

9 Смазывание подшипников шпиндельных опор
Жидкие смазочные масла хорошо отводят тепло от шпиндельных опор, уносят из подшипников продукты изнашивания и делают ненужным периодический надзор за подшипниками. При выборе масла необходимо учитывать частоту вращения шпинделя, температуру шпинделя и ее влияние на вязкость масла.
В проектируемом шпинделе смазывание подшипников шпиндельных опор осуществляется жидким смазочным материалом – масло И-30 А по ГОСТ 20977-84.
Систему смазывания выбирают исходя из требуемой быстроходности шпинделя с учетом его расположения, условий подвода масла, конструкции уплотнений.
В зависимости от способности отводить теплоту из опор качения системы разделяют на два типа: с отводом теплоты – системы обильного смазывания и бех отвода – системы минимального смазывания.
С учетом вышеуказанных требований для смазывания шпиндельных опор оптимально применять систему обильного смазывания, а именно циркуляционное смазывание.
Смазывание передней опоры:
При работе коробки скоростей масло попадает в масленую ванну 1. Из ванны по каналу 3 масло поступает через отверстие в распорной втулке упорно-радиального подшипника к телам качения и дорожкам, и далее к двухрядному роликовому подшипнику. Обеспечивается обильное смазывание обоих подшипников. Далее через прорезь в лабиринтном уплотнении часть масла по каналу 5 поступает вниз шпиндельной бабки на слив, а часть сразу сливается из подшипника в полость корпуса шпиндельной бабки.
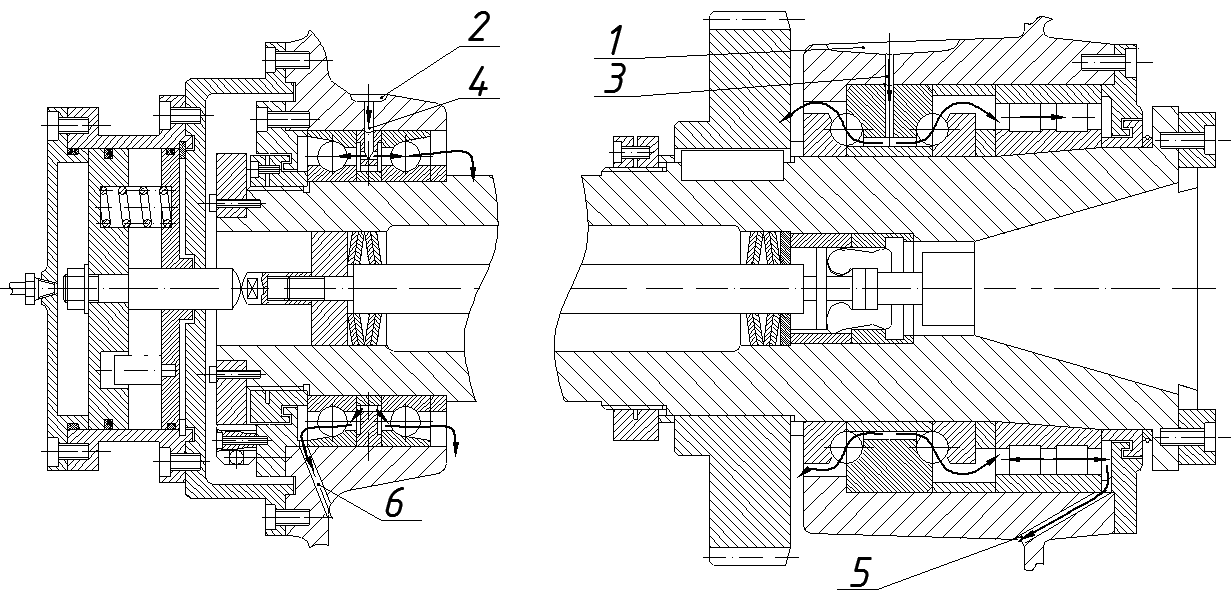
Рисунок 9.1 – Схема смазывания шпиндельных опор шпиндельной бабки широкоуниверсального инструментального фрезерного станка с ЧПУ
Смазывание задней опоры:
При работе коробки скоростей масло попадает в масленую ванну 2. Из масленой ванны 2 поступает в канал 4.
По каналу 4 масло поступает через отверстие в наружной регулировочной втулке комплекта радиальных шариковых подшипников в систему каналов, полученных геометрией наружной и внутренней регулировочной втулки. Система каналов обеспечивает смазывание всех подшипников комплекта. Далее через отверстие в лабиринтном уплотнении часть масла поступает в канал 6, и далее на слив, а другая часть сразу сливается из подшипника в полость корпуса.
10 Механизм переключения частот вращения шпинделя
Проектируемый привод главного движения имеет четырехступенчатую коробку скоростей, поэтому для переключения диапазонов регулирования частот вращения шпинделя применяется 2 дифференциальных плунжерных гидроцилиндра.
Так как принцип работы данных двух дифференциальных цилиндров одинаковый, то рассмотрим один из них.
Рисунок 10.1 – Механизм переключения диапазонов частот вращения шпинделя четырехступенчатой коробки скоростей широкоуниверсального инструментального фрезерного станка с ЧПУ
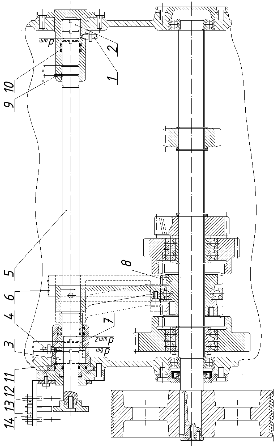
Для переключения зубчатой муфты 8 в крайнее правое положение через штуцер 4 подается рабочая жидкость в левую полость 3. Жидкость из правой полости 2 сливается через штуцер 1. Шток 5 перемещается с вилкой 6 до упора в цилиндр 10, после чего срабатывает конечный выключатель 12 и рабочая жидкость перестает поступать. Положение фиксируется фиксатором 9.
Для обеспечения крайнего левого положения зубчатой муфты 8 рабочая жидкость подается через штуцер 1 в полость 2 и отводится из полости 3 через штуцер 4. Шток 5 вместе с втулкой 7 перемещается до упора в крышку 11. После чего конечный выключатель 14 отключает подачу рабочей жидкости и положение фиксируется фиксатором 9.
Для обеспечения нейтрального положения применяется дифференциальный гидроцилиндр. Подается одинаковое давление через штуцеры 1 и 3 в полости 2 и 4 из общей магистрали. Нейтральное положение обеспечивается действием различных сил давления, обеспечиваемых геометрией гидроцилиндра
Чтобы шток не смещался вправо, действует сила давления на торец штока в правой полости. Эта сила должна быть больше силы давления на торец штока в левой полости цилиндра.
Сила давления в правой полости на торец штока определяется по формуле
где
 – давление в системе, Мпа;
– давление в системе, Мпа;
 -
диаметр соответствующей ступени штока,
мм.
-
диаметр соответствующей ступени штока,
мм.
Сила давления в левой полости на торец штока определяется по формуле
где
 – давление в системе, Мпа;
– давление в системе, Мпа;
 -
диаметр соответствующей ступени штока,
мм.
-
диаметр соответствующей ступени штока,
мм.
Чтобы шток не смещался влево, действует сила давления на торец втулки и торец штока в левой полости. Эта сила должна быть больше силы давления на торец штока в правой полости.
где
 – давление в системе, Мпа;
– давление в системе, Мпа;
 -
диаметр соответствующей ступени штока,
мм.
-
диаметр соответствующей ступени штока,
мм.
 -
диаметр втулки, мм
-
диаметр втулки, мм
Нейтральное положение гидроцилиндра обеспечивается следующим неравенством:


Можно выразить через диаметры:

При
переходе цилиндра из крайнего левого
положения в нейтральное на шток в левой
полости действует сила давления
 ,
состоящая из силы давления на торец
втулки и силы давления на торец штока.
В правой полости действует сила давления
на торец штока
,
состоящая из силы давления на торец
втулки и силы давления на торец штока.
В правой полости действует сила давления
на торец штока .
Так как сила
.
Так как сила меньше силы
меньше силы ,
шток сдвигается влево. Шток двигается
того момента, пока втулка не упирается
в стенку цилиндра. В тот момент когда
втулка уперлась в стенку цилиндра,
перестает действовать сила давления
,
шток сдвигается влево. Шток двигается
того момента, пока втулка не упирается
в стенку цилиндра. В тот момент когда
втулка уперлась в стенку цилиндра,
перестает действовать сила давления на шток, и начинает действовать сила
на шток, и начинает действовать сила .
Шток перестает сдвигаться влево, так
как сила
.
Шток перестает сдвигаться влево, так
как сила меньше силы
меньше силы .
Далее нейтральное положение обеспечивает
за счет неравенства сил давления,
описанного выше.
.
Далее нейтральное положение обеспечивает
за счет неравенства сил давления,
описанного выше.
При
переходе цилиндра из крайнего правого
положения в нейтральное на шток действует
сила давления
 в правой полости. В левой полости на
торец штока действует сила давления
в правой полости. В левой полости на
торец штока действует сила давления .
Так как сила давления
.
Так как сила давления больше
силы давления
больше
силы давления ,
шток перемещается влево. Как только
ступень штока упирается в буртик втулки,
в левой полости вместо силы давления
,
шток перемещается влево. Как только
ступень штока упирается в буртик втулки,
в левой полости вместо силы давления начинает действовать сила
начинает действовать сила .
Так как сила
.
Так как сила больше силы
больше силы ,
шток останавливается в нейтральном
положении. Поддержание нейтрального
положения обеспечивается неравенством
сил, приведенным выше
,
шток останавливается в нейтральном
положении. Поддержание нейтрального
положения обеспечивается неравенством
сил, приведенным выше