

3. Алгоритмизация задачи
Расчет производственной мощности осуществляется в два этапа.
На первом
предварительном этапе мощность
рассчитывается по исходным данным для
каждого варианта. Расчет начинается с
расчета с коэффициента мощности на
главной операции (ведущее звено) при
работе в одну смену. Расчетный коэффициент
![]() сравнивается с нормативным (н
= 1,1). Если
сравнивается с нормативным (н
= 1,1). Если
![]() ,
то мощность участка устанавливается
на уровне ведущего
,
то мощность участка устанавливается
на уровне ведущего![]() .
Если
.
Если![]() ,
то необходимо увеличить число смен
работы до двух и повторить расчет.
,
то необходимо увеличить число смен
работы до двух и повторить расчет.
Если при работе в
две смены
![]() ,
то переходим ко второму этапу решения
задачи.
,
то переходим ко второму этапу решения
задачи.
На втором этапе проводится анализ производительности рабочих мест и их сравнение с установленной производственной мощностью. Для этого рассчитываются коэффициенты производственной мощности остальных рабочих мест. Выявляются узкие места и рассчитываются коэффициенты загрузки рабочих мест.
Если
![]() ,
то имеется узкое место.
,
то имеется узкое место.
Если
![]() ,
то имеется резерв производственной
мощности.
,
то имеется резерв производственной
мощности.
На третьем этапе производится анализ производственной мощности участка. В анализе следует указать, какая производственная мощность установлена на участке. Также необходимо дать предложения по «расшивке» узких мест:
1. Передать излишнюю производственную программу на рабочие места, имеющих резерв (оборудование на всех участках универсально и могут быть переналажены).
2. На узких местах ввести дополнительную смену. Но введение третьей смены затруднительно, поскольку возникает необходимость в наеме дополнительного количества рабочих. Это создает определенные сложности, т.к. на предприятии необходимо контролировать их работу, а, соответственно руководящим работникам также придется работать в три смены. Также причиной является тот факт, что третья смена будет не полностью загружена.Это неэффективно для производства.
3. Приобретение дополнительного оборудования (увеличение числа рабочих мест на одну дополнительную единицу), но данный вариант требует дополнительных капитальных вложений.
На рис.1 и 2 показаны соответственно диаграмма производственной мощности и диаграмма загрузки оборудования.
РАСЧЕТЫ
1.Определим ведущую группу оборудования по количеству станков и наибольшей трудоемкости.
Ведущей группой оборудования выбрали группу №3 из-за наибольшего количества оборудования, что является условием для ведущей группы.
2.Определяем
коэффициент производственной мощности
по формуле i
=
 ,
,
Для всех необходимо ввести двух сменный режим работы.
1=н=вед
1=2000*1*2/[(![]() )]=1,219
имеется
резерв производственной мощности
)]=1,219
имеется
резерв производственной мощности
2=2000*2*2/[(![]() )]=1,076
имеется узкое
место
)]=1,076
имеется узкое
место
3=1,223
имеется резерв производственной мощности
4=2000*2*2/[()]=0.923 имеется узкое место
5=2000*2*1/[(![]() )]=0.720
имеется узкое
место
)]=0.720
имеется узкое
место
3.Определим производственную мощность каждого из 4х участков Мj = Вj * н
М1 = В1 * н=30*1,223=36,69шт
М2 = В2 * н=50*1,223=61,15шт
М3 = В3 * н=70*1,223=85,61шт
М4 = В4 * н=40*1,223=48,92шт
4.Определяем коэффициенты загрузки оборудования по формуле
Кзi
=

Кз1 = 100%*(12,8*36,69+27,73*61,15+19,7*85,61+11,8*48,92)/4000*1=
4429,0945/4000=110,72%
Кз2 = 100%*( (36,8*36,69+47,8*61,15+40,3*85,61+38,3*48,92)/4000*2=
9596,881/8000=119,96%
Кз3 = 100%*( (36*36,69+42,3*61,15+39,7*85,61+38,5*48,92)/2000*4=
9189,622/8000= 114,87%
Кз4 = 100%*( (19*36,69+28*61,15+20,3*85,61+19,2*48,92)/4000*1=
5086,439/4000=127,16%
Кз5 = 100%*( (45,8*36,69+38,3*61,15+50,7*85,61+32,3*48,92)/4000*2=
9942,99/8000=124,28%
5.Определим диспропорции в мощности и загрузке оборудования по формуле
Ri=Fi - TMi
R1 = 4000 – 4429,0945= -429,1 часов
R2 = 8000 – 9596,881= – 1596,88 часов
R3 = 8000 – 9189,622= -1189,62 часов
R4 = 4000 – 5086,439= - 1086,44 часов
R5 = 8000 – 9942,99= -1942,99 часов
6.Определяем скорректированные коэффициенты загрузки оборудования
– для
узкого места:
![]()
k’з2 = 100%*[9596.88-1596.88]/8000 = 100%
k’з4 = 100%*[5086.44 -1086.44]/4000 = 100%
k’з5 = 100%*[9942.99-1942.99]/8000 =100%
-
для группы взаимозаменяемого оборудования:![]()
k’з1 = 100%*[4429.0945 + 277,86]/4000 = 88,04 %
Так как оборудование на операции 5 загружено по максимуму (k’з5 =95,98%) – для этой операции пересчеты не производи.
Рис. 1. Диаграмма коэффициента производственной мощности участка.

Рис. 2. Диаграмма загрузки оборудования.
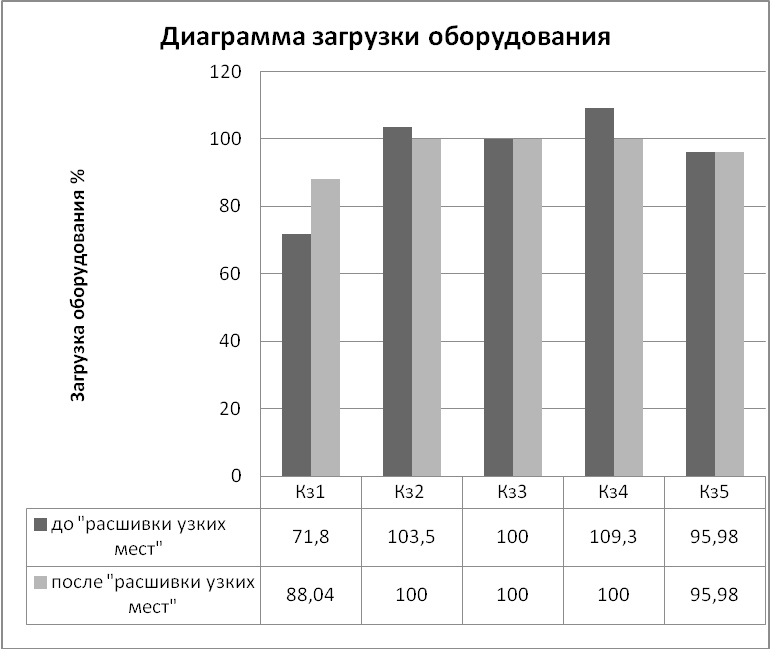
Вывод:
Анализ производственной мощности показал, что «узкими» являются вторая и четвертая операции. «Расшивка» путем ведения дополнительной смены на этих участках и перераспределения загруженности операций дали необходимый результат: выравнивание загруженности оборудования на всех участках до необходимого уровня