

8 Черв'ячні фрези
8.1 Зуборізальні фрези
Процес утворення черв'ячною фрезою профілю зубів колеса аналогічний процесу зчеплення нарізуваного колеса з черв'яком. Формоутворення базується на огинанні послідовних положень різальної кромки при коченні без ковзання центроїди інструменту по центроїді деталі. Центроїди оброблюваної деталі і інструменту не матеріальні, а уявні, і взаємне їх кочення забезпечується кінематикою верстата. Крім руху обгинання, для обробки необхідний рух різання. Він створюється обертанням черв'ячної фрези. Відповідно до умов зчеплення фреза і нарізуване колесо безперервно обертаються навколо своїх осей. За один оберт фрези колесо повертається на один крок (при однозахідній фрезі) або на 1/zк оберту, де zк– кількість зубів колеса.
У фрези роблять поздовжні, звичайно
гвинтові, канавки дляутворення
передніх поверхонь зубів і різальних
кромок, а задні поверхні створюють
затилуванням (рис. 8.1). Відомо, що для
правильного зчеплен-ня косозубих коліс
їх
зуби повинні правиль-но зчеплюватися
з однією і тією самою зубчатою рейкою.
Для цього необхідно,
щоб у перетині,,
нормальному
до на-пряму зубів рейки,
у обох коліс були рівні кроки і кути
профілю. Отже, і фреза у
перетині, нормальному до напряму витків
на ділильному циліндрі,
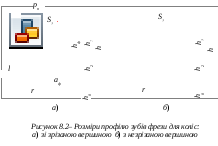
повинна мати крок зубів pn
і
кут профілю ,
які
відповідно
дорівнюють
кроку і куту профілю нарізуваного колеса
по його ділильному циліндру (рис. 8.2).
Головка зуба фрези h1
має таку саму висоту як і ніжка зуба
нарізуваного колеса. Звичайно
фрези роблять поздовжні, звичайно
гвинтові, канавки дляутворення
передніх поверхонь зубів і різальних
кромок, а задні поверхні створюють
затилуванням (рис. 8.1). Відомо, що для
правильного зчеплен-ня косозубих коліс
їх
зуби повинні правиль-но зчеплюватися
з однією і тією самою зубчатою рейкою.
Для цього необхідно,
щоб у перетині,,
нормальному
до на-пряму зубів рейки,
у обох коліс були рівні кроки і кути
профілю. Отже, і фреза у
перетині, нормальному до напряму витків
на ділильному циліндрі,
повинна мати крок зубів pn
і
кут профілю ,
які
відповідно
дорівнюють
кроку і куту профілю нарізуваного колеса
по його ділильному циліндру (рис. 8.2).
Головка зуба фрези h1
має таку саму висоту як і ніжка зуба
нарізуваного колеса. Звичайно
![]() і
і![]() .
Товщина зубаS1
дорівнює ширині
западини колеса. Найменша товщина зуба
колеса по хорді визначається з урахуванням
допуску на виготовлення та припуску на
шліфування:
.
Товщина зубаS1
дорівнює ширині
западини колеса. Найменша товщина зуба
колеса по хорді визначається з урахуванням
допуску на виготовлення та припуску на
шліфування:
![]()
 ,
(8.1)
,
(8.1)
де Ecs- найменше відхилення товщини зуба;
Tc- допуск на товщину зуба колеса;
![]() -
припуск на шліфування колеса.
-
припуск на шліфування колеса.
Тоді номінальна товщина зуба фрези по ділильній прямій
![]() .
(8.2)
.
(8.2)
У фрез зі шліфованим профілем у западині роблять канавки глибиною h04 мм для полегшення роботи шліфувального круга.
Черв’ячні фрези з позитивним переднім кутом ріжуть краще, проте при цьому спотворюється профіль нарізаного колеса. Тому звичайно призначають передній кут таким, що дорівнює нулю, а фрези з позитивним значенням переднього кута використовуються тільки для попередньої обробки. Задній кут на вершині утворюється завдяки затилуванню зубів по архімедовій спіралі. Величина затилування визначається як
![]() ,
(8.3)
,
(8.3)
де De - зовнішній діаметр;
zф - кількість зубів фрези;
в – задній кут на вершині.
Ш ліфувальний
круг не може обробити усю задню поверхню
зуба. Щоб нешліфована частина не виступала
над шліфованою, її зрізують (рис. 8.3),
затилуючи з більшим значенням коефіцієнта
затилу-вання
ліфувальний
круг не може обробити усю задню поверхню
зуба. Щоб нешліфована частина не виступала
над шліфованою, її зрізують (рис. 8.3),
затилуючи з більшим значенням коефіцієнта
затилу-вання
![]() .
(8.4)
.
(8.4)
Фрези бувають загального призначення, прецизійні та складені. Відповідно до цього рекомендують [4, 13] призначати такі зовнішні діаметри De та кількості зубів zф (табл. 8.1).
Таблиця 8.1 – Рекомендовані значення зовнішнього діаметра та кількості
зубів фрези
-
Фреза
m, мм
De, мм
zф
Загального призначення
1-14
63-180
9-12
Прецизійна
1-10
70-225
12-16
Складена
10-20
180-250
8
Буртики мають ширину l1, що дорівнює 3-5 мм та діаметр d1, на 1-2 мм менший від кола, яке дотичне до дна стружкової канавки (рис. 8.4). Глибина стружкової канавки дорівнює
![]() ,
(8.5)
,
(8.5)
де k і k1 – величини першого та другого затилування.
Діаметр приєднувального отвору можна визначити за формулою
![]() .
(8.6)
.
(8.6)
Кут піднімання витків фрези
по ділильному циліндру діаметром Dt
визначається як
![]() .
Враховуючи, що
.
Враховуючи, що![]() ,
отримуємо
,
отримуємо
![]() або
або
![]() .
.
П ри
нарізуванні зубчастих коліс кут
не повинен бути більшим 3.
Через те, що стружкова канавка проходить
нормально до витків черв’яка, кут її
нахилу такий, як і кут підйому витків
черв’яка, тобто =.
ри
нарізуванні зубчастих коліс кут
не повинен бути більшим 3.
Через те, що стружкова канавка проходить
нормально до витків черв’яка, кут її
нахилу такий, як і кут підйому витків
черв’яка, тобто =.
Для того щоб витки фрези і зуби колеса контактували з однією просторовою рейкою, вісь фрези повинна бути встановлена під кутом до нормального перетину рейки, а отже, і колеса. Наприклад, якщо у прямозубого колеса нормальний до напряму зуба перетин збігається з торцем, то вісь фрези для його обробки встановлюється під кутом до торця колеса.
Довжина фрези переважно залежить від зовнішнього діаметра та модуля нарізуваного колеса. Половина робочої частини не повинна бути меншою від відрізка ЕС (рис. 8.5), довжина якого визначається як
![]() .
.
П рактика
довела, що при встановленні інструмента
на верстаті його необхідно періодично
зсувати вздовж оправки. Це дозволяє
подовжити термін експлуатації і тим
самим зменшити складову витрат на
інструмент у собівартості деталі. Крім
того, треба мати можливість зрізати
частину витка черв’яка, де профіль
менший, ніж 0,33, від номінального. Тому
розраховану довжину робочої частини
(дві довжини відрізкаЕС)
збільшують у 4-5 разів. З урахуванням
довжини буртиків маємо
рактика
довела, що при встановленні інструмента
на верстаті його необхідно періодично
зсувати вздовж оправки. Це дозволяє
подовжити термін експлуатації і тим
самим зменшити складову витрат на
інструмент у собівартості деталі. Крім
того, треба мати можливість зрізати
частину витка черв’яка, де профіль
менший, ніж 0,33, від номінального. Тому
розраховану довжину робочої частини
(дві довжини відрізкаЕС)
збільшують у 4-5 разів. З урахуванням
довжини буртиків маємо
![]() .
(8.7)
.
(8.7)