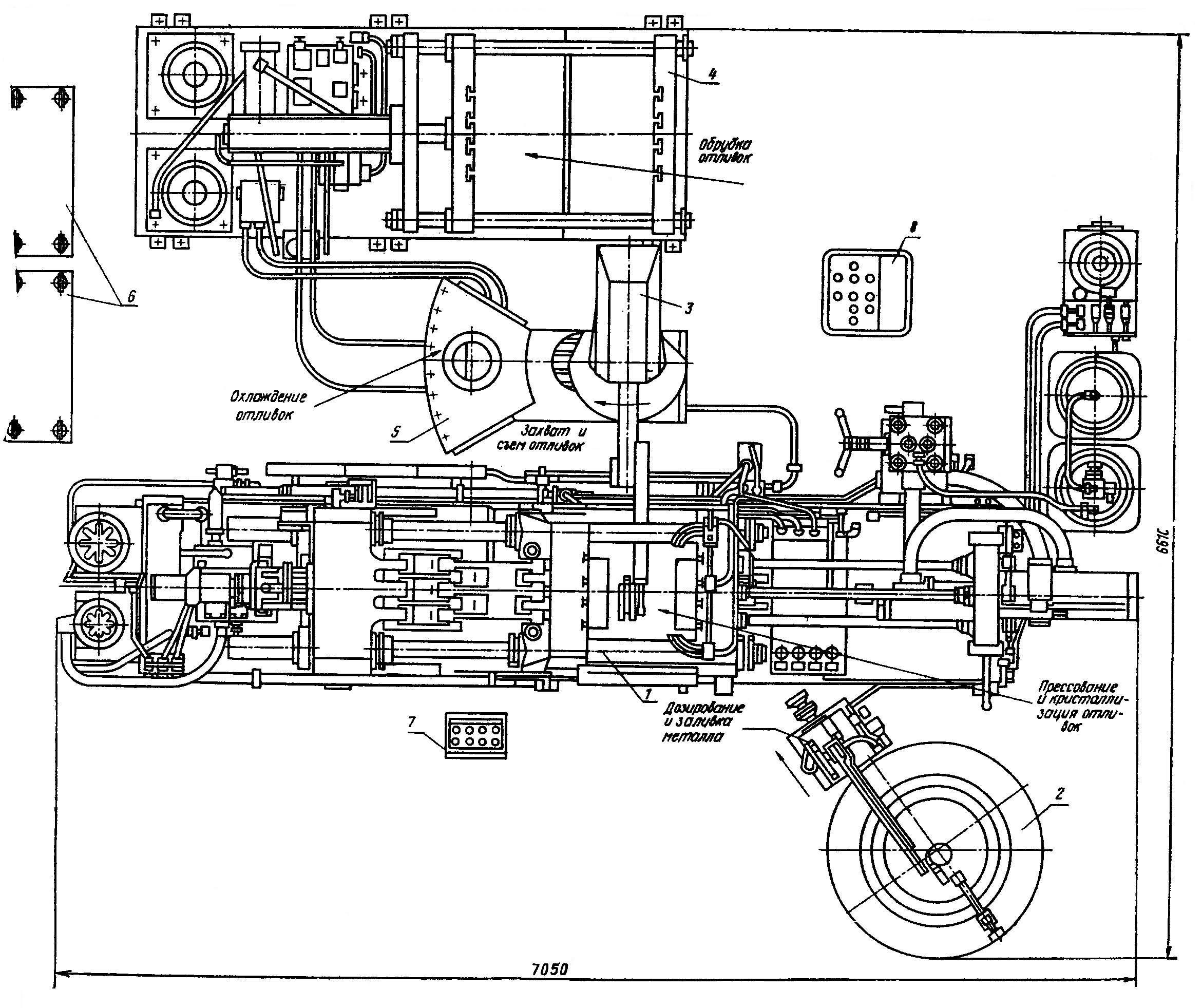
Рис. 28
К рис. 28
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Машина для литья под давлением с горизонтальной холодной камерой прессования |
1 |
|
2 |
Дозатор алюминиевых сплавов |
1 |
|
3 |
Робот-манипулятор |
1 |
|
4 |
Пресс обрубной |
1 |
|
5 |
Емкость для охлаждения отливок |
1 |
|
6 |
Электрошкаф |
2 |
|
7 |
Пульт управления машиной для литья под давлением |
1 |
|
8 |
Пульт управления роботом-манипулятором |
1 |
Техническая характеристика
|
|
А71107 |
А71108 |
АЛ711Б08 |
А711А09 |
АЛ711Б09 |
|
Годовой выпуск отливок при двухсменном режиме работы, т |
1360 |
2380 |
4600 |
2290 |
2300 |
|
Толщина формы, мм наименьшая |
220 |
260 |
320 | ||
|
наибольшая |
500 |
600 |
710 | ||
|
Средняя производи-тельность, цикл/ч |
115 - 160 |
115 – 150 | |||
|
Масса заливаемой порции алюмини-евого сплава, кг |
2,1 |
3,6 |
6 | ||
|
Количество рабочих обслуживающих комплект в одну смену |
1 | ||||
|
Установленная мощность, кВт |
32,4 |
50,7 |
40 |
47 | |
|
Габарит, мм |
5330х3900 х1900 |
7000х4500 х2325 |
6330х4580 х2325 |
7050х4650 х2700 |
7055х4200 х3100 |
|
Масса , т |
11,4 |
17,1 |
30 |
19,3 |
24 |
Литература
Р.Г.Немировский, Автоматические линии литейного производства. «Выща школа», 1981г.
В.Я.Сафронов, Справочник по литейному оборудованию. «Машиностроение» 1985г.