

Техническая характеристика
|
|
4Л22821, 5Л22821, 16Л22521 |
17Л22821 | |
|
Годовой выпуск отливок при двухсменном режиме работы и коэффициенте использования линии ( Кисп = 0,7 ), т |
8000 - 10000 |
12000 - 14000 | |
|
Размер опок, мм : в свету высота |
500 х 400 150 |
500 х 400 150 | |
|
Количество формовочных блоков |
2 |
3 | |
|
Производительность (цикловая), форм/ч. |
300 |
450 | |
|
Производительность (расчетная), форм/ч. |
240 |
360 | |
|
Металлоемкость формы, кг. |
10 - 20 | ||
|
Количество рабочих, обслуживающих линию в одну смену (без заливщиков) |
6 |
8 | |
|
Формовочная смесь |
Единая песчано – глинистая | ||
|
Параметр литниковой воронки, мм: высота диаметр |
70 75 | ||
|
Метод дозирования смеси |
Объемный, челюстным дозатором | ||
|
Метод извлечения модели |
Верхняя вытяжка | ||
|
Расход формовочной смеси, м3/ч |
27 |
41 | |
|
Тип литейного конвейера |
Тележечный, непрерывно движущийся | ||
|
Время охлаждения форм, мин. |
30 – 80 | ||
|
Метод выбивки форм |
Вибрационный | ||
|
Установленная мощность, кВт |
81,8 |
122 | |
|
Габарит, мм |
72000 х 11000 х 3000 |
94000 х 11000 х 3000 | |
|
Масса оборудования, т |
68 |
133,8 | |
Автоматические линии стопочной формовки
Автоматическая линия предназначена для изготовления стержневых и бесстержне-вых отливок в вертикальных стопочных формах.
Технологические операции:
подача пустых опок в автоматах стопочной формовки;
изготовление стопок форм на автомате;
выдача стопок на конвейер;
транспортирование стопок по замкнутому технологическому циклу;
нагружение стопок при заливке;
выдавливание кома смеси на выбивную решетку;
отделение формовочной смеси от отливок на выбивной решетке.
Постановка стержней осуществляется вручную, заливка – из управляемого подвесного ковша.
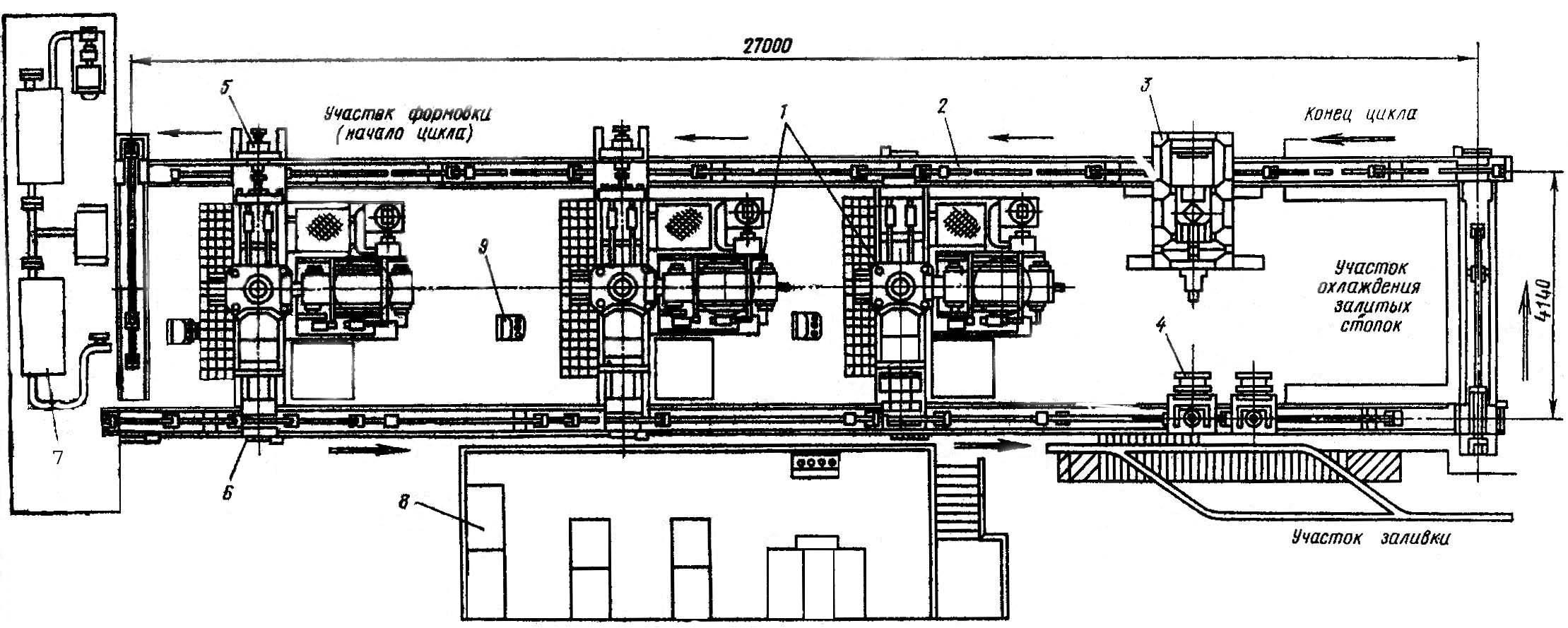
Рис. 2. Модель АЛ1012М
К рис. 2
|
Позиция |
Наименование оборудования |
Количество |
|
1 |
Автоматы стопочной формовки |
3 |
|
2 |
Конвейер штанговый пульсирующий |
1 |
|
3 |
Механизм выдавливания горелого кома |
1 |
|
4 |
Механизм нагружения стопочных форм |
2 |
|
5 |
Механизм подачи пустых опок |
3 |
|
6 |
Механизм выдачи стопочных форм |
3 |
|
7 |
Насосная станция |
1 |
|
8 |
Электрооборудование |
1 |
|
9 |
Пульт управления автоматами |
3 |
Техническая характеристика
|
|
АЛ1012М |
4АЛ1012М |
5АЛ1012М | |
|
Годовой выпуск отливок при двухсменном режиме работы, т |
44688 |
22344 | ||
|
Размеры опок, мм в свету |
500 – 400 | |||
|
высота |
100 |
80 | ||
|
Наибольшая высота стопки, мм |
800 | |||
|
Производительность цикловая, форм/ч |
600 |
300 | ||
|
Тип формовочной машины |
Автомат стопочной формовки | |||
|
Способ уплотнения форм |
Двухстороннее прессование | |||
|
Количество формовочных автоматов, включая один резервный |
3 |
2 | ||
|
металлоемкость формы max, кг |
25 | |||
|
Количество механизмов нагружения форм |
2 |
3 | ||
|
Установленная мощность, кВт |
140 |
130 |
150 | |
|
Расход формовочной смеси, т/ч |
26 |
26 |
26 | |
|
Габарит , мм |
28130 х 5570х 4670 |
36000х5570х4670 | ||
|
Масса компонента оборудования, т |
72,8 | |||