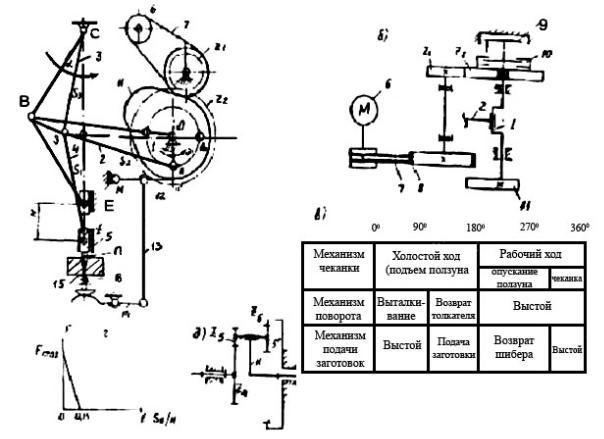
Назначение и краткое описание работы механизма
Кривошипно-коленный пресс (рис. 12, а) предназначается для штам- повки, холодной калибровки и чеканки. Высадочный (основной) механизм 1, 2, 3, 4, 5 является кривошипно-коромысловым. Коромысло 3 выполнено в виде шарнирного треугольника. Благодаря такой схеме рабочие скорости ползуна в конце хода малы, жесткость механизма пресса увеличивается. Коленчатый вал I высадочного механизма приводится в движение от элек- тродвигателя 11 при помощи планетарного редуктора 12 и зубчатой пере- дачи Z5 – Z6. Высадочный ползун 5 с закрепленным в нем пуансоном, со- вершая по вертикали возвратно-поступательные движения, осуществляет деформацию заготовки. Диаграмма усилий высадки представлена на рис. 12, в. Значения усилий высадки см. рис. 12, г. Подача заготовки про- изводится на холостом ходу (вверх) ползуна 5. Механизм подачи состоит из кулачка 6, закрепленного на коленчатом валу 1, коромыслового толка- теля 7 и тяги 8 с ползуном 9, снабженным приспособлением для подачи заготовки (рис. 12, a).
Примечание. При проектировании кривошипно-коромыслового ме- ханизма CДЕ следует учесть, что угол между вертикалью и шатуном 4 при крайнем нижнем положении (F``) ползуна 5 должен быть не менее 5°.
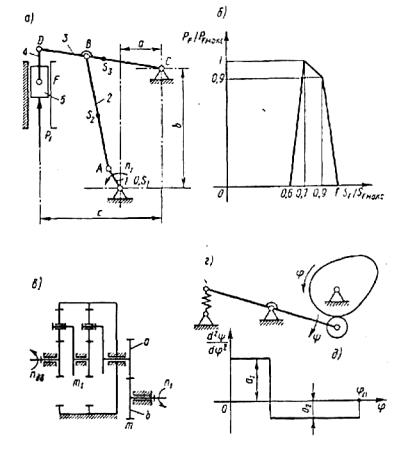
13. Пресс-автомат для холодного выдавливания [1] (с. 223)
Назначение и краткое описание работы механизмов
Пресс-автомат (рис. 13, а) предназначен для получения изделий ме- тодом выдавливания. Деформация заготовки осуществляется пуансоном 18, установленным на ползуне 5 кривошипно-коленного механизма, со- стоящего из звеньев 1 – 2 – 3 – 4 – 5 ( рис. 13, б). Кривошип 1 приводится во вращение электродвигателем 6 через планетарную передачу Z1-Z2-Z3-H, зубчатые колеса Z4, и Z5. Из бункера 16 заготовки по лотку 17 поступают в механизм подачи, включающий кулачок 13, шибер 15 с роликом 14. Шибер подает заготовку в штамповую зону, затем пуансон 18 заталкивает ее в матрицу 19. Готовое изделие выталкивается из матрицы выталкивателем 11, движение которого обеспечивается кулачком 7, установленным на валу кривошипа 1, посредством ролика 8, толкателя 9 и рычага 10.