

7.5. Испытания образцов, вырезанных из различных участков сварного соединения
Как правило, качество сварных соединений при изготовлении металлических конструкций проверяется неразрушающими методами контроля (ультразвук, рентген, капиллярные методы исследований и др.). Однако нередко, в частности для оценки изменений свойств металла сварной зоны в процессе эксплуатации конструкции (резервуар, трубопровод), а также при расследовании причин аварий, проводятся стандартные разрушающие испытания металла, в том числе на растяжение (цилиндрические и плоские с удалением зоны усиления сварного шва), статический изгиб и ударную вязкость.
Типы применяемых образцов (с U – образным и с V – образным надрезом) и расположение на изделии зон вырезки образцов нормированы в ГОСТ 6996-66 [4]; предъявляемые к образцам требования, как правило, назначаются после совместного изучения ГОСТ 6996-66 и ГОСТ 9454-78.
Например, для зон сварки допускается изготовление образцов уменьшенного размера B (2-5 мм) – с учётом реальной толщины основного металла; по той же причине допускается наличие необработанных участков основного металла задней грани на двух поверхностях образца – опорной и верхней.
В маркировку образцов добавляются указания о месте расположения зоны вырезки: Ш – зона шва; ЗС – зона сплавления; ЗТВ – зона термического влияния; буквой t указывается расстояние от границы сплавления до оси надреза, которое оговаривается в нормативной документации на изделие. При расположении надреза поперёк металла шва, зоны сплавления или зоны термического влияния в конце обозначения маркировки ставится буква "П".
Разметку для нанесения надреза проводят по макрошлифам, расположенным на гранях образца или темплета. В зависимости от цели испытания надрез может располагаться [4, п. 5.6] по телу основного металла, по зоне сплавления и в различных участках металла околошовной зоны на расстоянии t от границы сплавления. Вырезание образцов и заготовок для этих испытаний производится в соответствии с указаниями, содержащимися в табл. 4 и 5 [4].
Схема расположения образцов при испытании металла околошовной зоны для стыковых соединений и металла шва и околошовной зоны при испытаниях тавровых и нахлёсточных соединений должна быть оговорена в стандартах или другой технической документации на металлоконструкцию (резервуар, трубопровод, эстакада, мост).
Так же, как и в общем случае, испытания образцов сварных соединений могут проводиться при различных, повышенных и отрицательных температурах.
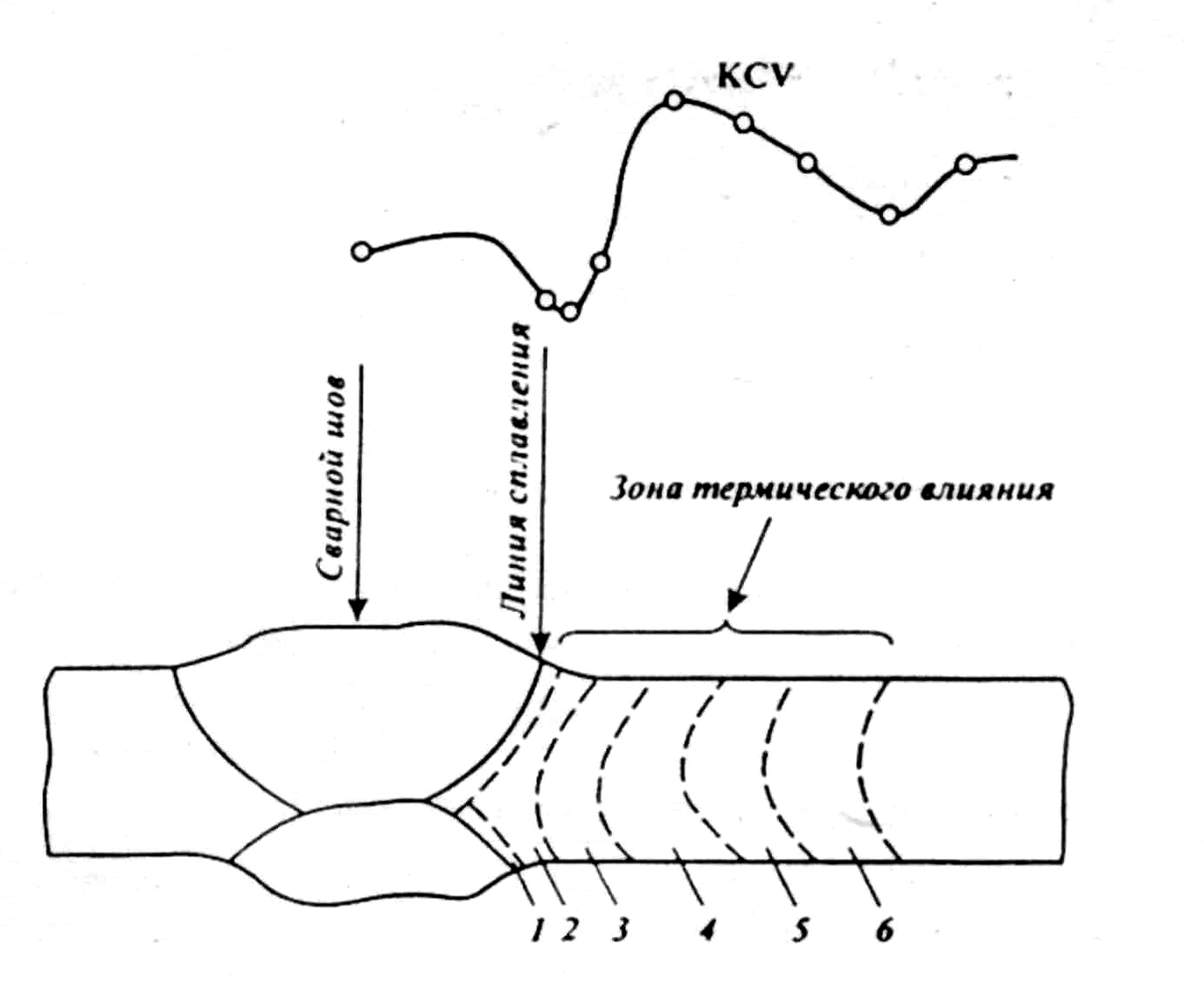
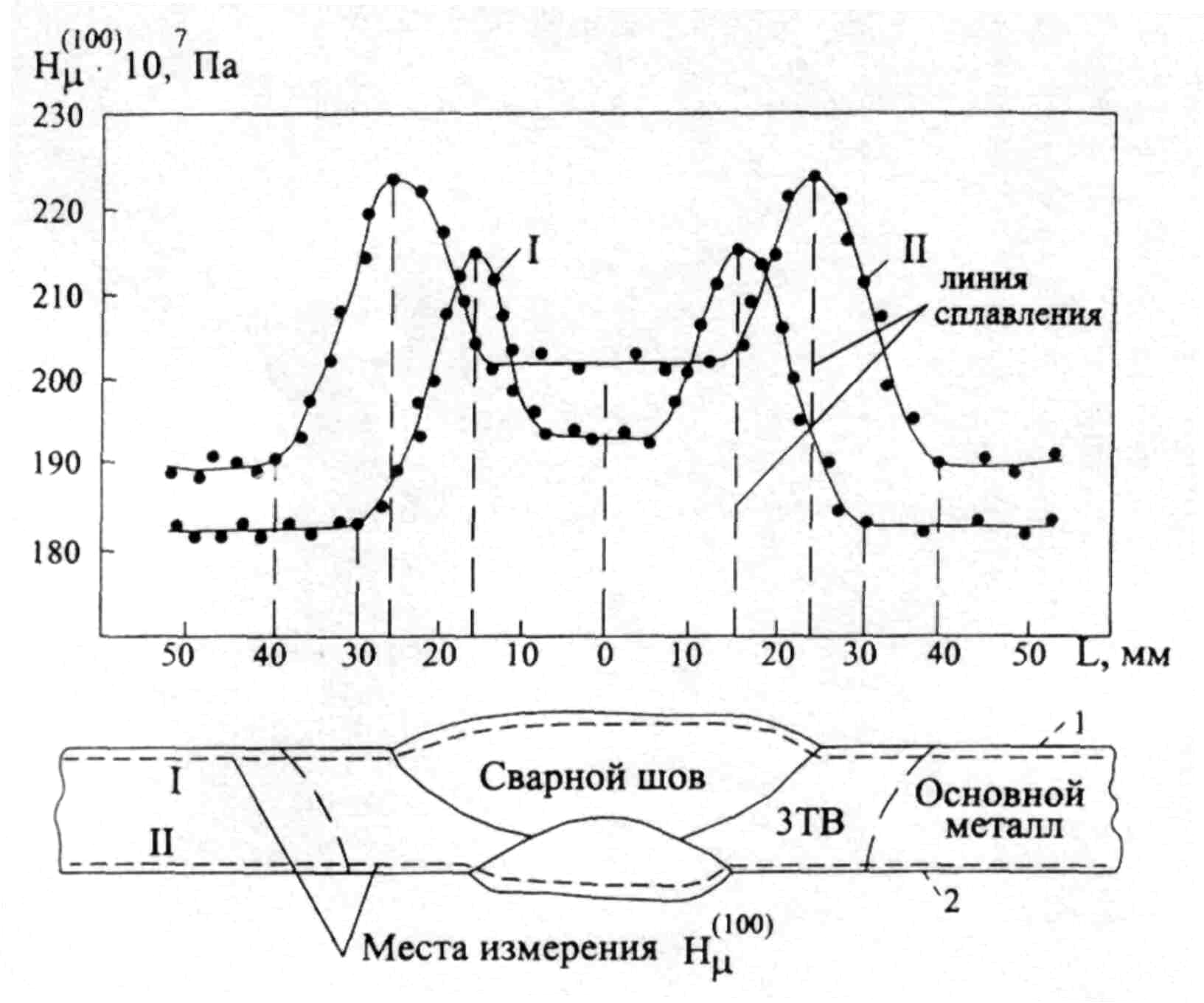
Испытания на ударную вязкость позволяют проследить изменение свойств металла в зоне сварного соединения (основной металл, зона шва и зона температурного влияния). Повышенный интерес представляют такие испытания для трубопроводов, изготовленных из электросварных труб в состоянии поставки, а также после длительной эксплуатации (для обнаружения влияния старения на свойства металла). Результаты экспериментальных [6] исследований ударной вязкости и микротвёрдости Hµ в зоне сварного соединения нефтепромысловых труб из стали 17Г1С представлены на рис. 7.12.
аб
Рис. 7.12. Закономерности изменения ударной вязкости (а) и микротвёрдости (б)
в зоне сварного соединения стали 17Г1С [6]:
1 – линия сплавления; 2 – зона перегрева;. 3 – зона нормализации; 4 – зона неполной перекристаллизации; 5 – зона рекристаллизации; 6 – зона старения;
I– наружная поверхность трубы;II– внутренняя поверхность трубы
Измерениями микротвёрдости (см. рис. 7.12, б) установлено, что значения Hµ вблизи внутренней поверхности на 12-18% выше, чем у наружной поверхности трубы. Особенно это заметно по линии сплавления, а также в местах внутренних подрезов и других дефектов, из которых обычно начинают зарождаться микротрещины. Значения ударной вязкости KCV (рис. 7.12, а) чутко реагируют на изменение свойств металла в зоне сплавления и термического влияния.