

4.2. Образцы для испытаний
Согласно [1] для испытаний на растяжение могут применяться пропорциональные цилиндрические (7 типов) иплоские(2 типа) образцы (рис. 4.3).
Ц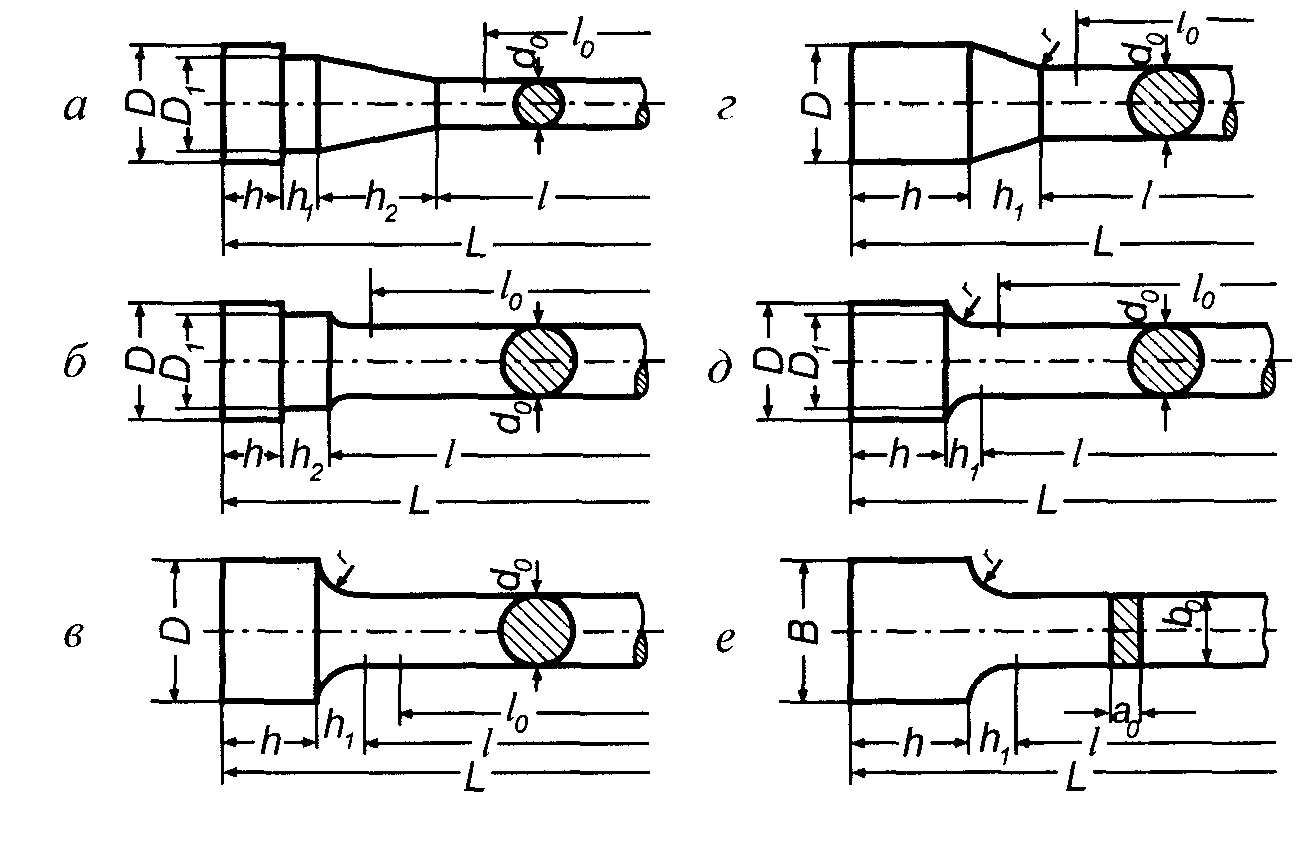 илиндрические
образцыразных типов отличаются
друг от друга конструкцией головок - с
резьбой (см. рис. 4.3,а,б,д,)
и без резьбы (см. рис. 4.3,в,г,е),
размерами и конструкцией переходной
(от рабочей части к головкам) зоны.
илиндрические
образцыразных типов отличаются
друг от друга конструкцией головок - с
резьбой (см. рис. 4.3,а,б,д,)
и без резьбы (см. рис. 4.3,в,г,е),
размерами и конструкцией переходной
(от рабочей части к головкам) зоны.
Рис. 4.3. Схематическое изображение образцов разных
типов для испытаний на растяжение (выборочно)
Обычно тип образца выбирается в соответствии с имеющимся для исследования объёмом металла и согласуется с мощностью и конструкцией испытательной машины, на которой планируется проведение испытаний. Форма переходной зоны образцов согласуется с конструкцией захватов испытательной машины.
Соотношения размеров (диаметр и длина рабочей части, общая длина, размеры переходных зон и головок) пропорциональны, строго стандартизированы для отдельных типов образцов. При размере диаметра рабочей части цилиндрических или толщины плоских образцовне менее 3 ммвозможно варьирование их размеров в определённых пределах: допускается [1, п. 1.8] изготавливать образцы с длиной рабочей частиlо=5,65√Fоилиlо=11,3√Fо. Таким образом, длина рабочей части должна составлять отlо+0,5dо доlо+2dодля цилиндрических и отlо+1,5√Fо доlо+2,5√Fо для плоских образцов.Предпочтительными считаются короткие
образцы.Литые образцы и образцы из хрупких материалов допускается изготавливать с начальной расчётной длинойlо=2,82√Fo. Для плоских образцов соотношение ширины и толщины рабочей части образца не должно превышать 8:1.
Вырезка заготовок из массива металла (слиток, поковка, "катушка" трубы) или из листа может производиться механическим способом или с применением огневой резки. В последнем случае припуски на обработку должны исключить влияние теплового воздействия на свойства металла в исследуемой зоне. Расположение заготовок отдельных образцов по массиву (листу) металла должно обеспечить идентичность расположения их оси (продольного размера) относительно направления волокон (учитывается наследственность от прокатки [3]).
Образцы рекомендуется изготавливать на металлорежущих станках с применением специальных мер (режим обработки, охлаждение), исключающих возможность изменения свойств металла за счёт нагрева или наклёпа в процессе механической обработки. Глубина резания при последнем проходе не должна превышать 0,3 мм. Шероховатость обработанных поверхностей рабочей части цилиндрических образцов должна быть Ra≤1,25 мкм, а шероховатость боковых поверхностей рабочей части плоских образцовRz≤20 мкм по ГОСТ 2789-93. Заусенцы на гранях плоских образцов должны быть удалены механическим способом без повреждения поверхности образца. Кромки в рабочей части образцов допускается подвергать шлифовке и зачистке на шлифовальном круге или шлифовальной шкуркой.
Структура и свойства реального металла в разных объёмах по разным причинам (металлургические, технологические, эксплуатационные) различаются, что приводит к возникновению разброса данных при испытаниях, поэтому для повышения достоверности результатов наилучшим вариантом считается испытание 10 образцовна каждую точкув программе испытаний (например, при оптимизации состава металла, режима ТО, режима поверхностного упрочнения и др.). Учитывая, что такой норматив существенно увеличивает затраты на исследования, стараются жестко выдерживать его при проведенииэкспертных исследований. В обычных плановых (тем более сравнительных) исследованиях ограничиваются испытаниями 5 образцов на одну точку, аминимально допустимым(при условии отсутствия разброса данных!)считается испытание 3 образцовиз 5 подготовленных к испытаниям.
Плоские образцымогут быть с головками ("лопаточки") тип 1 (см. рис. 4.3,е) - и без них тип 2 (прямолинейные). Последние наиболее часто применяются при контроле свойств металла готовых изделий (труб, фланцев, патрубков, корпусных и других деталей), изготовленных из листового материала, в исходном состоянии, а также при расследовании причин аварий и разрушений в процессе эксплуатации, так как вырезание из реальных изделий (труб) образцов с головками затруднительно.
Для испытаний на растяжение также могут применяться образцы-отрезки реальных тонкостенных труб небольшого диаметра (рис. 4.4).

Рис. 4.4. - Образец трубы для испытаний на растяжение
с вставленными пробками
В этом случае для предотвращения искажения результатов за счёт деформации участков, находящихся в захватах машины, в оба конца образца вставляются специальные пробки, подобранные по внутреннему диаметру трубы. Все изготовленные с соблюдением требований ГОСТ [1] образцы перед испытаниями проходят специальную подготовку. На обе головки (а при их отсутствии– на концевые участки) образцов электроискровым (или другим, не причиняющим ущерба материалу) способом наносится маркировка, содержащая закодированные сведения о материале, технологии изготовления, партии и номере образца.
Для предотвращения перепутывания образцов из разных партий их обычно при изготовлении раскладывают по пакетам, коробочкам или по ячейкам специально изготовленного ящика. На пакеты (коробочки, ячейки ящика) наносится маркировка, идентичная маркировке образцов.
Затем в зоне головок производится измерение твёрдости материала. Полученное значение является ориентиром при выборе величины предельной нагрузки на разрывной машине, шкалы указателя и масштаба записи диаграммы. (Исследованиями [3] и другими подтверждено наличие линейной зависимости между значением твёрдости металла и пределом прочности.)
Проводится разметка рабочей зоны образцов. На плоские образцы на разметочной машине наносятся едва видимые рискис равным (например, 3 или 5 мм) шагом, а на цилиндрические образцы при помощи специального устройства наносятся две парыкернов(одна пара со смещением к одной головке, вторая - к другой) для предотвращения выхода разрушения за пределы контролируемой зоны. На образцах из материала с повышенной хрупкостью метки наносят способом, исключающим повреждение поверхности образца (например, накаткой делительной сетки красителем или карандашом).
Таблица 4.1