

Расчет припуска на обработку отверстия о 107 – 0,23.
1. Определяем порядок технологического процесса для данной поверхности:
а) черновое точение по 12 квалитету;
б) получерновое точение по 9 квалитету;
в) чистовое точение по 7 квалитету;
г) шлифование по 6 квалитету.
2. Определяем
нормативные значения
![]() и
и![]() в мкм:
в мкм:
а) для заготовки
![]() =
160,
=
160,![]() =200
(«Справочник технолога – машиностроителя»,
табл. 12, стр. 186);
=200
(«Справочник технолога – машиностроителя»,
табл. 12, стр. 186);
б) для чернового
точения
![]() =
80,
=
80,![]() =80
(табл. 5, стр. 11);
=80
(табл. 5, стр. 11);
в) для получистового
точения
![]() =
20,
=
20,![]() =25;
=25;
г) для чистового
точения
![]() =
10,
=
10,![]() =10;
=10;
д) для шлифования
![]() =5,
=5,![]() -
отсутствует, т.к. шлифование происходит
после термообработки.
-
отсутствует, т.к. шлифование происходит
после термообработки.
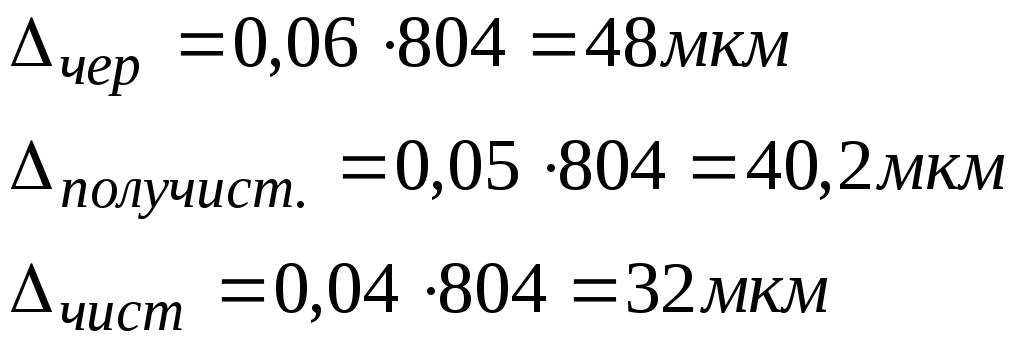
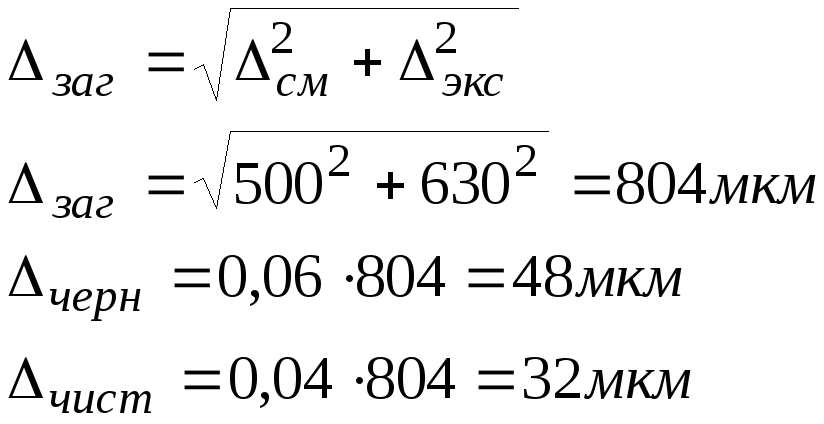
3. Определяем
пространственные отклонения по формуле
![]() ,
где
,
где
![]() - погрешность
смещения,
- погрешность
смещения,
![]() -
отклонение от концентричности
-
отклонение от концентричности
....из табл. 20 стр.187
![]() = 0,5 мм
= 0,5 мм
....из табл. 17 стр.
187
![]() =
0,63 мм
=
0,63 мм
![]() =
804 мкм
=
804 мкм
|
|
|
где:
![]() коэффициент уточнения.
коэффициент уточнения.
- для чернового
точения
![]() ;
;
- для чистового
точения
![]() ;
;
4. Определяем
погрешность установки Е.
Так как заготовка устанавливается для
точения в трехкулачковом самоцентрирующемся
патроне,
![]() .
Для шлифования
.
Для шлифования![]() ,
так как заготовка устанавливается в
менбранном патроне.
,
так как заготовка устанавливается в
менбранном патроне.
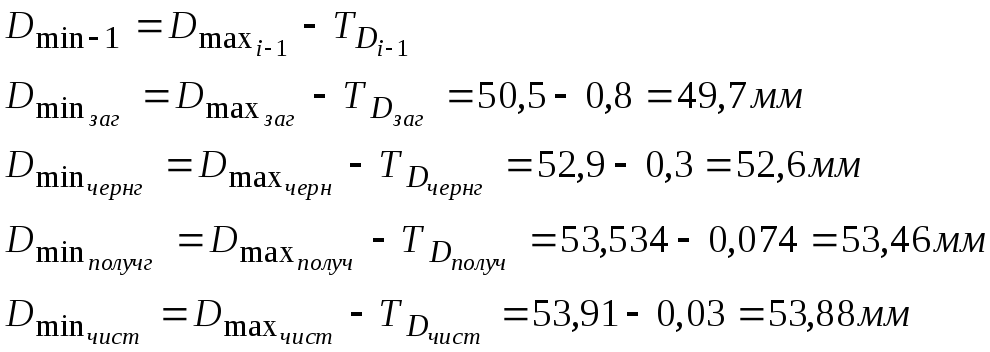
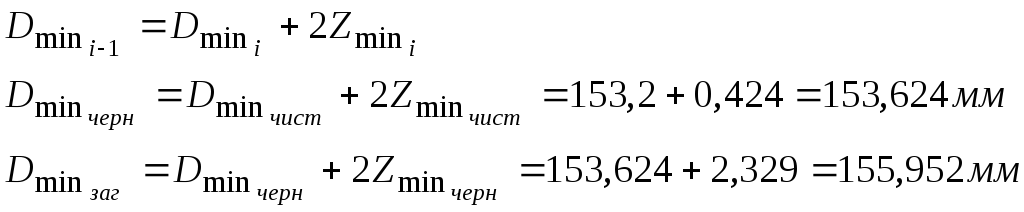
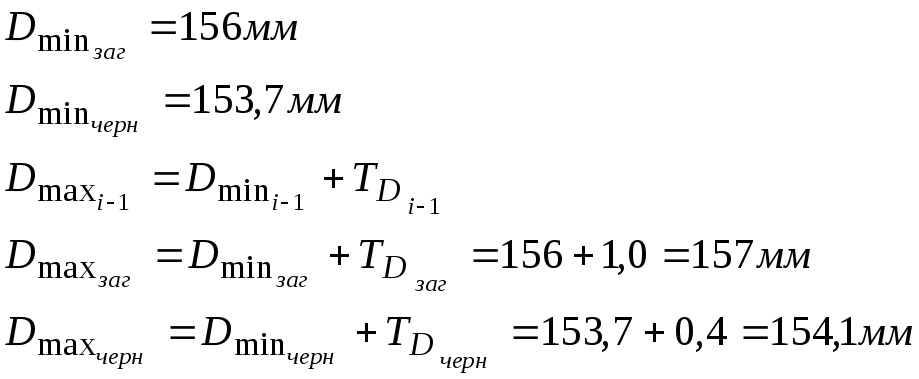
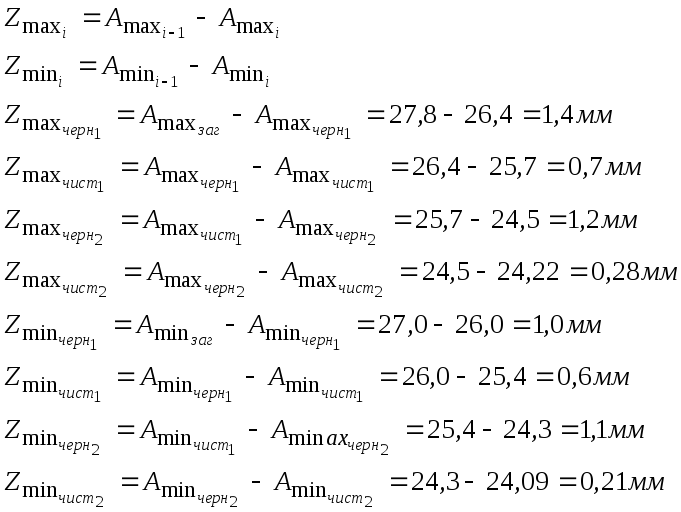
5. Определяем предельные размеры для данной поверхности по переходам:
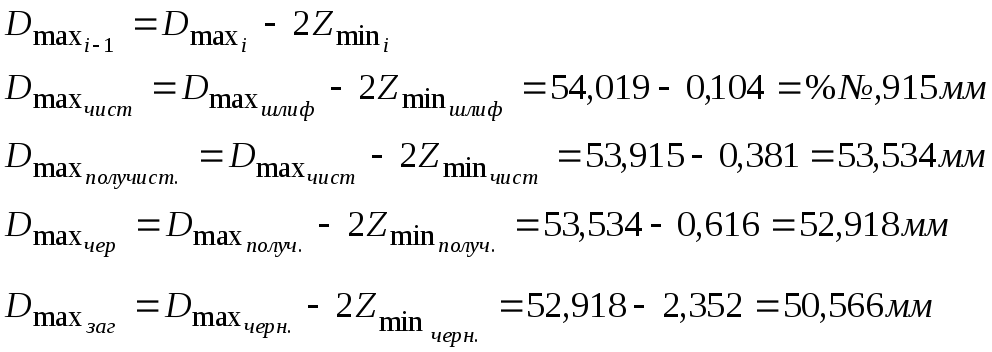
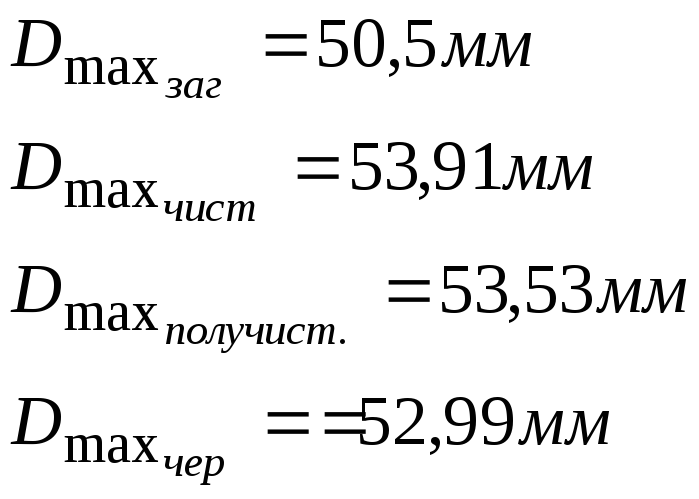
Округляем полученные предельные размеры уменьшением их до того же знака десятичной дроби, с каким дам припуск на размер для каждого перехода:
6. Определяем фактические предельные значения пусков:
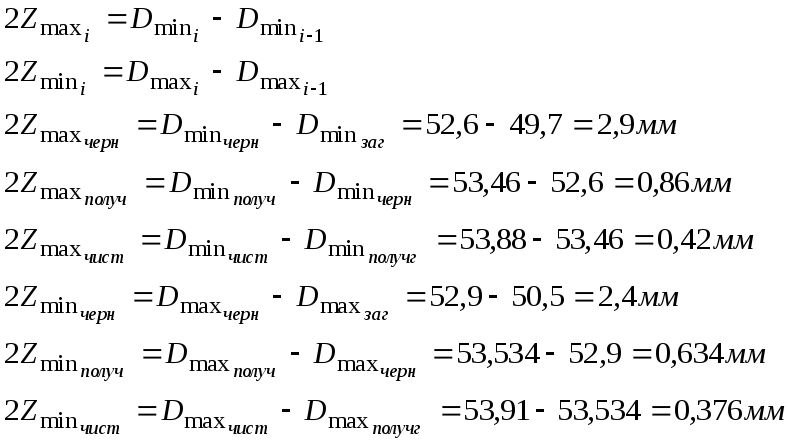
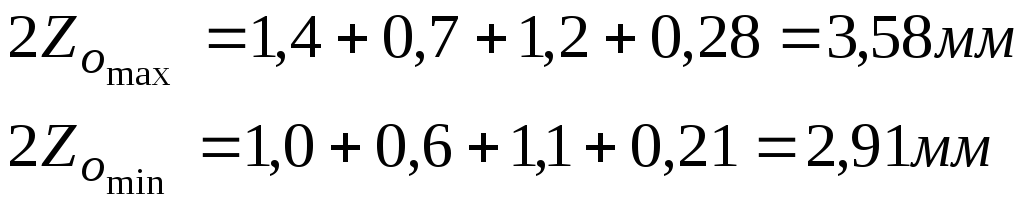
7. Определяем общие припуски:
|
|
|

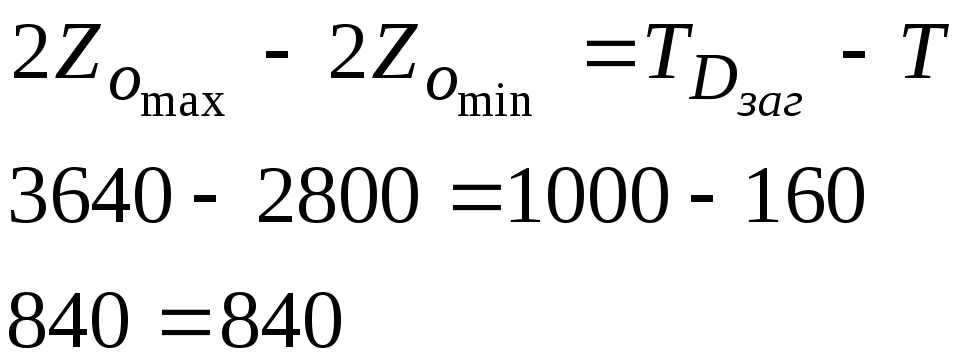
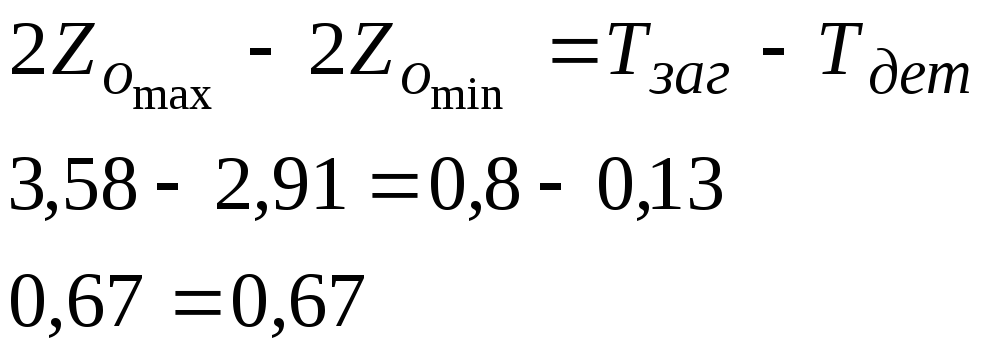
Произведем
проверку:![]()
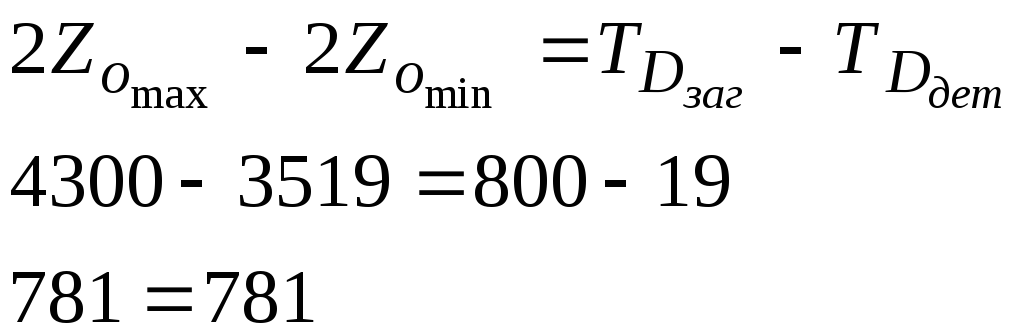
Следовательно, расчет произведен правильно.
![]()
Расчет припуска на обработку наружного диаметра
107 -0,23.
1. Определяем порядок технологического процесса для данной поверхности:
а) черновое точение по 12 квалитету;
б) чистовое точение по 10 квалитету.
2. Определяем
нормативные значения
![]() иh,
мкм:
иh,
мкм:
а) для заготовки
![]() ;
;
б) для чернового
точения
![]() ;
;
в) для чистового
точения
![]() .
.
3. Определяем пространственные отклонения:
4. Определяем погрешность установки Е.
![]() ,
так как деталь устанавливается на
разжимную оправу.
,
так как деталь устанавливается на
разжимную оправу.
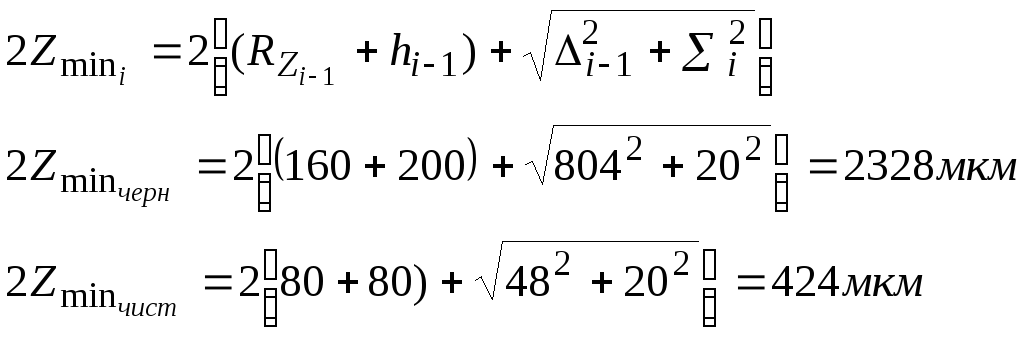
5. Определяем расчетные значения минимальных припусков по формуле:
6. Определяем предельные размеры для данной поверхности по переходам:
Полученные предельные размеры округляем:
![]()
7. Определяем фактические предельные значения припусков:
![]()
Расчет произведен
правильно.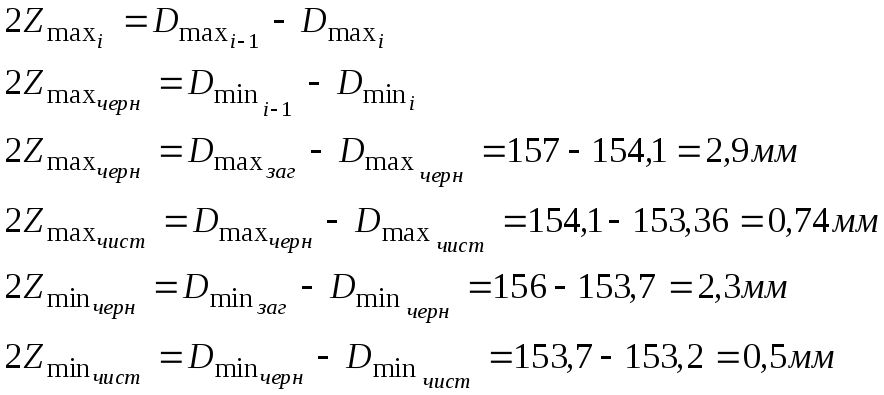
8. Определяем общие припуски:
|
|
|

Произведем
проверку:![]()
Расчет припусков
на обработку торцев ступицы, размер![]() .
.
Произведен расчет справочным методом, который заключается в определении промежуточных припусков на каждую поверхность по специальным таблицам. Так как подрезка торцев ведется с двух сторон, то полученные результаты умножим на два.
Определяем порядок технологического процесса для подрезки одного торца:
- черновое точение;
- чистовое точение;
- шлифование.
В соответствии с
ГОСТом 7505-89 выбираем припуск на заготовку,
полученную методом штамповки на ГКМ в
закрытых штампах:
![]() на сторону. По таблице определяем, что
для чистового подрезания
на сторону. По таблице определяем, что
для чистового подрезания![]() ,
а для шлифования0,15
мм.
,
а для шлифования0,15
мм.
![]() .
.
Расчет припусков
на получение размера
![]()
Определяем минимальный припуск на 1 позиции:
1 позиция: - черновое
точение ступицы
![]() ;
;
- чистовое точение
ступицы
![]() ;
;
2 позиция: - черновое точение торцев венца;
- чистовое точение торцев венца.
2. Определяем минимальный припуск для обработки на 1 позиции:
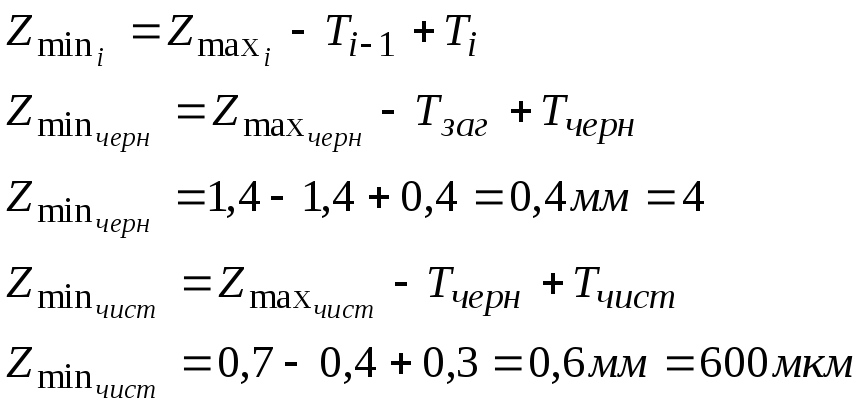
3. Определяем минимальный припуск для обработки на 2 позиции по формуле:
![]()
- для заготовки
![]()
- для чернового
точения
![]()
- для чистового
точения
![]()
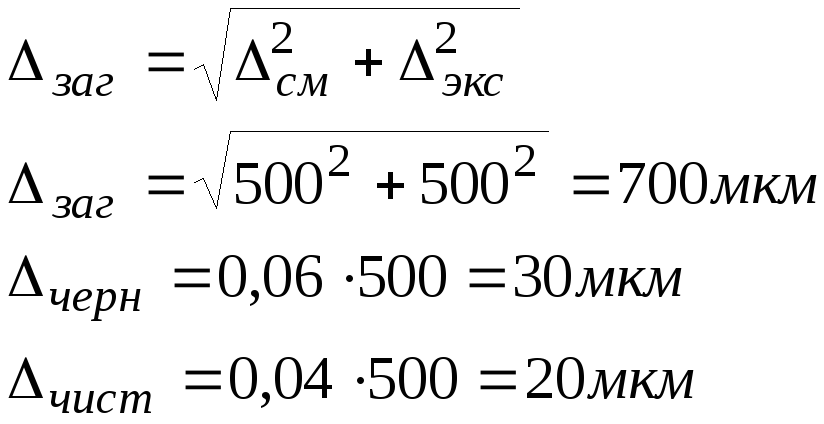
4. Определяем пространственное отклонение:
5. Определяем погрешности установки: Е=20 мкм, так как деталь устанавливается на разжимную оправу для обработки на 2 позиции:

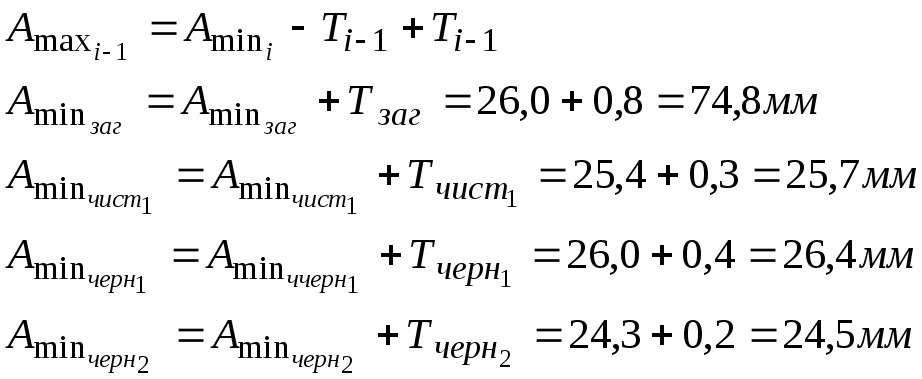
6. Определяем предельные размеры для данной обработки:
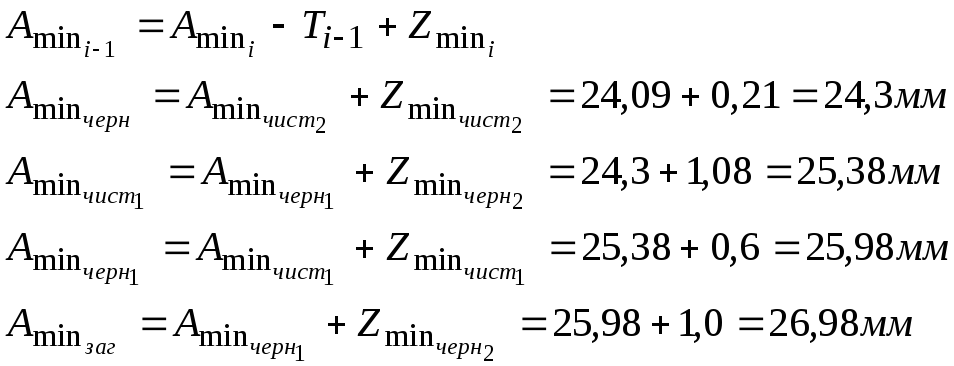
Округляем полученные предельные размеры, увеличивая их до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
|
|
|
|
|
|
7. Определяем фактические предельные значения припусков:
8. Определяем общие припуски:
|
|
|
Произведем
проверку:![]()
Расчет произведен правильно.