Способи з’єдання деталей швейного виробу
|
№п/п |
Вид шва |
Графічне зображення і схема шва |
Т.У. та параметри шва,см |
Інструменти,обладнання і засоби малої механізації | |||||
|
1 |
2 |
3 |
4 |
5 | |||||
|
Ручні шви | |||||||||
|
1. |
Фастригу- вальна |
|
Lст=1,2 S=1,4 |
Ручна голка, нитки для фастригування | |||||
|
2. |
Зафастри-гувальна |
|
L=1.3
S=1.0
|
Ручна голка
нитка | |||||
|
3. |
Прифаст-ригуваль-на |
|
Lст =1,2 S=1,4 |
Ручна голка
нитка | |||||
|
4. |
Нафастри-гувальна |
|
Lст =1,2 S=0,6 |
Ручна голка
нитка | |||||
|
5. |
Вифастри-гувальна |
|
Lст =1,2 S=0,6 |
Ручна голка
нитка | |||||
|
6. |
Підшивна потайна |
|
Lст =0,7
S=0,3
|
Ручна голка
нитка | |||||
|
Машинні шви | |||||||||
|
1 |
Зшивна у розпрасування |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка «Чайка» | |||||
|
2 |
Зшивна у запрасування |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | |||||
|
3 |
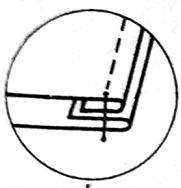
У підгин з обметаним зрізом |
|
Lст =0,8 см S=0,5 см |
Нитки, машинка | |||||
|
4 |
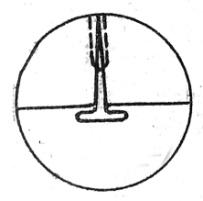
Накладний з двома закритими зрізами |
|
Lст =0,8 см S=0,2 см |
Нитки, машинка | |||||
|
5 |
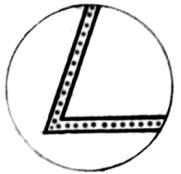
Обшивний у кант |
|
Lст =0,8 см S=0,7 см |
Нитки, машинка | |||||
|
6 |
Оздоблювальний Двобічна зустрічна складка |
|
|
| |||||
|
7 |
Обметувальний |
|
Lст =0,3 см S=0,4 см |
«Джаноме» | |||||
|
Клейового з`єднання | |||||||||
|
1 |
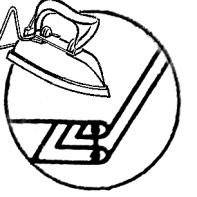
Дублювання |
|
T=130⁰C без зволоження |
Праска | |||||
|
Операції ВТО | |||||||||
|
1 |
Розпрасування |
|
T=150⁰C з зволоженням |
Праска | |||||
|
2 |
Запрасування |
|
T=150⁰C з зволоженням |
Праска | |||||
|
3 |
Припрасування |
|
T=150⁰C з зволоженням |
Праска | |||||









Технологічний процес пошиття, вто і кінцевої обробки швейного виробу
|
№ з/п |
Зміст операції |
Вид роботи |
Схематичне зображення |
ТУ, вимоги до виконання операції |
Обладнання, інструменти та приладдя | ||
|
1 |
2 |
3 |
4 |
5 |
6 | ||
|
|
|
|
Запуск |
|
| ||
|
1 |
Перевірити деталі крою |
|
|
|
| ||
|
2 |
Виконати контрольні мітки |
|
|
|
| ||
|
Обробка дрібних деталей | |||||||
|
3 |
Продублювати підкрій ну обшивку горловини і пройми переду |
ПР |
|
T=130⁰C без зволоження |
Праска | ||
|
4 |
Продублювати підкрій ну обшивку горловини і пройми спинки |
ПР |
|
T=130⁰C без зволоження |
Праска | ||
|
5 |
Продублювати пояс |
ПР |
|
T=130⁰C без зволоження |
Праска | ||
|
Обробка поясу | |||||||
|
6 |
сфастригувати поперечні зрізи поясу |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
7 |
Зшити поперечні зрізи поясу |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
8 |
Розпрасувати поперечні зрізи поясу |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
9 |
сфастригувати повздовжні зрізи поясу |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
10 |
Обшити пояс,залишити незшитою ділянку для вивертання
|
М
|
|
|
| ||
|
1 |
2 |
3 |
4 |
5 |
6 | ||
|
11 |
Обрізати кутики витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
12 |
Вивернути на лице і виправити кутики |
Р |
|
|
| ||
|
13 |
Вифастригува-ти и краї |
Р |
|
|
| ||
|
14 |
Припрасувати кутики |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
15 |
Підшити нез’єднану ділянку ручними потайними стібками |
Р |
|
|
| ||
|
16 |
Видалити фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
Обробка підкрійної обшивки | |||||||
|
17 |
сфастригувати бічні зрізи підкрійної обшивки |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
18 |
Зшити бічний шов обшивки |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
19 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
20 |
Розпрасувати шов |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
21 |
Обметати нижній зріз |
С |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
Обробка переду | |||||||
|
22 |
Намітити положення зборки, прокласти дві строчки |
М |
|
2 строчки з відстаню між ними 0,7; Довжина стібка 0,5 |
| ||
|
23 |
Призібрати гордовину |
Р |
|
|
| ||
|
Обробка ліфу | |||||||
|
24 |
Сфастригувати бічні зрізи |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
25 |
Зшити бічні зрізи |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
26 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
27 |
Обметати бічні зрізи |
С |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
28 |
Запрасувати бічні зрізи |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
29 |
Обметати середній зріз спинки |
С |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
30 |
Прифастригува-ти тасьму-блискавку |
Р |
|
Lст =1,2 S=1,4 |
| ||
|
31 |
Пришити тасьму-блискавку |
М |
|
|
| ||
|
32 |
Настрочити внутрішній край тасьми-блискавки |
М |
|
|
| ||
|
33 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
34 |
Нафастригувати горловину спинки,горловину переду на обшивку |
Р |
|
Lст =0,8 см S=1,0 см |
Ручна голка, нитки для фастригування | ||
|
35 |
Обшити горловину спинки,горловину переду обшивкою |
М |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
36 |
Видалити фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
37 |
Понадсікати припуски |
Р |
|
|
| ||
|
38 |
Вивернути на лице |
Р |
|
|
| ||
|
39 |
Вифастригувати краї горловини та пройми |
Р |
|
|
Ножиці, випорювач | ||
|
40 |
Вивернути бритель спинки на виворіт, одягнути на бретель переду |
Р |
|
|
| ||
|
41 |
Сфастригувати брителі |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
42 |
Зшити брителі |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
43 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
44 |
Зрізати кутики |
Р |
|
|
| ||
|
45 |
Вивернути на лице |
Р |
|
|
| ||
|
Обробка штанів | |||||||
|
46 |
Сфастригувати середні зрізи штанів |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
47 |
Зшити середній шов |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
48 |
Видалити фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
49 |
Обметати середній шов |
С |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
50 |
Запрасувати середній шов |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
51 |
Сфастригувати зрізи сидіння |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
52 |
Зшити зрізи сидіння |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
53 |
Видалити фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
54 |
Обметати зрізи сидіння |
С |
|
|
| ||
|
55 |
Запрасувати зрізи сидіння |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
56 |
Прокласти дві строчки |
М |
|
2 строчки з відстаню між ними 0,7; Довжина стібка 0,5 |
| ||
|
57 |
Призібрати низ штанів |
Р |
|
|
| ||
|
58 |
Прифастригува-ти манжет |
Р |
|
|
| ||
|
59 |
Пришити манжет |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
60 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
61 |
Сфастригувати крокові зрізи та бічні зрізи манжет |
Р |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування | ||
|
62 |
Зшити крокові зрізи та бічні зрізи манжет |
М |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка | ||
|
63 |
Витягнути фастригу |
Р |
|
|
Ножиці, випорювач | ||
|
64 |
Обметати кроковий зріз |
С |
|
Lст =0,3 см S=0,4 см |
«Джаноме» «Altin 8515» | ||
|
65 |
Намітити лінію перегину манжет |
Р |
|
|
| ||
|
66 |
Запрасувати кроковий зріз |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
67 |
Зафастригувати нижній край під манжети на шов пришивання манжети |
Р |
|
|
| ||
|
68 |
Підшити ручними потайними стібками |
Р |
|
|
| ||
|
69 |
Запрасувати |
ПР |
|
T=150⁰C з зволоженням |
Праска | ||
|
Кінцева обробка виробу | |||||||
|
70 |
Почистити виріб |
Р |
|
|
| ||
|
71 |
Виконати кінцеву обробку ВТО |
ПР |
|
t =140° |
| ||